Навигация
Методы переработки армированных полимерных материалов
46218
знаков
0
таблиц
0
изображений
1.2 Методы переработки армированных полимерных материалов
Особенностью изготовления изделий из армированных полимерных материалов является то, что материал и изделие в большинстве случаев изготовляются из исходных компонентов одновременно. Для создания изделий с требуемыми эксплуатационными свойствами выбранные методы и режимы переработки должны обеспечивать необходимую монолитность материала, требуемое содержание, ориентацию и равнонапряженность армирующего наполнителя.
Подготовительные операции включают подготовку наполнителя (сушка, различные виды энергетической и химической обработки для улучшения совмещения со связующим), формообразующей и формующей оснастки и оборудования, а в ряде случаев - приготовление связующего и его нанесение на наполнитель. Структура и форма используемого армирующего наполнителя во многом определяют выбор метода изготовления заготовки изделия.
Получение заготовки изделия выбранным методом осуществляют путем укладки армирующего наполнителя в заданной последовательности на оснастке, определяющей форму будущей детали. При этом ориентация волокнистого наполнителя выдерживается в соответствии с эпюрой напряжений, что обеспечивает требуемую анизотропию свойств материала в изделии.
Изготовление заготовки детали может производиться с использованием препрега - предварительно пропитанного связующим наполнителя, высушенного или подотвержденного (т. наз. сухой способ намотки, выкладки), с пропиткой наполнителя в процессе его выкладки или намотки (т. наз. мокрый способ намотки, выкладки), с чередованием слоев непропитанного или частично пропитанного наполнителя со слоями связующего в виде плавкой пленки или с использованием наполнителей, в которых армирующие волокна чередуются с волокнами матричного материала (волоконная технология).
Получение заготовки изделия из полимерных материалов, армированных непрерывными волокнистыми наполнителями (главным образом нитями, жгутами, ровингами, лентами, тканями, трикотажными материалами), осуществляют методами послойной выкладки, намотки, методом плетения или ткачества, а также комбинированным методом.
Методом послойной выкладки с наполнителями из непрерывных волокон изготовляют заготовки листов, плит, обшивок, а также изделий сравнительно простых геометрических форм. При послойной выкладке слои препрега или непропитанного армирующего наполнителя последовательно, соблюдая заданную ориентацию, собирают на жесткой форме (пуансоне), повторяющей форму изделия, в пакет до требуемой толщины. В процессе выкладки производят послойное уплотнение пакета с помощью ролика или др. инструмента. При серийном производстве применяют специальные выкладочные установки или комплексы с применением робототехники и программного управления.
Метод намотки широко применяют для изготовления заготовок изделий, имеющих форму тел вращения. При использовании однонаправленных непрерывных армирующих наполнителей в виде нитей, жгутов, лент, ровницы применяют окружную, продольную, спиральную (геликоидную) или комбинированную намотку.
Спиральную намотку применяют для изготовления оболочек совместно с днищами, деталей конической формы, изделий переменного сечения. При комбинированной намотке сочетают в любых вариантах спиральную, продольную или окружную намотку для достижения требуемой анизотропии свойств материала. Простейший вид комбинированной намотки - продольно-поперечная. Применение многокоординатных намоточных станков с программным управлением позволяет автоматизировать процесс намотки и сделать его высокопроизводительным.
При использовании армирующих наполнителей в виде тканей, холстов, бумаги, лент с перекрестным расположением волокон применяют окружную намотку с прикаткой, например при изготовлении труб, цилиндров, оболочек конической формы. Если уплотнение материала вследствие натяжения наполнителя или при прикатке является достаточным для обеспечения необходимой плотности материала при последующем отверждении изделия, то намотка представляет собой и метод формования.
Комбинированные методы создания заготовок изделий включают несколько различных методов при сборке одной детали, например сочетание послойной выкладки и намотки.
Указанные выше методы позволяют ориентировать наполнитель в одной или двух плоскостях изделия. При необходимости получения объемного армирования в трех и более плоскостях применяют метод плетения или ткачества заготовки из жгутов или нитей. Направление армирования и содержание наполнителя в каждом из направлений определяются условиями эксплуатации детали. Метод плетения применяется также для создания многослойных заготовок деталей, в которых слои механически связаны между собой.
Изготовление заготовки детали из полимерных материалов, армированных короткими волокнами, производят методом послойной выкладки с использованием рулонных наполнителей в виде матов, холстов, войлока, бумаги, как предварительно пропитанных, так и пропитываемых в процессе изготовления заготовки, а также методами напыления, насасывания и осаждения рубленых волокон. При изготовлении заготовок изделия методом напыления в качестве наполнителей используют отрезки жгутов (30-60 мм), которые с помощью спец. установок напыляют потоком воздуха совместно со связующим на форму до достижения требуемой толщины. Этим методом производят крупногабаритные изделия, например корпуса лодок и катеров, элементы легковых и грузовых автомобилей, контейнеры различного назначения, плавательные бассейны, покрытия полов, облицовки бетонных конструкций.
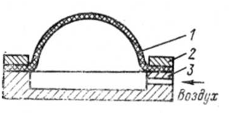
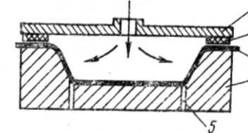
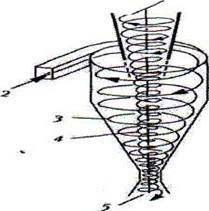
Метод насасывания применяют при производстве изделий сравнительно небольших размеров. Изготовление заготовки осуществляют главным образом в камере насасывания, в верхней часть которой подается рубленое волокно (рис. 12); в нижней части камеры на вращающемся столе смонтирована перфорир. форма, через которую с помощью мощного вентилятора просасывается (прокачивается) воздух.
Распыленное волокно, увлекаемое потоком воздуха, насасывается на форму до обеспечения требуемой толщины.
Метод позволяет использовать как сухие связующие в виде порошка или плавких полимерных волокон, подаваемых совместно с армирующим волокном, так и жидкие связующие, наносимые на насасываемую заготовку при помощи пистолетов, расположенных по периметру камеры.
После насасывания заготовка вынимается из камеры и формуется одним из перечисленных ниже методов. Насасывание, кроме того, может проводиться из суспензии волокон в жидкой среде по бумагоделательной технологии (см. Бумага).
После формирования заготовка детали подвергается формованию различными методами. Метод контактного формования применяют при изготовлении деталей с применением полиэфирных и эпоксидных связующих холодного отверждения преим. в сочетании с созданием заготовки методом выкладки. При этом способе формования пропитанные связующим слои наполнителя уплотняют путем прижатия кистью или прикатки роликом. Отверждение материала производится без приложения постоянного давления в основном при температуре цеха.
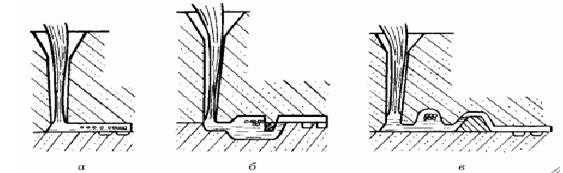
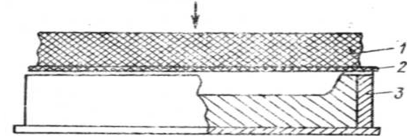
При изготовлении крупногабаритных деталей широкое распространение получили вакуумный, вакуумно-автоклавный и пресскамерный методы формования с использованием эластичного мешка (чехла). В этих случаях на оправку по форме изделия наносят разделит. слой (для предотвращения прилипания формуемой детали), выкладывают или наматывают заготовку изделия, на которую последовательно укладывают перфорированный разделительный слой, цулагу (металл, слоистый пластик), дренажный слой (материал в виде войлока, несколько слоев стеклоткани или металлической сетки), защитный слой из ткани или пленки и эластичный мешок из резины, прорезиненной ткани или термостойкой полимерной пленки с большим удлинением, который герметично соединяют с формой (рис. 13). Вакуумным насосом из-под эластичного мешка откачивают воздух. Для отверждения связующего форму с заготовкой помещают в термошкаф (вакуумный способ), а если требуется высокое давление - в пресскамеру или автоклав. Формование осуществляется вследствие разности давлений между внеш. давлением в термошкафу, пресскамере (0,15-0,5 МПа) или автоклаве (0,3-2,5 МПа) и остаточным в эластичном мешке. При вакуумном способе формования давление составляет 0,05-0,09 МПа. Метод широко используют при изготовлении трехслойных конструкций с легким заполнителем, не допускающим высоких давлений при формовании.
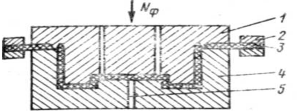
При необходимости повышения давления формования для обеспечения требуемого качества детали, а также при серийном производстве изделий из армированных пластиков небольших и средних размеров применяют метод прессования в жесткой прессформе, который изложен выше.
При серийном производстве крупногабаритных деталей сравнительно простой конфигурации, изготовляемых из пропитанных слоистых наполнителей в жесткой прессформе, формование часто осуществляют не на прессах, а в термошкафах, применяя метод формования в болтовой форме. В жесткую форму, имеющую пуансон и матрицу, помещают заготовку детали и форму смыкают с помощью болтов до обеспечения окончательной толщины детали. При необходимости приложения больших усилий для смыкания формы используют пресс с последующей стяжкой болтами. Собранные формы помещают в термошкафы, где осуществляется температурный режим отверждения и формования. Метод позволяет изготовлять сразу большое кол-во деталей одновременно.
При термокомпрессионном формовании заготовку формуемой детали помещают на жесткий пуансон или матрицу, покрывают или обматывают формующим материалом с высоким коэффициентом термического расширения, например термостойкой кремнийорганической резиной, и накрывают ограничит. оснасткой, которую плотно, например с помощью болтов, соединяют с пуансоном или матрицей, создавая начальное давление. В процессе нагрева уплотнение заготовки осуществляется вследствие термического расширения формующего материала, расположенного между заготовкой и жесткой ограничительной формой. Метод позволяет значительно упростить конструкцию прессформы и обеспечить равномерное распределение давления по всей поверхности формуемой детали.
Центробежный метод формования основан на уплотнении материала вследствие возникновения центробежной силы, возникающей при вращении оправки с заготовкой детали. Данный метод применяют при изготовлении крупногабаритных цилиндрических и слабоконических оболочек из композиционных материалов с неориентированным расположением волокон, получаемых главным образом методом напыления. При этом используют полиэфирные и эпоксидные связующие холодного отверждения.
Методом протяжки (пултрузии) изготовляют профильные изделия постоянного сечения (стержни, трубки, профили различного поперечного сечения и др.). Процесс осуществляют по непрерывной схеме: армирующий наполнитель, совмещенный со связующим, собирают в пучок и протягивают через систему формообразующих головок (фильер), в которых осуществляется формование изделия и частичное отверждение связующего. Окончательное отверждение происходит в термокамере или высокочастотной установке. Метод характеризуется высокой производительностью, экономичностью, поддается автоматизации.
Метод прокатки (ролтрузии) аналогичен методу протяжки за исключением того, что формующим элементом здесь является система роликов по форме изготовляемого изделия. Вращающиеся ролики позволяют более эффективно уплотнять заготовку, предотвращать повреждение армирующего наполнителя и изготовлять профили большого сечения.
Формование методом обмотки (викелевки) широко применяют при изготовлении труб и др. деталей, имеющих форму тела вращения или близкую к ней. Заготовку детали, изготовленную методами намотки или послойной выкладки, покрывают разделит. слоем, цулагой и обматывают с натяжением несколькими слоями нити, жгута или др. материала, вследствие чего и происходит уплотнение материала. Усилие натяжения нити и других материалов подбирается экспериментально.
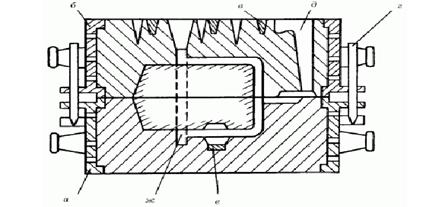
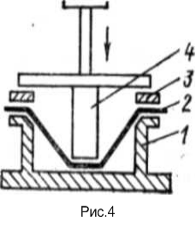
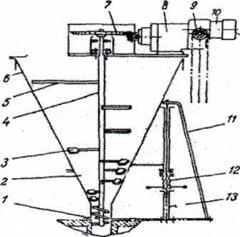
Для изготовления изделий, к которым предъявляют повышенные требования по герметичности и стабильности размеров, применяют метод пропитки под давлением. При этом заготовку детали формируют из непропитанного (или частично пропитанного) наполнителя на пуансоне методами послойной выкладки или намотки. После этого пуансон смыкают с матрицей, а пространство между ними герметизируют. К верхней части замкнутого пространства подсоединяют вакуумную систему для удаления воздуха из непропитанной заготовки, а к нижней-трубопровод, по которому под давлением до 3 МПа подается связующее (рис. 14). Контроль пропитки осуществляют по появлению смолы на выходе из формы. При изготовлении длинномерных деталей в процессе пропитки производят выравнивание давления внутри пропитываемой заготовки, для чего закрывают выходное отверстие и выдерживают связующее под давлением в течение определенного времени; часть связующего затем прокачивается через заготовку. После окончания пропитки выход из формы перекрывают и производят отверждение детали.
1.3 Методы обработки изделий из полимерных материалов
Отформованные изделия из всех видов полимерных материалов обычно дополнительно подвергают различным видам обработки. Механическую обработку (точение, фрезерование, сверление) применяют при изготовлении изделий сложной конфигурации из заготовок простой формы, для удаления заусениц (грат, пленки) с деталей, полученных различными методами формования, доведения размеров изделия до требований чертежа.
Термическую обработку применяют для стабилизации структуры и свойств материала изделия, снятия остаточных напряжений, доотверждения изделий из реактопластов, аморфизации кристаллизующихся полимерных материалов, изменения состава полимерных материалов с целью получения изделий с новым комплексом свойств (пиролиз, графитизация). Проводят термообработку на воздухе, в среде инертных газов и жидкостей или в вакууме. Тепло к изделиям подводят конвекционным (в термостатах), контактным (в жидкостных ваннах) способами, излучением с помощью тепловых экранов, токами высокой частоты. Для интенсификации протекающих в материале изделий физико-химических процессов термообработку иногда сочетают с обработкой ультразвуком.
Радиационное облучение применяют для увеличения частоты сетки реактопластов или для придания термопластам сетчатой структуры. В результате такой обработки может быть повышена тепло- и термостойкость изделий, а также улучшены механические свойства материала изделия.
Увеличение габаритов и усложнение конфигурации изделий из полимерных материалов часто делает невозможным их изготовление за один цикл и в одной технологической оснастке. Это приводит к необходимости изготовления отдельных элементов (деталей) изделия и их дальнейшей сборки в единую конструкцию с использованием различных способов неразъемного и разъемного соединения-склеивания, сварки, механической сборки.
Склеивание - создание неразъемных соединений элементов конструкции при помощи клеев. Прочность клеевого соединения определяется когезионной прочностью клея и материала соединяемых элементов, адгезионным взаимодействием клея со склеиваемыми поверхностями, напряженностью клеевого шва, а также технологическими параметрами склеивания.
При сварке элементов конструкций исчезает граница раздела между соединяемыми поверхностями и образуется структурный переходный слой от одного объема полимерных материалов к другому, что обеспечивает создание неразъемных соединений. Сварка полимерных материалов может осуществляться с применением конвекционного нагрева, токов высокой частоты, ультразвука, трения, под действием ИК и лазерного излучения. Прочность соединения зависит от возникающих в переходном слое сил межатомного и межмолекулярного взаимодействия. При сварке термопластов переходный слой образуется при нагреве или при действии растворителя в результате взаимной диффузии макромолекул полимерных материалов, находящихся в вязкотекучем состоянии. При сварке реактопластов соединение осуществляется вследствие химичнеского взаимодействия макромолекул соединяемых материалов между собой или со сшивающим агентом, вводимым в зону сварки (так называемая химическая сварка).
Механическая сборка - способ соединения деталей и элементов конструкций с помощью заклепок, винтов, болтов, шпилек, замков, скрепок и т.д.
2. Применение полимерных материалов
Применение полимерных материалов нашло широкое применение при постройке и ремонте вагонов и их узлов. Так при ремонте грузовых вагонов и пассажирских, обращающихся со скоростями движения более 160 км/ч для осуществления тормоза, взамен дорогостоящих, более тяжелых чугунных колодок, применяются тормозные колодки и диски изготовленные из композитных материалов. Данные колодки и диски имеют большую эффективность при торможении и исключают образование искр в процессе торможения.
Кроме того, широкое применение полимерным материалам нашлось при ремонте и изготовлении внутреннего убранства пассажирских вагонов. При ремонте дверей, перегородок, надоконных и подоконных панелей, столиков купе, ящиков и шкафчиков в купе отдыха проводников взамен плит ДВП, окрашенных лакокрасочными материалами, применяется облицовка из бумажно-слоистого пластика. Данный материал обладает более высокими эксплуатационными характеристиками, чем нанесенное на ДВП лакокрасочное покрытие.
При ремонте окон взамен деревянных окон применяются современные оконные блоки, изготовленные из алюмопласта. Данные окна обладают значительной прочностью соединений, обеспечивают сохранение температурного режима в салоне вагона. Данные окна не теряют свои свойства при эксплуатации вагонов, исключают необходимость проведения технического обслуживания в межремонтные сроки эксплуатации.
Применение полимерных материалов дало возможность снизить трудоемкость ремонта вагонов, повысить эксплуатационные характеристики составных частей вагонов.
Похожие работы
Технологические особенности переработки полимерных материалов в изделия методом горячего прессования

... (переработка материала): прессование, литье под давлением, выдувание, напыление, окунание и т.д.; 4. Доработка изделия: декоративная отделка, термообработка, механическая обработка и т.д. 1.2 Технологические особенности переработки полимерных материалов в изделия методом горячего прессования Прямое (компрессионное) горячее прессование. При компрессионном прессовании предварительно ...
... , понижающие вязкость материала и повышающие гибкость молекулярных цепей, а также различные наполнители. Прежде чем перейти к обсуждению разнообразных методов переработки полимеров, напомню, что полимерные материалы могут быть термопластичными или термореактивными (термоотверждающимися). После формования термопластичных материалов под действием температуры и давления перед освобождением из пресс- ...
... для применения в медицине. Сочетание внутренних и внешних пластификаторов может обеспечить оптимальный баланс свойств [11]. 2. Технологическая часть 2.1 Описание технологического процесса вторичной переработки одноразовых шприцев и последующего изготовления гранул Термопласты могут быть подвергнуты многократному расплавлению, что объясняется их молекулярным строением. Таким образом, их ...
... экономической части дипломного проекта. При прохождении технологической практики изучаются технологические и экономические вопросы производства и собирается материал для выполнения курсового проекта по технологии и оборудованию производства изделий из пластмасс и композиционных материалов. 4.6.1. Технико-экономическое обоснование нового производства по переработке пластмасс. На основе общих ...
0 комментариев