Навигация
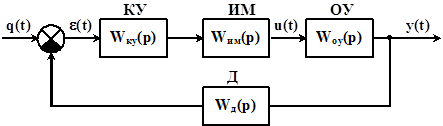
Технологические системы и управление ими
27474
знака
0
таблиц
0
изображений
Контрольная работа по «Основы технологии машиностроения» №1
Вопросы
7. Выявление возможных методов достижения точности исходного звена размерной цепи (показателя точности машины) при проектировании технологических процессов сборки решением обратной задачи.
19. Динамическая настройка технологической системы. Размер и погрешность динамической настройки. Основные причины появления погрешности динамической настройки.
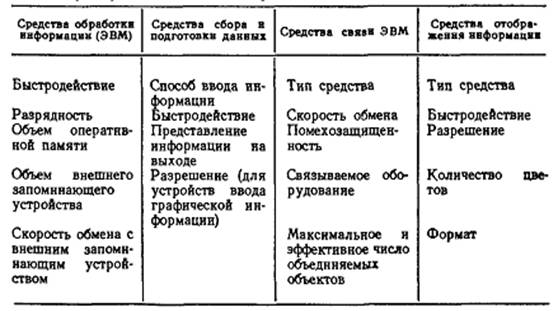
51. Принцип совмещения баз заключается в ………..
Ответы:
7. Анализ рассмотренных методов достижения точности замыкающего звена размерной цепи показывает, что технологу при проектировании технологических процессов сборки необходимо решить две главных задачи:
1. Выявить метод достижения точности, который использовал конструктор при назначении требуемой точности составляющих звеньев размерной цепи (размеров деталей и их соединений).
2. Включить в состав технологического процесса сборки соответствующие выявленному методу достижения точности технологические операции и (или) переходы, необходимые для обеспечения требуемой точности машины. Состав этих операций или переходов рассмотрен выше при изложении каждого метода достижения точности и их выбор не представляет сложности при условии, что первая задача решена правильно.
К сожалению, в конструкторской документации, как правило не указывается использованный метод достижения точности и технологу приходится его выявлять. Для правильного решения этой задачи необходимо построить ту самую размерную цепь, с которой имел дело конструктор при расчете и (или) назначение допусков размеров составляющих звеньев. Особенности конструкции могут служить подсказкой в использованном конструкторском методе.
Для окончательного вывода об использованном конструктором методе нужно учесть тип производства, где будет изготавливаться машина.
Для окончательного решения об использованном конструктором методе достижения точности необходимо в построенной размерной цепи решить обратную задачу.
В общем случае для выявления использованного конструктором методе достижения точности можно воспользоваться алгоритмом этой работы, приведенной на рисунке 1.
Ускорению выполнения работы и повышения точности результата может способствовать схема рациональных областей применения различных методов в зависимости от числа составляющих звеньев в размерной цепи и типа производства, приведенная на рисунке 2.
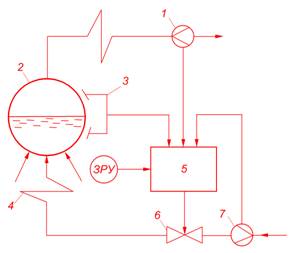
19. Динамическая настройка – это собственно обработка, т. е. непосредственное взаимодействие режущих кромок инструмента с материалом заготовки. В результате этапа создается на детали новая поверхность, заданная конструктором. Взаимодействие режущих кромок инструмента с материалом заготовки сопровождается всей совокупностью явлений, при сущих процессу резания: возникают силы резания, действующие на инструмент и заготовку, выделяется тепло пластической деформации стружки и трения инструмента об обрабатываемую поверхность, инструмент изнашивается и затупляется и т. д. В результате всех этих процессов изменяется взаимное положение заготовки и инструмента, достигнуто в статистическом состоянии технологической системы на первых двух этапах. В примере на рис.3 под действием составляющей силы резания ![]() инструмент перемещается в результате упругих деформаций вверх, а заготовка – вниз, в результате чего размер
инструмент перемещается в результате упругих деформаций вверх, а заготовка – вниз, в результате чего размер ![]() получает приращение. Размер
получает приращение. Размер ![]() получает приращение также по мере износа режущей кромки инструмента, тепловых деформаций заготовки и т.д.
получает приращение также по мере износа режущей кромки инструмента, тепловых деформаций заготовки и т.д.
Все эти изменения взаимного положения заготовки и инструмента можно придать инструменту, сохранив мысленно положение заготовки и других частей технологической системы, которые они имели в статике. Тогда результат этих изменений можно описать размерами ![]() и
и ![]() , которые определяют положение режущей кромки инструмента в статике. Эти мысленно сконструированные размеры называют размерами динамической настройки, они позволяют достаточно удобно провести анализ причин, вызывающих изменения взаимного положения заготовки и инструмента и их роль в формировании технологического размера на детали.
, которые определяют положение режущей кромки инструмента в статике. Эти мысленно сконструированные размеры называют размерами динамической настройки, они позволяют достаточно удобно провести анализ причин, вызывающих изменения взаимного положения заготовки и инструмента и их роль в формировании технологического размера на детали.
Ясно, что размеры ![]() и
и ![]() не сохраняют свою величину даже при обработке одной заготовки, тем более в партии заготовок. Из теории резания известно, что, например, сила
не сохраняют свою величину даже при обработке одной заготовки, тем более в партии заготовок. Из теории резания известно, что, например, сила ![]() пропорциональна припуску и твердости материала, а эти величины ни на одной заготовке, ни впартии заготовок не являются константами. При затуплении инструмента сила
пропорциональна припуску и твердости материала, а эти величины ни на одной заготовке, ни впартии заготовок не являются константами. При затуплении инструмента сила ![]() существенно возрастает (до 30% от первоначальной величины). Ясно, что переменная величина силы
существенно возрастает (до 30% от первоначальной величины). Ясно, что переменная величина силы ![]() вызовет в технологической системе различные по величине упругие перемещения инструмента и заготовки. Распределения потоков тепла в технологической системе не сохраняется во времени и в пространстве, что также приводит к колебаниям размеров
вызовет в технологической системе различные по величине упругие перемещения инструмента и заготовки. Распределения потоков тепла в технологической системе не сохраняется во времени и в пространстве, что также приводит к колебаниям размеров ![]() и
и ![]() . Поля рассеяния
. Поля рассеяния ![]() и
и ![]() размеров
размеров ![]() и
и ![]() . Называют погрешностями динамической настройки
. Называют погрешностями динамической настройки ![]() .
.
Во время обработки в зоне резания и во всех частях технологической системы протекают процессы различной физической, химической, физико-химической и др. природы, в результате которых взаимное положение заготовки и инструмента изменяется. К числу таких процессов относится: динамика резания, пластическая и упругая деформации материала заготовки и отделяемого слоя; тепловыделения в зоне резания, в приводах и подвижных соединениях технологической системы; трение и износ в зоне резания и подвижных соединениях; вынужденные и собственные колебания (вибрации) технологической системы; химическое и электрохимимческое взаимодействие инструмента, СОЖ и обрабатываемого материала; теплопередача внутри технологической системы от более нагретых к менее нагретым частям; теплообмен технологической системы с окружающей средой и т. д.
Рассмотрим роль различных процессов, протекающих в технологической системе, на величину этих погрешностей.
Похожие работы
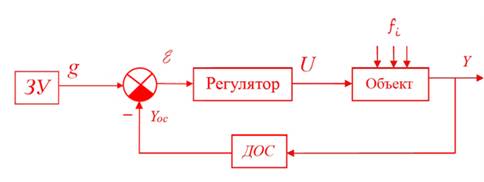
... . Таким образом, необходимость автоматизации технологических процессов очевидна и есть необходимость научиться рассчитывать параметры систем автоматического управления (САУ), для последующего применения своих знаний на практике. В курсовой работе произведен анализ динамических свойств заданной структурной схемы САУ с составлением и анализом математических моделей объектов управления. 2. Анализ ...
... последовательные ступени обработки сырья, либо играющих вспомогательную роль одна по отношению к другой. И в случае межотраслевых объединений тресты представляют собой комбинаты. ГЛАВА 2. «МЯГКИЕ» ФОРМЫ ОБЪЕДИНЕНИЙ. 2.1. КОНСОРЦИУМ Консорциум — временный союз хозяйственно независимых фирм, целью которого могут быть разные ...
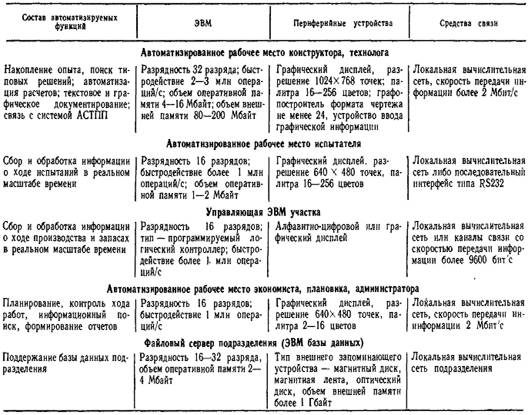
... старения проектных решений. Во избежание неоправданных потерь необходимо при формулировании технического задания на комплекс программно-аппаратных средств автоматизации подготовки производства и управления производством в автоматизированном цехе рассматривать эти подсистемы как части единой интегрированной системы подготовки производства, которая для всего комплекта производственных заказов ...
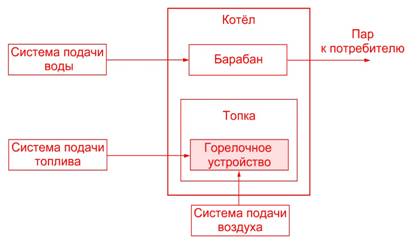

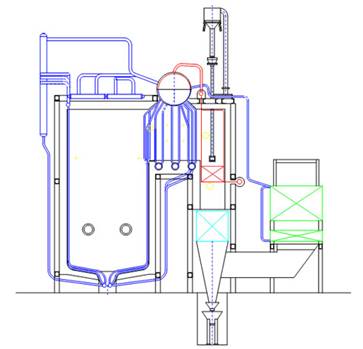
... режимов функционирования котла. Повышение экологических характеристик котельной и культуру производственного процесса. Благодаря программному управлению система автоматически отслеживает все параметры текущих процессов, реализуемых водогрейными и паровыми котлами, и управляет технологическим оборудованием, обеспечивая нормальное и безаварийное функционирование котельной установки. Кроме того, ...
0 комментариев