Обоснование выбора материала: химический состав, физико-механические характеристики, технологические свойства
Количественная оценка технологичности
Определение количества ступеней обработки основных поверхностей детали
Разроботка предварительного плана обработки детали
Расчет припусков и операционных размеров на обработку торцевых поверхностей
Разработка и анализ размерной схемы обработки торцевых поверхностей детали
Навигация
Количественная оценка технологичности
Разработка плана изготовления и расчет операционных размеров деталей газотурбинной установки
34855
знаков
9
таблиц
2
изображения
2.2 Количественная оценка технологичности
Средний квалитет точности ![]() . Коэффициент точности обработки
. Коэффициент точности обработки
![]()
Так как ![]() , то деталь по точности является технологичной .
, то деталь по точности является технологичной .
Средняя шероховатость детали ![]()
Коэффициент шероховатости
![]()
Так как ![]() , то деталь технологична
по шероховатости.
, то деталь технологична
по шероховатости.
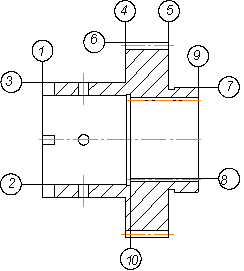
Рис.1 Схема нумерации основных поверхностей детали
Деталь имеет 10 основных поверхностей.
3. Выбор метода получения заготовки
3.1 Обоснование выбранного метода получения заготовки
Выбор метода получения заготовки является многовариантной задачей. С точки зрения сокращения затрат времени и средств на механическую обработку целесообразно выбирать заготовки, которые по форме, размерам, точности и качеству поверхности возможно полнее соответствовали бы параметрам готовой детали. Но при этом будут увеличиваться текущие и единовременные затраты на получение заготовки в заготовительном цехе. С другой стороны, упрощением формы заготовки, снижением требований к ее точности и качеству можно значительно уменьшить затраты на ее изготовление. Но в этом случае снизится коэффициент использования материала и увеличатся затраты на обработку такой заготовки в механическом цехе.
Основными факторами, определяющими вид заготовки, являются материал детали, ее конфигурация, габаритные размеры и, что немаловажно, условия ее работы.
Исходя из осесимметричной формы детали, а также необходимости получения для дальнейшей ее обработки благоприятного распределения внутренних напряжений, заготовку получаем штамповкой на кривошипном горячештамповочном прессе.
Это связано со следующими преимуществами данного метода:
- повышенная точность размеров получаемых на КГШП поковок из-за постоянства хода пресса и определенности нижнего положения ползуна, что позволяет уменьшить отклонения размеров поковок по высоте, поковки также не контролируют на сдвиг. Жесткое и надежное направление ползуна КГШП и применение штампов с направляющими колонками и втулками ограничивает относительные сдвиги верхней и нижней частей поковки до десятых долей миллиметра, что повышает точность горизонтальных размеров поковки.
- увеличение коэффициента использования материала вследствие более совершенной конструкции штампов, снабженных верхним и нижним выталкивателями, что позволяет уменьшить штамповочные уклоны, припуски и напуски и тем самым приводит к экономии металла и уменьшению последующей обработки поковок резанием. Колебания вертикальных размеров поковок при штамповке на прессах объясняется различной величиной упругих деформаций штампа и пресса в связи с колебаниями температуры и объема заготовки, но тоже не составляет значимой величины. Уменьшение штамповочных уклонов (внутренние штамповочные уклоны 3˚; наружные штамповочные уклоны 2˚) позволяет получить более совершенную форму заготовки, а значит уменьшить припуски на механическую обработку и повысить коэффициент использования материала.
- более высокая производительность данного метода по сравнению с молотами, что важно в условиях серийного производства;
- снижение себестоимости продукции за счет снижения расхода металла и эксплуатационной стоимости.
Для того, чтоб деталь была технологичной, необходимо выполнить такие требования:
1) использовать высокопроизводительные технологические методы обработки;
2) обработку поверхностей по возможности необходимо осуществлять без специального инструмента и оборудования;
3) Деталь должна иметь поверхности, удобные для установки;
4) заданные точность и шероховатость поверхностей должны быть обоснованы и соблюдено требование соответствия между шероховатостью и точностью.
3.2 Определение массы и степени сложности заготовки
Масса заготовки определяется по формуле
![]() ,
,
где mд – масса детали.
![]() .
.
Плотность стали 30ХМА с= 7850 кг/м3, а объем детали определяем в программе Компас.
![]()
Степень сложности поковки определяется по формуле:
![]()
степень сложности поковки относится к С4.
Таблица 3.1
Допуски основных поверхностей заготовки
| № поверхности | Размер детали, мм | Допуск на размер, мкм | Точность | Допуск заготовки | Точность | Rz |
| 1-9 | 115 | 350 | h12 | +1.7 -0.9 | IT16 | 200 |
| 1-10 | 65 | 300 | h12 | +1,7 -0.9 | IT16 | 200 |
| 1-4 | 60 | 300 | h12 | +1.7 -0.9 | IT16 | 200 |
| 4-5 | 22 | 210 | h12 | +1.6 -0.8 | IT17 | 200 |
| 2 | Ç70 | 300 | h12 | +1.7 -0.9 | IT16 | 200 |
| 3 | Ç50 | 50 | h12 | +1.7 -0.9 | IT16 | 200 |
| 6 | Ç114 | 350 | H12 | +1.7 -0.9 | IT16 | 200 |
| 7 | Ç45 | 300 | H7 | +1.2 -0.6 | IT16 | 200 |
| 8 | Ç80 | 250 | H12 | +1.7 -0.9 | IT16 | 200 |
Похожие работы





... ребрами) изображают конструктивные и потоковые функциональные структуры [14]. Принципы построения функциональных структур технических объектов рассматриваются в последующих главах курса "Основы проектирования им конструирования" не включенных в настоящее пособие. Для систем управления существуют характеристики, которые можно использовать в качестве критериев для оценки структур. Одна из них - ...
... тепловозов ТЭ136 мощностью 6000 л.с. в секции и тепловоза ТЭ127 для экспорта. Проводилась реконструкция завода, техническое и технологическое переоснащение [3]. К 1989 году объединение «Лугансктепловоз» второй год работало в условиях полного хозяйственного расчета и самофинансирования. В сравнении с 1987 годом в объединении наметились некоторые положительные тенденции в темпах роста объемов ...
... распределения материальных благ и развития промышленного производства (сельского хозяйства, здравоохранения, связи и т. п.). Рис. 8.3. Структура системы управления общественным производством В реализации задачи инновационный менеджмент занимает специфическую и важную роль в установлении критериев и путей развития. 1 – Сбор данных и выделение ошибок. 2 – Анализ последствий ...
... за две-три недели. Во время обследований необходимо избегать нарушений в работе других видов транспорта четкой координацией управления ими. Изучение пассажиропотоков позволяет выявить основные закономерности их колебания для использования результатов обследований в планировании и организации перевозок. Иначе говоря, характер изменения пассажиропотоков на маршрутах и в целом по конкретному ...
0 комментариев