Навигация
Размерный износ инструмента
27474
знака
0
таблиц
0
изображений
3. Размерный износ инструмента.
При обработке резанием происходит износ рабочего инструмента, т. е. постепенно истирается и уносится в стружку или обрабатываемой поверхностью часть инструментального материала. Явление износа может иметь различные последствия для инструмента, технологической системы и получаемого технологического размера. Результатом износа может быть затупление, что изменяет геометрию резания, приводит к увеличению силы резания и, следовательно, к дополнительным упругим деформациям технологической системы, которые и обуславливают часть погрешности динамической настройки. Для оценки затупления в этом случае применяют размер площадки износа на задней грани или радиус, округление режущей кромки. Однако износ сказываеся на результате обработки не только через динамику процесса резания и упругие свойства (жесткость технологической системы). При износе независимо от того, сопровождается он затуплением инструмента или нет, изменяется положение вершины резца относительно ее положения в первоначальный момент резания на величину и. Как видно из рисунка … величиной и оценивается износ, измеренный в направлении нормали N к обрабатываемой поверхности.
Такой износ принято называть равномерным.
4. Деформация обрабатываемых деталей в результате перераспределения внутренних напряжений.
Практически каждая поступающая на обработку заготовку несет в себе внутренне напряжение (их еще называют остаточным напряжениями). Они характеризуются знаком, величиной и эпюрой распределения. Эпюра напряжений может охватывать:
· Весь объем материала, и такие напряжения называют макронапряжениями или напряжениями первого рода;
· В микроскопических объемах – напряжения второго рода;
· В ультрамикроскопических объемах – напряжения третьего рода.
Эти напряжения остаются в детали после снятия нагрузок предыдущей обработки и внешне себя ничем не проявляют, так как взаимно уравновешиваются. Но при механической обработке с заготовки снимается какая-то часть материала, что нарушает равновесие внутренних напряжений. Начинается перераспределение напряжений и переход материала в новое равновесное состояние, и этот переход сопровождается деформацией обработанной детали.
Эта деформация может протекать постепенно по мере съема припуска или же тормозиться силами крепления заготовки. В последнем случае обработанная деталь деформируется после открепления и нарушаются ее формы и размеры. Таким образом, для повышения точности обработки необходимо всемерно уменьшать внутреннее напряжение в заготовке.
51. Принцип совмещения базы заключается в том, что для достижения наиболее высокой точности конструкторского размера расположения поверхности следует в качестве технологической базы при ее обработке использовать конструкторскую размерную базу.
Контрольная работа по «Основы технологии машиностроения» №2
Вопросы
32. Управление упругими перемещениями технологической системы. Системы адаптивного управления (САУ), разновидности, достоинства и недостатки.
42. Организационно-технические меры сокращения внецикловых затрат времени на рабочем месте.
63. Время технического обслуживания на рабочем месте затрачивается на …
Ответы
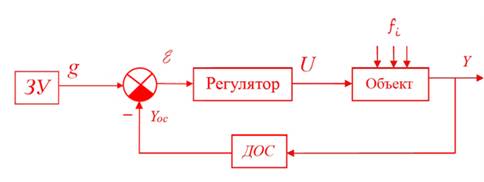
32. Управление упругими перемещениями внесением поправки в размер статистической настройки.
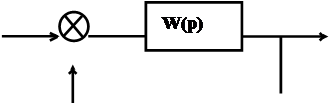
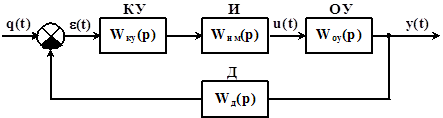
На рис. приведена блок-схема САУ для управления упругими перемещениями в технологической системе горизонтально-фрезерного станка для фрезерования торцевой фрезой плоскости на детали в размер ![]() . В ходе обработки детали датчики
. В ходе обработки детали датчики ![]() и
и ![]() измеряют перемещение базовой плоскости фрезы 1 и специальной измерительной поверхности на корпусе приспособления 2. Полученная информация в виде электрических сигналов поступает в сравнивающее СУ, где показатели датчиков суммируют и сравниваются с опорным сигналом, поступающим из задающего устройства ЗУ. Фактически двумя датчиками измеряются отклонения размера
измеряют перемещение базовой плоскости фрезы 1 и специальной измерительной поверхности на корпусе приспособления 2. Полученная информация в виде электрических сигналов поступает в сравнивающее СУ, где показатели датчиков суммируют и сравниваются с опорным сигналом, поступающим из задающего устройства ЗУ. Фактически двумя датчиками измеряются отклонения размера ![]() , составляющего размерной цепи А, описывающего технологический размер
, составляющего размерной цепи А, описывающего технологический размер ![]() . По измеренным отклонениям этого размера судят об изменениях размера
. По измеренным отклонениям этого размера судят об изменениях размера ![]() , возникающих в результате упругих перемещений. Сравнивающее устройство вырабатывает управляющий сигнал, соответствующий необходимой поправке в размер статической настройки, который усиливается в усилителе У и подается в исполнительный механизм ИМ. ИМ через механизм поперечной подачи перемещает стол вместе с приспособлением и заготовкой на величину
, возникающих в результате упругих перемещений. Сравнивающее устройство вырабатывает управляющий сигнал, соответствующий необходимой поправке в размер статической настройки, который усиливается в усилителе У и подается в исполнительный механизм ИМ. ИМ через механизм поперечной подачи перемещает стол вместе с приспособлением и заготовкой на величину ![]()
Отклонения размера ![]() представляет собой сумму отклонений всех m составляющих звеньев технологической цепи Б. Из этого вытекает два следствия. Во-первых, Останутся не учтенными при управлении отклонения звеньев
представляет собой сумму отклонений всех m составляющих звеньев технологической цепи Б. Из этого вытекает два следствия. Во-первых, Останутся не учтенными при управлении отклонения звеньев ![]() которые участвуют в формировании отклонения технологического размера
которые участвуют в формировании отклонения технологического размера ![]() , что несколько снижает точность управляемого размера. Во-вторых, приведенная на рисунке САУ кроме изменений упругих перемещений в результате колебаний силы резания учитывает также и тепловые деформации всех составляющих звеньев размерной цепи Б, что положительно скажется на периоде работы технологической системы до подналадки, т. е. приведет к увеличению количества годных деталей, полученных при изменой наладке.
, что несколько снижает точность управляемого размера. Во-вторых, приведенная на рисунке САУ кроме изменений упругих перемещений в результате колебаний силы резания учитывает также и тепловые деформации всех составляющих звеньев размерной цепи Б, что положительно скажется на периоде работы технологической системы до подналадки, т. е. приведет к увеличению количества годных деталей, полученных при изменой наладке.
Однако САУ с внесением поправок в размер статистической настройки обладает одним недостатком, существенно сужающим возможности их применения. Недостаток заключается в трудности получения малых реверсивных перемещений инструмента или заготовки с приспособлением при внесении поправки. Малое перемещение узлов и деталей станка всегда связано с появлением скачка, причиной которого является разность коэффициентов трения покоя и движения. В ряде случаев величина этого скачка соизмерима с полем допуска технологического размера. Создание исполнительных механизмов для осуществления малых перемещений с незначительным скачком или без него – трудная техническая задача.
Управление упругими перемещениями внесением поправки в размер динамической настройки.
- Поскольку причиной возникающих упругих деформаций является сила резания, то косвенные измерения упругих перемещений чаще всего сводятся к измерению сил резания. Современная техника динамометрических измерений позволяет достаточно надежно получать непрерывно информацию о действующей силе резания, например, с помощью тензометрии, использующей объемную деформацию нагруженной силой детали для суждения о величине силы, породившей эту деформацию. Технологическая система представляет собой динамически замкнутую систему, в которой силы резания воспринимаются отдельными ее частями (инструментом, обрабатываемой заготовкой), передается на станину и там замыкается (уравновешиваются). Любую нагруженную силой резания деталь технологической системы можно использовать для целей измерения силы резания, например, наклев на нее тензодатчик. Но чаще всего в динамическую цепь включают специальное упругое звено или целое специальное измерительное устройство. Возникающую в таком упругом звене деформацию тарируют в величинах действующую силы резания. По величине силы резания можно определить величину упругих перемещений в технологической системе путем пересчета. Этот пересчет может быть автоматизирован включением в управляющую систему микропроцессорного устройства, но чаще пока используют тарирование возникающих упругих перемещений исполнительных поверхностей инструмента и станка или приспособления для установки заготовок в зависимости от прилагаемой во время тарирования силы.
Включение в технологическую систему измерительного динамометрического устройства позволяет получать непрерывно достаточно объективную информацию о ходе процесса обработки и величине возникающих упругих перемещений, что дает возможность создания автоматической системы управления ими путем внесения поправки в размеры как статической так и динамической настройки.
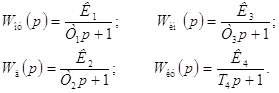
Поскольку ![]() , Н/м, то поддерживать постоянной величину упругих перемещений технологической системы, возникающих на этапе динамической настройки, возможно двумя путями:
, Н/м, то поддерживать постоянной величину упругих перемещений технологической системы, возникающих на этапе динамической настройки, возможно двумя путями:
1. Стабилизировать величину силы резания, т.е. обеспечить условия ![]() или
или ![]() =0;
=0;
2. Сделать переменной величину жесткости технологической системы ![]() var, поставив ее в зависимость от изменяющейся силы резания:
var, поставив ее в зависимость от изменяющейся силы резания: ![]()
Возможности управления величиной силы резания, например, при точении вытекает из формулы:
![]()
Из формулы следует, что компенсировать изменение силы , возникающие в результате колебаний глубины резания, твердости материала в партии заготовок и затупления инструмента, можно изменением подачи или коэффициента ![]() , характеризующего условия обработки, т. е. геометрию режущего инструмента, материал режущей части, скорость резания и т. д.
, характеризующего условия обработки, т. е. геометрию режущего инструмента, материал режущей части, скорость резания и т. д.
Изменения подачи должны соответствовать условию, полученному из формулы:
Преимущественно использования подачи в качестве управляемого параметра является возможность создания очень тонкого и чувствительного механизма управления упругими перемещениями. Поправка вносится в размер динамической настройки за счет изменения величины самих упругих перемещений, не требуется никаких относительных перемещений частей станка или приспособления, поэтому нет причину для скачкообразных изменений величины вносимой поправки. Размер статической настройки остается неизменным в течение всего времени обработки заготовок между подналадками.
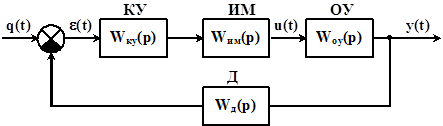
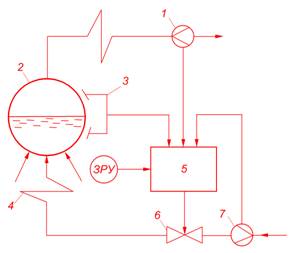
На рис… приведена блок-схема системы адаптивного управления упругими перемещениями при фрезеровании торцевой фрезой в технологической системе вертикально-фрезерного станка путем изменения минутной подачи стола вместе с заготовкой. В соответствии с назначенными режимами резания определяется величина упругих перемещений ![]() и во время наладки устанавливается задающим устройством ЗУ. Отклонения силы подачи
и во время наладки устанавливается задающим устройством ЗУ. Отклонения силы подачи ![]() измеряется датчиком (динамометрическим устройством) Д и в виде электрического сигнала
измеряется датчиком (динамометрическим устройством) Д и в виде электрического сигнала ![]() дается через усилитель УС в сравнивающее устройство СУ. В сравнивающем устройстве сигнал сопоставляется с заданной при наладке в задающем устройстве ЗУ величиной, определяется величина и знак рассогласования и этот сигнал как команда на управления подается через усилитель в командное устройство КУ и далее на статорную обмотку двигателя постоянного тока, приводящего в движение механизм подачи стола. В соответствии со знаком управляющего сигнала напряжение на статорной обмотке двигателя увеличивается или уменьшается, в результате плавно изменяется число оборотов двигателя и, следовательно, минутная подача стола станка. Изменение подачи происходит до тех пор, пока не будет достигнуто заданное значение силы
дается через усилитель УС в сравнивающее устройство СУ. В сравнивающем устройстве сигнал сопоставляется с заданной при наладке в задающем устройстве ЗУ величиной, определяется величина и знак рассогласования и этот сигнал как команда на управления подается через усилитель в командное устройство КУ и далее на статорную обмотку двигателя постоянного тока, приводящего в движение механизм подачи стола. В соответствии со знаком управляющего сигнала напряжение на статорной обмотке двигателя увеличивается или уменьшается, в результате плавно изменяется число оборотов двигателя и, следовательно, минутная подача стола станка. Изменение подачи происходит до тех пор, пока не будет достигнуто заданное значение силы ![]() .
.
Недостатком использования подачи для управления упругими перемещениями является неодинаковая шероховатость как на отдельных участках поверхности одной детали так, так и на разных деталях партии. Известно, что с увеличением подачи растет высота остаточных микронеровностей на обрабатываемой поверхности. В ряде случаев этот недостаток удается компенсировать созданием на инструменте дополнительной режущей кромки, параллельной направлению подачи.
Управлять величиной силы резания возможно путем изменения геометрии резания. Принципиальные схемы реализации такой возможности применительно к точению приведены на рис…. Поворотом резца в горизонтальной плоскости вокруг его вершины можно изенять величину главного угла в плане ф1, а поворотами резца в вертикальной плоскости вокруг его продольной оси а-а, проведенной через вершину, можно изменять угол наклона режущей кромки λ и, как следствие, заданной α и передний y углы резания. Эти изменения к соответствующим изменениям величины силы резания и таким образом опосредственно повлияют на величину упругих перемещений в технологической системе.
Для сохранения постоянства величины упругих перемещений можно изменять и жесткость технологической системы в функции силы резания. Для этого в динамическую цепь технологической системы необходимо включить упругое звено с изменяемой жесткостью, управляя которой можно изменять жесткость всей технологической системы. В качестве примера на рисунке приведена схема резцедержателя для токарного резца с переменной жесткостью. Резец 1 опирается на плоскую пружину 2. Эта пружина представляет собой балку на двух опорах. Расстояние между опорами может изменяться вращением винта 3 с правой и левой резьбой, который приводится во вращение электродвигателем. Работой электродвигателя управляет автоматическая система, аналогичная приведенной на рис… Очевидно, что при возрастании силы резания для сохранения постоянной величины упругих перемещений необходимо опоры пружины 2 сближать и наоборот.
42. Доля подготовительно-заключительного времени ![]() , приходящаяся на изготовление одного изделия t =
, приходящаяся на изготовление одного изделия t = ![]() /n, зависит от числа и изделий в партии. В условиях крупносерийного и массового производств, когда n очень велико, доля t становится исчезающе малой величиной и ее сокращение практически не влияет на повышение производительности процесса.
/n, зависит от числа и изделий в партии. В условиях крупносерийного и массового производств, когда n очень велико, доля t становится исчезающе малой величиной и ее сокращение практически не влияет на повышение производительности процесса.
В условиях единичного и мелкосерийного производств доля подготовительно-заключительного времени доминирует, достигая порой 70...80 % от tшг к- Поэтому в этом случае сокращение величины ![]() приобретает особую актуальность.
приобретает особую актуальность.
Подготовительно-заключительное время включает затраты времени: на получение и ознакомление рабочего с задачей, которую ему необходимо выполнить ![]() - на получение и установку на станке режущего инструмента -
- на получение и установку на станке режущего инструмента - ![]() , и приспособлений, служащих для установки и закрепления обрабатываемых объектов - to, на статическую настройку размерных и кинематических цепей технологической системы -
, и приспособлений, служащих для установки и закрепления обрабатываемых объектов - to, на статическую настройку размерных и кинематических цепей технологической системы - ![]() .
.
![]()
Сокращение ![]() осуществляется с помощью быстросменных приспособлений, например, для смены сверл, разверток, блоков с заранее установленными режущими инструментами и т.п.
осуществляется с помощью быстросменных приспособлений, например, для смены сверл, разверток, блоков с заранее установленными режущими инструментами и т.п.
Примером может служить сменная револьверная головка с державками и настроенным режущим инструментом для обработки одной или нескольких, близких по назначению, а иногда и различных, деталей. Сменные головки позволяют быстро осуществить перенастройку высокопроизводительного станка с обработки одной детали на другую.
Для сокращения времени ![]() , затрачиваемого на статическую настройку размерных цепей технологической системы, используются различные средства, служащие одновременно и для увеличения точности, в виде встроенных индикаторов, линеек, габаритов и т.д.
, затрачиваемого на статическую настройку размерных цепей технологической системы, используются различные средства, служащие одновременно и для увеличения точности, в виде встроенных индикаторов, линеек, габаритов и т.д.
Одним из радикальных средств, служащих для этой же цели, являются станки с программным управлением. Станки с ЧПУ могут быть достаточно быстро перенастроены с обработки одной детали на другую путем смены программы. Программа позволяет обеспечить необходимые начальные перемещения узлов станка, их рабочие и холостые движения. Однако при программированном управлении за наладчиком остается настройка размерных цепей технологической системы на требуемую точность обрабатываемой детали. Это обстоятельство существенно сказывается на производительности обработки.
Стремление изготовить всю деталь на одном-двух станках сталкивается с проблемой сокращения затрат времени на настройку станка на заданную точность при обработке каждой поверхности. Большие затраты времени имеют место при разработке управляющих программ на изготовление сложных деталей. Поэтому эту работу целесообразно осуществлять вне станка, что сокращает цикл обработки заготовки, но при этом отладка управляющей программы осуществляется рабочим и требует больших затрат времени.
При изготовлении детали с большим числом ответственных поверхностей время на настройку технологической системы резко возрастает.
Другим путем сокращения подготовительно-заключительного времени, приходящегося на единицу изделия, является увеличение количества изделий в партии, обрабатываемой при одной настройке размерных и кинематических цепей технологической системы.
Увеличение количества изделий может быть достигнуто двумя путями:
1) увеличением одинаковых изделий в партии, как это имеет место, например, в массовом производстве, когда на ряде настроенных технологических систем производится обработка одних и тех же изделий иногда в течение нескольких лет. В таких условиях учет вообще теряет смысл, так как это время становится исчезающе малой величиной;
2) увеличением количества деталей за счет обработки различных деталей, близких по служебному назначению и по конструкции, размерам, материалу, техническим условиям и т.д.
Обработка деталей группы во втором случае требует незначительной переналадки технологической системы при переходе от обработки одной детали к другой. Действительно, если, например, на револьверном станке обрабатывают валы одного диаметра, но различной длины, то д,ля перехода на обработку более длинного вала необходимо только переставить упоры ограничения длины хода револьверной головки. Следовательно, обработка группы такого типа деталей как бы увеличивает количество деталей, обрабатываемых с одной настройкой или при небольшой перенастройке технологической системы, что, в итоге, привело к появлению групповой технологии. Для ее реализации используются различного рода универсальные приспособления, позволяющие обрабатывать группу деталей с быстрой перенастройкой.
Для тех же целей используются различного рода унифицированные наладки, позволяющие осуществлять быстрый переход с обработки заготовки одной детали на обработку заготовки другой детали.
63. Время технического обслуживания на рабочем месте затрачивается на смену инструмента, регулировку и подналадку механизма в процессе работы, правку инструмента и другие подобные действия рабочего, связанные с уходом за рабочим местом при выполнении заданной работы.
Похожие работы
... . Таким образом, необходимость автоматизации технологических процессов очевидна и есть необходимость научиться рассчитывать параметры систем автоматического управления (САУ), для последующего применения своих знаний на практике. В курсовой работе произведен анализ динамических свойств заданной структурной схемы САУ с составлением и анализом математических моделей объектов управления. 2. Анализ ...
... последовательные ступени обработки сырья, либо играющих вспомогательную роль одна по отношению к другой. И в случае межотраслевых объединений тресты представляют собой комбинаты. ГЛАВА 2. «МЯГКИЕ» ФОРМЫ ОБЪЕДИНЕНИЙ. 2.1. КОНСОРЦИУМ Консорциум — временный союз хозяйственно независимых фирм, целью которого могут быть разные ...
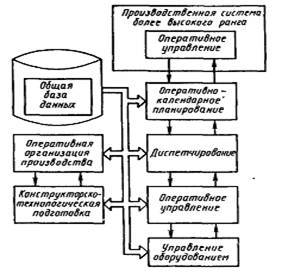
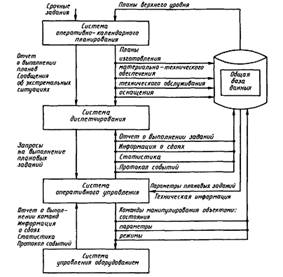
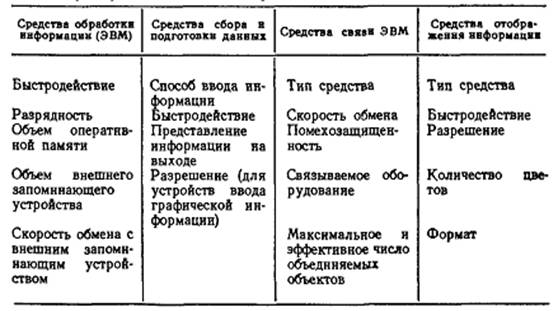
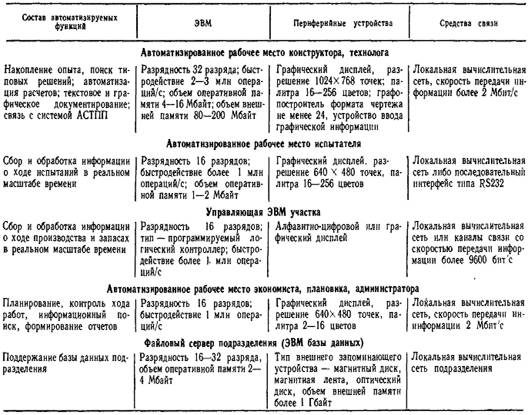
... старения проектных решений. Во избежание неоправданных потерь необходимо при формулировании технического задания на комплекс программно-аппаратных средств автоматизации подготовки производства и управления производством в автоматизированном цехе рассматривать эти подсистемы как части единой интегрированной системы подготовки производства, которая для всего комплекта производственных заказов ...
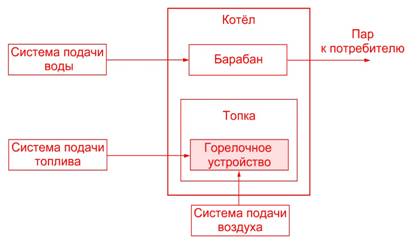

... режимов функционирования котла. Повышение экологических характеристик котельной и культуру производственного процесса. Благодаря программному управлению система автоматически отслеживает все параметры текущих процессов, реализуемых водогрейными и паровыми котлами, и управляет технологическим оборудованием, обеспечивая нормальное и безаварийное функционирование котельной установки. Кроме того, ...
0 комментариев