Навигация
2.1 Технологический процесс
2.1.1 Подготовка порошков к смешиванию
Порошки представляют собой совокупность частиц округлой и осколочной формы. Форма частиц и их размеры оказывают определенное влияние на их формуемость, спекаемость и определенный комплекс механических свойств порошковых изделий.
Мелкие порошки имеют низкую текучесть, большую насыпную плотность, хорошую формуемость, большую усадку при спекании, что приводит к изменению размеров. Как правило, мелкие порошки не являются технологичными. Крупные порошки имеют хорошую текучесть, низкую насыпную плотность, хорошо формуются, имеют малый коэффициент усадки при спекании. Однако крупные порошки обуславливают крупную пористость, которая резко снижает прочность изделий.
Оптимальным считают комбинацию крупных и мелких порошков, когда мелкие частицы занимают пространство между крупными. Крупные порошки являются наиболее чистыми. Таким образом, для приготовления шихты выбирают оптимальный размер частиц порошков, из которых будет приготавливаться шихта.
При подготовке порошков от композиции к операции формования готовят шихту путем смешивания различных порошков. Для некоторых порошков используют операцию просева.
2.1.1.1 Просев: обеспечивает получение фракций порошка, имеющих более узкие диапазоны размеров частиц по сравнению с исходным порошком. Это необходимо для получения заданной структуры и свойств материала изделия после формования и спекания. А так же для удаления мусора и посторонних включений в порошке. Просев порошков чаще всего осуществляют на виброситах ввиду простоты устройства.
2.1.1.2. Сушка. Она предназначена для удаления избытка влаги в порошке. Порошок графита просушить в сушильном шкафу в течение часа, при температуре 100-1500 С.
2.1.1.3. Перед подготовкой приготовления шихты порошки проходят предварительный контроль на соответствие сертификатам. Гранулометрический состав (ГОСТ 18318–73) является важнейшей характеристикой порошков и определяется ситовым или микроскопическим анализом. От него зависит насыпная плотность, текучесть, формуемость и активность при спекании. Используется комплект сит с сетками (0071-016) ГОСТ 3584–73, устанавливаемый на встряхивающее устройство.
2.1.1.4. Исходные порошки взвешиваются на весах, согласно их процентному содержанию в шихте, для порошка железа- 95,5 %, для порошка графита-1 %, для порошка меди - 3 %.
2.1.2. Смешивание
Операция смешивания порошков в общей технологической схеме изготовления изделия - одна из важнейших. Равномерность смешивания порошков оказывает важное влияние на качество готовой продукции. Конечной задачей смешивания является получение однородной смеси, т.е. такой, в которой частицы различных компонентов распределены вполне равномерно.
Идеально однородная смесь получается, когда состав любой порции отвечает заданному составу. Однородность состава увеличивается с увеличением продолжительности смешивания и зависит от характеристик порошков.
Композиции готовят путем перемешивания порошков в течение 3 часов. Существует определенный порядок смешивания: вначале перемешиваются легирующие добавки с небольшим количеством основного порошка (железа); после перемешивания в течение 1 часа добавляется основная масса порошка и перемешивание продолжается еще в течение 2 часов.
Для предотвращения ликвации или других компонентов смеси, отличающихся по плотности от основного металла, шихту увлажняют бензином (до 1,5 %) или маслом (до 0,5 %).
Качество смешивания контролируется химическим и микрохимическим анализом проб, а также по физическим и технологическим свойствам шихты (по насыпной плотности, текучести, уплотняемости, формуемости).
2.1.3 Прессование
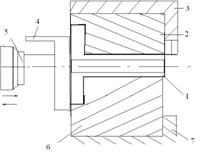
Детали узлов трения, как и многие другие, прессуют на гидравлических или механических прессах в пресс - формах, изготовленных из закалённых легированных сталей или твёрдых сплавов. Сущность процесса: уменьшение начального объема порошка обжатием, тогда как при деформировании компактного материала его объем остается постоянным. Объем порошкового тела при прессовании изменяется в результате заполнения пустот между частицами за счет их смещения и пластической деформации. Величины давлений, применяемых при прессовании, зависят от прочности и пластичности прессуемого материала, наличия смазки, конструкции пресс - формы, требуемой конечной плотности и других факторов. Так для прессования детали «упор» требуется давление 700 МПа, оно обеспечивает необходимую плотность прессовки и пористость 15-25%.
Технология прессования: холодное прессование в закрытых пресс–формах, одностороннее, т.к. отношение d/H<1.
На полученных прессовках контролируем внешний вид, геометрию и плотность (по величине изделия и по высоте) (по ГОСТ 25281−82), методом взвешивания сформованных изделий. Необходимо выявить заготовки с браком. Брак при прессовании обычно невелик, не >2-3% от всего количества изготовляемых деталей данного наименования и может быть устранен.
Похожие работы


... включает в себя такие детали как: корпус, верхняя и нижняя формовочные плиты, захваты, пуансонодержатель, направляющие колонки и втулки, крепежные детали.[3] Схема маршрутно-технологического процесса изготовления детали методом порошковой металлургии 1.1 Термическая обработка пресс-формы С целью увеличения прочности и износостойкости деталей пресс-формы проводят термическую обработку. ...

... 0,26 0,26 М52*1,5 4 0,37 0,37 Æ30 0,28 - 34,6 2,7 0,31 0,31 Æ40 0,31 0,31 R 0,75 0,125 0,125 Æ49,7 5,15 0,31 0,31 3,2 0,15 0,15 5,2 0,15 0,15 8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ 8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Типовой ТП разрабатывается на основе анализа множества действующих и ...





... и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении ...
... 1.4 Выбор оборудования, приспособления, режущего инструмента, мерительных приспособлений и инструмента Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономное использование площадей, механизации и автоматизации ручного труда, ...
0 комментариев