Краткая характеристика технологии производства
Пищевая ценность
Энергетическая ценность и потребность организма человека в данных продуктах
Биологическая ценность (содержание незаменимых аминокислот в белках, жирнокислотный состав липидов, минеральные вещества, микроэлементы и витамины)
Усвояемость и кулинарные свойства
Экспертиза качества продуктов
Требования к качеству (нормативные)
Дефекты продуктов, причины возникновения, выявления и предупреждения
Фальсификация продуктов
Хранение продуктов
Режимы и сроки хранения
Отходы крупяного производства
Навигация
Краткая характеристика технологии производства
Товароведение и экспертиза крупы
106005
знаков
8
таблиц
0
изображений
2. Краткая характеристика технологии производства
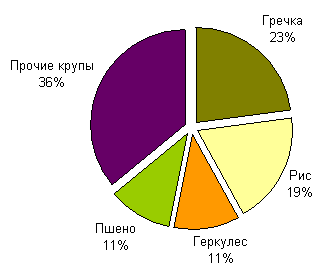
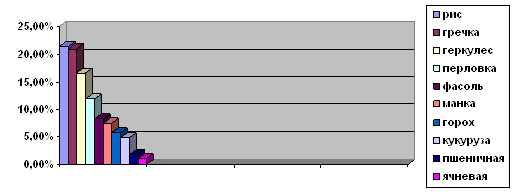
Крупа в пищевом рационе человека составляет от 8 до 13 % от общего потребления зерновых, причем рис является основным продуктом питания более чем для половины населения земного шара. [4]
Эффективность использования зерновых культур при выработке крупы зависит в значительной мере от совершенства конструкций шелушильных и шлифовальных машин. Технологический процесс переработки зерна в крупу в общем виде на современном предприятии состоит из восьмидесяти основных этапов (очистка зерна, сортирование по фракциям, шелушение, отбор ядра, шлифование, сортирование продуктов шлифования, удаление лузги и мучки, контроль готовой продукции). С учетом специфических свойств отдельных видов крупяных культур некоторые этапы в процессе могут отсутствовать.
Шелушение и шлифование зерна, т. е. удаление цветковых пленок, плодовых и семенных оболочек, — важнейшие технологические операции крупяного производства. Их задача — сохранить ядро зерновки, представляющее основную питательную ценность, целым и удалить оболочки, не усваиваемые человеческим организмом. Поэтому от того, насколько обоснованно выбраны средства и способы для осуществления процессов шелушения и шлифования, зависит и рациональное использование сырья-зерна крупяных злаковых и бобовых культур.
Большое число различных шелушильных и шлифовальных машин объясняется разнообразием структурно-механических свойств зерна, перерабатываемого в крупу.
Технологические процессы выработки крупы усложняются еще и тем, что однородность и выравненность зерновой массы по размерам составляет не более 70...80 %. Так как зерно шелушат к шлифуют, пропуская его между рабочими органами машины, установленными с определенным зазором, то становится ясно, насколько важно иметь однородную по крупности и качеству зерновую массу. Неоднородность зерновой массы требует введения специальной технологической операции - разделения зерновой массы на фракции по крупности для последующего крупоотделения. Гречиху, например, сортируют на четыре-шесть фракций, овес и рис — на две-три фракции и т. д.
Наиболее распространенные машины для шелушения и шлифования зерна проса, риса, овса, ячменя, пшеницы и других культур - шелушильные машины с обрезиненными валками, вальцедековые станки, обоечные машины, шелушильные постава с нижним бегуном, вертикальные и горизонтальные шелушильно-шлифовальные машины и др.
Количественное содержание ядра в зерне в зависимости от культуры находится в пределах 62...80%. При переработке зерна в крупу действующими нормативными документами предусматривается выход крупы 50...70,5%, следовательно, от 4...5 до 15% ядра превращается в отходы, не используемые для продовольственных целей. Такой большой процент недоиспользования ядра зерна крупяных культур является результатом несовершенства главным образом машин для процессов шелушения и шлифования.
Некоторые конструкции шелушильных и шлифовальных машин тяжелы, громоздки, энергоемки и не всегда удобны в эксплуатации. Поэтому применение более совершенных конструкций шелушильных и шлифовальных машин позволит перерабатывать зерно в крупу с меньшими потерями.
В ближайшие годы намечено реконструировать значительное количество действующих предприятий с заменой старого и малопроизводительного оборудования новым, современным, высокопроизводительным, позволяющим более эффективно осуществлять процессы очистки, сортирования, шелушения, шлифования и крупоотделения.
В последнее время в крупяной промышленности получили распространение шелушильные машины с обрезиненными валками и внедряются новые крупоотделительные машины, шелушильные машины ударно-центробежного принципа действия, шлифовальные машины горизонтального и вертикального типа и др.
Знание структурно-механических характеристик зерна крупяных культур позволяет обоснованно выбирать характер и величину основных параметров рабочих органов машин, обеспечивать более эффективную его обработку, экономно расходовать сырье и энергию.
Изучение и анализ опыта эксплуатации крупяных заводов позволяет наметить пути дальнейшего совершенствования техники и технологии крупяного производства.
В материалах сайта отражены опыт и перспективы создания новых процессов и оборудования для производства крупы, которые в последние годы нашли применение в промышленности.
Совершенствование технологий производства крупы
Известно, что от совершенства шелушильно-шлифовальных машин и процессов во многом зависят качество, ассортимент и выход вырабатываемой крупы.
Рабочими органами вальцедекового станка, используемого для шелушения гречихи и проса, служат горизонтальный абразивный валок (цилиндр) и неподвижно закрепленная у валка дека, образующие клиновидную (для проса) либо серповидную (для гречихи) форму рабочей зоны. Зерно в станке шелушится в рабочей зоне в результате действия сил сжатия и трения (скольжение с качением) со стороны валка и деки.
Минимальный зазор между валком и декой (при жесткой деке) должен быть больше размера ядра, чтобы исключить его дробление. Примыкающая к валку рабочая поверхность деки обычно очерчивается тем же радиусом, что и валок. Это позволяет получать кривизну ее поверхности путем притирки о вращающийся валок.
На эффективность шелушения зерна влияют диаметр и окружная скорость валка, размер и форма рабочей зоны, материал валка и деки, фракционный состав зерна (по крупности) и др. Диаметр валков составляет 500 и 600 мм, длину рабочего отрезка дуги деки принимают от 180 до 300 мм. Валок изготавливают из абразивных материалов или естественного (песчаникового) камня и придают ему окружную скорость от 10 до 15 м/с. Периодически производят насечку валков, чтобы обеспечить требуемую эффективность шелушения. Для шелушения проса деку изготавливают из резинотканевых пластин (редко кожи), а для гречихи — из песчаникового камня или заливкой абразивной массой.
Опыт эксплуатации вальцедековых станков показывает, что при шелушении проса лучшие результаты получаются с использованием деки длиной 300 мм при окружной скорости валка 14,5 м/с. При шелушении гречихи применяют деки длиной 200 мм с окружной скоростью валка 12...14м/с, причем гречиху перед шелушением сортируют на шесть фракций и каждую фракцию обрабатывают на отдельном станке.
Процесс шелушения в станке происходит следующим образом. Из питающего механизма зерно направляется в рабочий зазор между абразивным валком и декой, взаимное расположение которых устанавливают при помощи специальных регулировочных устройств, позволяющих изменять расстояние между ними в необходимых пределах. Совместное действие сил сжатия и трения приводе к деформации и разрушению наружных покровов проса и гречихи. Однако эффективность такого способа шелушения сравнительно низкая. Это связано с получаемым повышенным процентом дробления и измельчения ядра и значительными энергетическими затратами, обусловленными преодолением сил сопротивления (трения) шелушению. Например, удельное энергопотребление при шелушении проса 4,0-4,5 кВт*ч/т. Кроме того, не все зерна, находящиеся в рабочей зоне, попадают в равные условия, так как более крупные подвергаются интенсивному силовому воздействию со стороны валка и деки, а мелкие проходят рабочую зону и остаются нешелушеными. Количество нешелушеных зерен резко возрастает, если наносимые на валок и деку (для гречихи) бороздки (насечки) истираются. Это снижает пропускную способность машины, увеличивает выход дробленых зерен и мучки, а следовательно, возрастают потери исходного сырья и ухудшается качество вырабатываемой крупы. Одним из направлений совершенствования процесса шелушения гречихи и проса является использование кратковременного действия сил сжатия и сдвига, которое достигается парой валков, установленных с зазором, покрытых резиновым слоем определенной твердости и вращающихся навстречу друг другу с различной окружной скоростью. Благодаря такому способу обеспечивается высокая эффективность шелушения гречихи и проса.
Кроме того, применение обрезиненных (эластичных) валков позволяет обрабатывать зерно различной крупности, благодаря чему исключается необходимость сортировать исходное сырье перед шелушением на фракции.
Другой разновидностью машин, в которых зерно подвергают шелушению силами сжатия и трения (качение со скольжением), являются шелушильные постава. В этих машинах зерно шелушится между двумя дисками с регулируемым зазором. Рабочая поверхность дисков покрыта абразивной массой. Наиболее распространены шелушильные постава с нижним бегуном, имеющие вертикальный вал, на который устанавливают абразивный диск (бегун), а верхний диск параллельно нижнему закрепляют неподвижно. Окружная скорость вращающегося абразивного диска находится в пределах 16...20м/с. Зазор между абразивными дисками регулируют, поднимая и опуская вал. Зерно вводится в зазор через отверстие, предусмотренное в центре верхнего диска, и благодаря центробежной силе перемещается по кривой в форме спирали.
Шелушильными поставами производства ГДР оборудованы некоторые предприятия крупяной промышленности, где производится переработка риса и овса в крупу.
Основные недостатки шелушильных поставов следующие: невысокая производительность; низкая технологическая эффективность, так как зерно подвергается воздействию жестких абразивных поверхностей, путь обработки имеет большую протяженность, в результате чего содержание дробленых зерен (например, риса) после первого пропуска составляет 5...10 %; высокий удельный расход энергии на процесс шелушения — 3,5... 4,6 кВт*ч/т; сравнительно большая материалоемкость конструкции; вращение вертикальному валу передается с помощью конического редуктора, что усложняет ремонт и обслуживание машины.
Указанные недостатки связаны с тем, что принцип действия этих машин несовершенен и недостаточно полно учитывает физико-механические и структурно-биологические особенности зерна риса и овса. Очевидно, для риса, имеющего хрупкие цветковые пленки, не сросшиеся с ядром, целесообразно применять при шелушении кратковременное действие сил сжатия и сдвига. Такое действие, как указывалось выше, обеспечивается в машинах с обрезиненными валками типа А1-ЗРД, которыми в настоящее время оснащены все рисозаводы страны. Основное направление в совершенствовании этих машин: повышение износостойкости валков до 24...300 ч с применением полиуретановых покрытий и надежности привода.
Трудность освобождения ядра овса от цветковых пленок состоит в том, что внутренняя (нижняя) цветковая пленка плотно и глубоко охватывает ядро (не срастаясь с ним), заходя на его боковые стороны, а наружная (верхняя) пленка охватывает, в свою очередь, внутреннюю пленку на значительном протяжении, образуя соединение в виде "замка"; ядро овса вязкой консистенции и зазор между ним и пленками заполнен ворсинками (волосками).
Такие особенности строения зерна овса вызывают необходимость применять для его шелушения машины, учитывающие эту специфику. Кроме поставов, овес шелушат на обоечных машинах, где пленки отделяются в результате многократно повторяющихся ударов вращающимися бичами (лопастями) , которые отбрасывают зерно (овес) на твердую (абразивную либо металлическую) поверхность. Благодаря небольшому уклону бичей в осевом направлении (8 ) и под действием непрерывно поступающего в абразивный цилиндр овса происходит перемещение его по некоторой винтовой траектории вдоль образующей цилиндра.
Окружная скорость бичей 20...22 м/с, зазор между бичами и абразивной поверхностью 20...22 мм. Предварительно перед шелушением овес делят на две фракции: крупную (сход с сита с отверстиями размером 2,2x20 мм) и мелкую (сход с сита с отверстиями размером 1,8 х 20 мм). Однако режим работы обоечных машин не может быть отрегулирован в такой степени, чтобы обеспечить оптимальные условия воздействия рабочих органов на всю массу зерен, отличающихся по размерам, влажности, консистенции ядра, пленчатости и др. Существенный недостаток машин — выход большого количества дробленого и измельченного зерна.
Очевидно, для переработки овса необходимо использовать машины с принципом действия, более полно учитывающим его структурно-механические и биологические особенности. Проведенные на овсозаводе экспериментальные исследования показали, что одним из эффективных является рабочий процесс, в котором реализуется совместное действие сил инерции (центробежных, кориолисовых) и удара, осуществленный в машинах А1-ДШЦ.
Структурно-механические характеристики зерна, имеющего прочную связь оболочек с ядром (ячмень, горох, пшеница, кукуруза и др.), показывают, что для эффективного отделения цветковых пленок, плодовых и семенных оболочек необходимо использовать принцип обработки, основанный на интенсивном трении продукта в зазоре между вращающимися абразивными кругами и неподвижным перфорированным цилиндром, а также зерен между собой при заполненном рабочем объеме машины. В этих машинах время обработки в рабочем объеме можно регулировать с помощью выпускных устройств и получать оптимальную эффективность в зависимости от требований технологии производства крупы.
Машины, работающие на указанном принципе, как правило, непрерывного действия. Их изготавливают с вертикальным либо горизонтальным расположением рабочих зон. Особенностью машин с горизонтальным расположением рабочих зон является наличие специального устройства (шнекового механизма), обеспечивающего принудительную интенсивную подачу продукта в рабочую зону, что наряду с эффективностью процесса шлифования приводит к повышенному дроблению и измельчению зерна.
Дальнейшее совершенствование конструкций шелушильно-шлифовальных машин этого типа пойдет по пути создания образцов с вертикальным расположением рабочих органов, благодаря чему упрощается подача продукта в зону обработки и уменьшаются потери зерна в виде дробленки и мучки, так как продукт не испытывает больших напряжений. Кроме того, требуемую эффективность обработки в указанных типах машин можно регулировать путем изменения частоты вращения главного вала и числа абразивных кругов.
Весьма важной проблемой в отмеченных типах машин является увеличение износостойкости перфорированных цилиндров. Повысить надежность и долговечность этого рабочего органа — актуальная задача для машиностроителей.
Одно из направлений в создании шелушильных машин — применение высокоскоростной воздушной струи в тех случаях, когда необходимо исключить строгое соблюдение геометрических соотношений между продуктом и рабочими органами (зазоры, размеры зерновок и др.). При этом обеспечивается комплексное воздействие струи на обрабатываемый продукт (силы инерции, перепад давлений, скачки уплотнений и др.), в результате чего достигается требуемая эффективность.
Установки, работающие на этом принципе, могут быть эффективными в тех случаях, когда стоимость обрабатываемого сырья в сравнении с затратами энергии в несколько раз выше, а также когда иными средствами невозможно достигнуть требуемой эффективности.
Совершенствование и создание более прогрессивного технологического оборудования позволят разрабатывать и внедрять новые высокоэффективные процессы производства различных видов круп, а также улучшать качество и выход готовой продукции. [2]
Похожие работы
... при этом в объеме в 4-5 раз. Высокая пищевая и потребительская ценность гречневой крупы обуславливает ее исключительную роль в питании. 1.3 Сырье для производства крупы гречневой ядрица Род гречихи (Fagoryrum Gaertn.) принадлежит к семейству гречишных (Polygonaceae). Выделено 4 вида гречихи. Наиболее известны в практике сельского хозяйства два вида. Это гречиха культурная (F. esculentum) и ...
... зольность, кислотность и другие признаки и показатели, нормируемые стандартами. При органолептической оценке определяют цвет, запах, вкус, а также развариваемость гречневой крупы и овсяных хлопьев ГОСТ 26312.2-84. Для экспертизы качества крупы по стандарту необходимо правильно отобрать средний образец, который отражал бы качество партии. Отбор выемок. От крупы в мешках выемки отбирают мешочным ...
... в следующих пределах: у пшена 4-5,2; круп из гречихи 3,2-4; риса 4,3-5,2; перловых 5,5-6,6; у овсяных 3,3-4,1. В соответствии с СанПиН 2.3.2.1078–01 показатели безопасности для всех видов круп следующие: – токсичные элементы, мг/кг: свинец – 0,5; мышьяк – 0,2; кадмий – 0,1; ртуть – 0,03; – микотоксины, мг/кг: афлатоксин В1 – 0,005; дезоксиниваленол – 0,7 для пшеничной и 1 – для ячменной; Т-2 ...
... самосогреванию, темнеет, приобретает затхлый, гнилостный запах, горький вкус. 2. Экспериментальная часть 2.1 Объекты исследования Для проведения экспертизы качества я выбрала крупу гречневую ядрица, быстроразваривающуюся, 1 сорта, изготовленную по ГОСТу 5550-74 трёх различных производителей. Образец №1 — ООО Крупяная компания «Клён», Россия, РБ, г. Мелеуз, ул. Совхозная, 7. Образец ...
0 комментариев