Навигация
2.3 Тепловой расчет
Целью этого расчета является определение температуры жидкости, выбор необходимого по объему гидробака и определения основных параметров теплообменного аппарата. Определим потери мощности DN при течении жидкости по формуле:
DN=DрТ1×Qд+DрТ2×Qс,
DN=0,29×106×0,51×10-3+0,43×106×0,31×10-3=0,281×103 Вт.
В первом приближении принимаем полезный объем гидробака равным пятиминутной номинальной подаче насоса по формуле:
Vб=(180¼300)× Qс,
Vб=300×0,51×10-3=0,153 м3=153 дм3.
Выбираем ближайшее значение из номинального ряда вместимостей гидробаков по ГОСТ 12448-80: Vб=160 дм3.
Выбираем цилиндрическую форму гидробака. Площадь стенок бака Fст в этом случае определяется по формуле:
Fст=5,5× Vб2/3,
Fст=5,5×0,162/3=1,64 м2.
Принимаем, что теплообмен происходит при естественной циркуляции воздуха. Коэффициент kпт теплопередачи будет равен kпт=20 Вт/м2×оС.
Определим удельную мощность теплоотдачи в окружающую среду при перепаде температуры на 1 оС по формуле:
Рту=kпт× Fст,
Рту=20×1,64=32,8 Вт/оС.
Определяем изменение температуры рабочей жидкости при установившемся режиме работы привода:
DТ=DN/ Рту,
DТ=0,281×103/32,8=8,56 оС.
При температуре окружающей среды То=20 оС температура рабочей жидкости составит Тж=20+8,56=28,56 оС, что меньше максимально допустимой температуре эксплуатации. Следовательно, выбранные параметры гидробака обеспечивают работу привода в допускаемом температурном режиме.
Насос гидропривода должен обеспечивать необходимую подачу. Определяем по формуле:
Qн=Qд+Qут,
Qн=30,6+0,2=31 л/мин,
где Qут=0,2 л/мин – утечки через предохранительный клапан.
В качестве насоса выбираем пластинчатый нерегулируемый насос типа
Г12-33М, обеспечивающий подачу35 л/мин.
Эффективная мощность N на валу насоса определяем по формуле:
N= Qн×рм/60,
N=31×4/60=2,06 кВт.
Потребляемую при этом мощность Nпотр насоса находим по формуле:
Nпотр=N/h,
Nпотр=2,06/0,82=2,51 кВт.
Крутящий момент М на приводном валу насоса определяем по формуле:
М=р×w/2×p×hмех,
где w- рабочий объем, см3.
М=4×40/2×3,14×0,9=28,3 Нм,
Выбранные параметры обеспечивают работу привода в заданном режиме.
2.4 Расчет направляющих
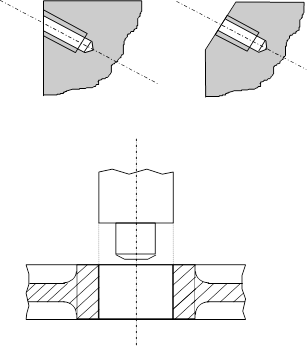
В качестве направляющей выбираем направляющую жидкостного трения с замкнутой гидростатической опорой с регулируемым расходом (рис. 1).
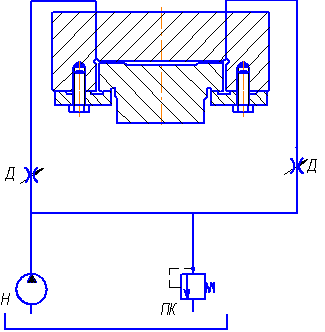
Рис. 1 Схема питания гидростатической направляющей
Данные для расчета направляющих:
B = 0,236 м (ширина направляющей);
L = 1 м (длина направляющей);
b = 0,15 м (ширина кармана);
l = 1 м (длина кармана);
h = 0,0001 м (величина рабочего зазора, выбирается в зависимости от длины);
ε = 0 м (относительное смещение направляющей);
k = 1 (относительное различие в противоположных опорах);
Определяем грузоподъемность:
P = pнFcFcp;
где: pн – давление на насосе;
pн = 2 МПа;
F – площадь кармана;
F = b.l;
F = 0,3 м2;
сF – коэффициент формы опоры и кармана:
сF = 1/6LB(2LB+lB+2lb+Lb);
сF = 1/1,416(0,472+0,236+0,3+0,15) = 0,61
cp, сj– коэффициенты, зависящие от ε и k, определяются по кривым:
cp = 1, сj = 1;
P = 2.106.0,3.0,61.1 = 0,366.106 кгс = 3,66.106 Н;
Определяем жесткость опоры:
j = - 3pнFcFcj/h;
j = - 3.2.106.0,3.0,61.1/0,0001 = - 14724.106 кгс.м2 = - 10980.106 Н.м2;
Оптимальная динамическая вязкость рабочей жидкости:
μ = 10h2/υ(5pн2 /3срF)0.5;
μ = (0,32.10-6.(22,22.106 )0,5)= 1,51 = 1,51 Па.с;
Выбираем индустриальное масло марки ИГП – 18 с ρ = 900 кг/м3 и ν=16,7 сСт.
Определяем демпфирующую силу:
P = μL/h3(B3 – b3);
P = 1,51.1.0,033196 /1.10-12 = 50,12.109 Н.
3. Устройство и принцип работы привода
Конструкция привода.
Гидропривод двухстороннего действия состоит из гидроцилиндра ГЦ, распределителя Р, предохранительного клапана ПК, редуктора потока РП, фильтра Ф и насоса Н.
Принцип работы привода.
Рабочая жидкость, подаваемая насосом Н, под давлением, определяемым настройкой предохранительного клапана ПК, поступает через фильтр Ф и распределитель Р в левую полость гидроцилиндра ГЦ. Поршень цилиндра Ц находится в крайнем левом положении. После переключения распределителя Р жидкость подается в левую полость цилиндра Ц, давление в ней начинает расти, а в правой полости, которая соединяется через распределитель и регулятор потока РП с баком, давление падает. Регулятор потока РП обеспечивает постоянство скорости гидроцилиндра независимо от внешней нагрузки. Когда перепад давлений на поршне достигнет величины, достаточной для преодоления сил сопротивления поршень начинает двигаться. После того как поршень достигнет крайнего правого положения, по команде от системы управления распределитель Р переключается, соединяя правую полсть цилиндра Ц с магистралью с давлением рм, а левую полость – через распределитель потока РП с баком. Поршень возвращается в исходное положение в той же последовательности. Далее цикл повторяется. Таким образом, как при прямом, так и при обратном ходе имеется начальный перепад давлений на поршне.
Заключение
Качество разрабатываемых приводов в значительной мере закладывается на стадии проектирования, успех которого связан с уровнем теоретических знаний инженера-конструктора, объёмом его практических навыков и умением работать творчески. Основы теоретических знаний составляет понимание физических процессов гидро- и пневмоприводов умение представлять их в математической форме и анализ свойства приводов по математическим моделям. Практические навыки инженеру нужны для проведения расчетов на ЭВМ, выполнения чертёжно-технической документации и участия в экспериментальных исследованиях.
Важное условие творческой работы инженера – изучение и критическое осмысление накопленного опыта работы и эксплуатации гидро- и пневмоприводов.
Литература
1. Анурьев В.И. Справочник конструктора-машиностроителя: в 3-х томах. Т. 3, - 6-е изд., перераб. и доп. – М.:1982. – 576с.
2. Ручкин Л.В. Гидропривод технологических машин и оборудования Ч.1: Учеб. Пособие. Красноярск: САА, 1999. – 96 с.
3. Гидравлика, гидромашины и гидроприводы: Учебник для машиностроительных вузов/Т.М.Башта, С.С.Руднев, Б.Б.Некрасов и др. – 2-е изд., перераб. – М.: Машиностроение, 1982. – 423 с.: ил.
4. Навродский К. Л. Теория и проектирование Гидро- и пневмоприводов: Учебник для студентов вузов по специальности «Гидравлические машины, гидроприводы и гидропневмоавтоматика». – М., Машиностроение, 1991.- 384с.
5. Свешников В.К., Усов А.А. станочные гидроприводы: Справочник. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1988. – 512 с.: ил.
Похожие работы
. на l=20 мм.; c) Нарезание резьбы М5´0,5-7Н на l=15 мм. Применяю четырехпозиционный агрегатный станок. На этом станке, кроме данной детали с заменой сверлильных и резьбонарезных головок, можно обрабатывать аналогичные детали других размеров. Применение агрегатного станка при обработке детали КОРПУС обеспечивает: 1. Повышение производительности труда по сравнению с обработанной ...





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...
... ; фС- красный; 0-шина: изолированный контроль– белый; заземлённая нейтраль–чёрный. 2. ~; фаза–красный; 0–жёлтый. 3. –; (+)–красный; (–)–синий; нейтраль–белый. Лекция 20. "Основы конструирования" Основы патентоведения 1.0 Введение –Изобретательство – важный фактор ТП.– Изобретательское право (ИП).– Открытия, Изобретения, Промышленные образцы – объекты изобретательского права (Субъекты ...
... быть основой для расчета оптимальной степени дифференциации и концентрации операций в автоматической линии. 5. Анализ базового операционного технологического процесса по критерию обеспечения заданной сменной производительности обработки Определение ожидаемой сменной производительности системы технологического оборудования в условиях неавтоматизированного производства делается по формуле: ...
0 комментариев