Навигация
ВИЗНАЧЕННЯ ПАРАМЕТРІВ СКЛАДІВ ТА ЇХ ОБЛАДНАННЯ
34714
знаков
21
таблица
1
изображение
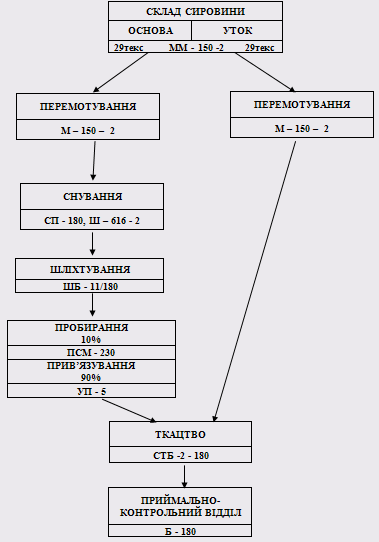
5. ВИЗНАЧЕННЯ ПАРАМЕТРІВ СКЛАДІВ ТА ЇХ ОБЛАДНАННЯ
Сучасні склади аналогічні виробничим приміщенням. У них не тільки розміщуються вантажі, але й виконуються за рахунок різноманітних механізмів і приладів з широким застосуванням засобів автоматизації важкі і трудомісткі операції. При цьому кожний механізм завантажений максимально як по вантажомісткості так і у часі.
Усі технологічні підрозділи проектуємої ткацької фабрики будуть з проміжними складами для забезпечення безперервності технологічного процесу при можливій неритмічності вантажопотоків. У мотально – снувальному відділі запас основної пряжі знаходитиметься за шпулярниками снувальних машин.
Необхідна кількість візків типу № 5:
Квіз =  , шт (5.1)
, шт (5.1)
де nпак – кількість пакувань пряжі, яка зберігається на складі (з врахуванням запасу), шт
Евіз – ємність візка, шт
Квіз = ![]()
Приймається 49 шт
Ємність візка розраховується по формулі (3.6), шт:
Евіз = 6 ∙ 10 = 60
Число бобін одного шару визначається по формулі (3.7), шт :
Чбш = 5∙ 2 = 10
Число бобін, які вміщуються по ширині візка по формулі (3.8), шт:
Чб.шир = 66,5 / 25 = 2,66
Приймається 2
Число бобін, що вміщуються по ширині візка по формулі (3.9), шт:
Чб.довж = 139,5 / 25 = 6
Кількість можливих шарів з бобінами у візку по формулі (3.10), шт:
Кш = 92 / 15 = 6,133
Приймається 6
Кількість візків, яка необхідна для однієї снувальної машини:
 , (5.2)
, (5.2)
де mсн – кількість снувальних машин.
![]()
Приймається 25
Візки,які встановлюються по двоє за шириною шпулярників.
Кількість візків за довжиною ряда:
Квіз.р = ![]() , шт (5.3)
, шт (5.3)
Квіз.р = ![]()
Приймається 13 шт.
Площа, яка займається візками, м2:
Sвіз = (lвіз + 0,2) ∙ Квіз.р ∙ (2 ∙ Ввіз + 0,2) ∙ Мсн, м2(5.4)
де Мсн – кількість снувальних машин.
Sвіз = (1,395 + 0,2) ∙ 13 ∙ (2 ∙ 0,665 + 0,2) ∙ 2 = 63,45 м2
У шліхтувальному і проборному відділах встановлюють механізовані стелажі. У шліхтувальному відділі для зберігання навоїв, які поступають після снування прийняті горизонтальнозамкнені механізовані стелажі.
Для зберігання прошліхтованих і пробраних навоїв також прийняті горизонтальнозамкнені механізовані стелажі.
Кількість нерозбракованої тканини розраховується по формулі (2.3) :
nрул = 277 шт
Необхідна кількість візків:
 , шт (5.5)
, шт (5.5)
![]()
Приймається 2 шт
6. ВИЗНАЧЕННЯ ОСНОВНИХ ПАРАМЕТРІВ І КІЛЬКОСТІ ПІДЛОГОВОГО ВНУТРІШНЬОФАБРИЧНОГО ТРАНСПОРТА
На проектуємій фабриці в якості підлогового транспорту будуть застосовувати електротягачі з причіпними візками різних модифікацій.
Електротягачі АТ – 60 призначені для переміщення вантажів за наступними переходами :
- основу і уток з центрального складу до мотальних машин;
- пробрані ткацькі навої і навої, що йдуть на прив’язування із проборного відділу в ткацький цех;
- уток в конічних бобінах з мотально-снувального відділу в ткацький цех;
- сурову тканину із ткацького цеха в склад не розбракованої продукції;
- не розбраковану тканину із складу до бракувальних машин і розбраковану тканину в склад.
Для визначення кількості електротягачів розраховую техніко – економічні показники роботи.
Ширина транспортного проходу, м:
![]() , м (6.1)
, м (6.1)
де h – зазор безпеки (0,2 м);
R – мінімальний радіус повороту (1,6 м);
lд – довжина дишла (0,4 м);
lвіз – довжина причіпного візка, м;
nвіз – кількість причіпних візків.
1) транспортний прохід з центрального складу до мотальних машин, м:
Вт = 0,7 + 2 ∙ 0,2 + 
2) транспортний прохід від проборнрго відділу в ткацький цех, м
Вт = 0,7 + 2 ∙ 0,2 + 
3) транспортний прохід з мотально – снувального відділу в ткацький цех, м:
Вт = 0,7 + 2 ∙ 0,2 + 
4) транспортний прохід для перевезення сурової тканини із ткацького цеху в склад не розбракованої продукції, м
Вт = 0,7 + 2 ∙ 0,2 + 
Час, який витрачається на рейс (тривалість транспортного циклу), хв :
![]() , хв (6.2)
, хв (6.2)
де (tз + tр) – час, який витрачається на завантаження і розвантаження, хв;
А – коефіцієнт, який враховує позапланові простої (на особисті потреби та ін.) (1,3…1.6);
L – середня відстань при перевезенні (за планом виробництва), м;
V1 – швидкість переміщення з вантажем, м/хв;
V2 – швидкість переміщення без вантажу, м/хв;
t – час простою і очікування, 10 хв.
Час, який витрачається на завантаження і розвантаження:
![]() , хв (6.3)
, хв (6.3)
де tпід – час підйому рами, 0,25 хв;
t0 – час, який витрачається на захват вантажу і звільнення, 0,9 хв.
![]()
1) для вантажопотоку з центрального складу до мотальних машин, хв:
![]()
2) для вантажопотоку з проборного відділу до ткацького цеху, хв:
![]()
3) для вантажопотоку з мотально – снувального відділу до ткацького цеху, хв:
![]()
4) для вантажопотоку з ткацького цеху до складу не розбракованої продукції, хв:
![]()
Продуктивність електротягача розраховується за формулою:
![]() , кг/год (6.4)
, кг/год (6.4)
де mн – номінальна вантажопідйомність, кг;
Кгр – коефіцієнт використання вантажопідйомності;
Тц – тривалість транспортного циклу (час, який витрачається на один рейс), хв;
Кн – коефіцієнт нерівномірності вантажопотоку (1,2…1,25);
mван – маса вантажу, який перевозиться за один рейс (з транспортною тарою), кг.
1) Продуктивність тягача, який транспортує основну пряжу на циліндричних бобінах з складу до машин М – 150 – 2, кг/год:
![]()
Коефіцієнт використання вантажопідйомності:
![]() (6.5)
(6.5)
2) Продуктивність електротягача, який транспортує ткацькі навої з проборного відділу в ткацький цех, кг/год:
![]()
Коефіцієнт використання вантажопідйомності розраховується по формулі (6.5):
![]()
3) Продуктивність електротягача, який транспортує утокову пряжу в конічних бобінах з мотально – снувального відділу в ткацький цех, кг/год:
![]() кг/год
кг/год
Коефіцієнт використання вантажопідйомності розраховується по формулі (6.5):
![]()
4) Продуктивність електротягача, який транспортує сурову тканину з ткацького цеху в склад не розбракованої продукції, кг/год:
![]() кг/год
кг/год
Коефіцієнт використання вантажопідйомності розраховується по формулі (6.5):
![]()
Необхідна кількість електротягачів по переходам ткацького виробництва:
![]() , шт (6.6)
, шт (6.6)
де Мгод – годинний вантажопотік (годинна потреба у напівфабрикатах), кг/год;
Птяг – продуктивність електротягача, кг/год.
1) для вантажопотоку з центрального складу до мотальних машин:
![]()
2) для вантажопотоку з проборного відділу до ткацького цеху:
![]()
3) для вантажопотоку з мотально – снувального відділу до ткацького цеху:
![]()
4) для вантажопотоку з ткацького цеху до складу не розбракованої продукції:
![]()
∑nтяг = 0,3 + 0,14 + 0,12 + 0,129 = 0,689
Приймається 2 тягачі
Похожие работы
... -2 1 21,040 21,04 25,5 15 3,825 Шліхтув. ШБ-11/180 2 19,792 39,584 47,976 15 7,196 Проб. верстат ПСМ-230 2 13,280 26,56 32,19 15 4,826 Вузлов’яз. УП-5 1 19,480 19,48 23,6097 15 3,542 Ткацький верстат СТБ-2-180 264 29,000 7656 9279,072 15 1391,861 Бракув.-облікова Б-180 2 14,900 29,8 36,1176 15 5,418 Всього - - - 7959,824 9647,305 - 1447,097 ...
0 комментариев