Навигация
3.2 Технологические уклоны
Технологические уклоны назначают при изготовлении изделий из пластмасс методом прессования или литья под давлением. Они необходимы для обеспечения беспрепятственного удаления изделий из пресс-формы и облегчения скольжения расплавленного материала в процессе ее заполнения.
Технологические уклоны необходимо предусматривать на внешней и внутренней поверхности изделий, ребрах, отверстиях, пазах в направлении разъема оформляющих элементов формы. Технологические уклоны внутренних поверхностей изделий и отверстий должны быть больше уклонов наружных поверхностей, так как при раскрытии формы внутренние поверхности за счет усадки обжимают оформляющие элементы, а наружные, наоборот, отходят от стенок формы и меньше препятствуют удалению отливки. Уклон существенно снижает точность элементов изделия. Полная погрешность размера Δп, которая связана с допуском размера, складывается из технологической погрешности Δт, возникающей при изготовлении изделия и его охлаждении до нормальной температуры, и погрешности на технологические уклоны:
Δп = Δт + Δук,
Погрешность от уклона, в свою очередь, Δук = 2·H ·tgα, где Н – высота рассматриваемого элемента изделия; α – угол уклона. При проектировании пластмассовых изделий рекомендуются следующие уклоны:
Наружные поверхности – 15´; 30´; 1ºВнутренние поверхности – 30´; 1º; 2º
Отверстия глубиной до 1,5 d – 15´; 30´; 45´
Ребра жесткости, выступы – 2º; 3º; 5º; 10º; 15º
Минимальное допустимое значение технологического уклона для изделий из полистирола, этрола, аминопластов составляет 15´ и 30´, а для изделий из полиэтилена 30´ и 1º на наружных и внутренних поверхностях соответственно. В некоторых случаях технологические уклоны могут иметь и конструктивное значение.
Технологические уклоны можно не назначать на:
1.плоские монолитные изделия толщиной 6 – 10 мм;
2.тонкостенные изделия высотой до 15 мм;
3.наружные поверхности полых изделий высотой до 30 мм;
4.элементы изделия, имеющего конструктивные уклоны (изделия, имеющие конусные или сферические поверхности);
5.элементы пластмассового изделия, сопрягающиеся с другими по стандартным посадкам.
3.3 Резьба в изделиях из пластмассСреди многообразия пластмассовых изделий большую группу составляют изделия с наружной или внутренней резьбой. Резьбу получают как в процессе формования, так и нарезанием механическим способом.
Для пластмассовых изделий следует назначать метрическую резьбу, так как она обладает наибольшей прочностью. Допускается также применение прямоугольной, трапецеидальной, упорной и круглой резьб.
При проектировании резьбы в пластмассовом изделии следует руководствоваться следующими рекомендациями:
1.для волокнистых материалов не рекомендуется применять резьбы диаметром менее 4 мм, для других материалов – резьбы диаметром менее 3 мм;
2.не допускается применять резьбы с мелким шагом при диаметре менее 4 мм;
3.для термореактивных материалов с порошкообразным наполнителем максимальная прочность резьбы обеспечивается при шаге 1,5 мм, который и следует применять для несущих деталей. При более крупном шаге резьба выкрашивается, а при шаге менее 1,5 мм элементы резьбы переобогащаются связующим, что снижает прочность на срез. Особо крупную резьбу следует назначать при малых диаметрах отверстий;
4.для термопластичных материалов из условия прочности следует назначать оптимальный шаг резьбы 2 – 3 мм. При меньшем шаге может произойти соскальзывание витков в сопряжении даже в случае сравнительно небольших нагрузок;
5.наружный диаметр гаек из реактопластов следует назначать предпочтительно равным величине 1,75 – 2 диаметра резьбы;
6.для сильно нагруженных резьб с мелким шагом (менее 1 мм) следует использовать металлическую арматуру;
7.длина свинчивания не должна превышать диаметр более чем в 1,5 – 2 раза;
8.при большей длине следует учитывать усадку по шагу резьбы.
Наибольшая длина свинчивания прессованных резьб в изделиях из пластмасс при различном номинальном диаметре, шаге резьбы и колебании усадки приводится в специальных таблицах. Исполнение заходных и выходных элементов резьб для пластмассовых изделий отличается от металлических. Для резьб всех видов обязательно наличие фасок или кольцевых выточек на конце резьбы. Выточки выполняют для наружных резьб. Высота выточек (поясков) выбирается в зависимости от шага резьбы:
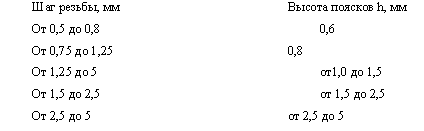
Такие пояски обеспечивают достаточную прочность изделий с резьбой и формующих резьбовых знаков.
Методом формования в пластмассовых изделиях можно получить резьбу с точностью IT6 – IT10. Более высокую точность можно обеспечить только при механической нарезке резьбы.
Особенности механических свойств пластмасс, особенно прочностных, учитываются и при проектировании резьб. При расчете прочности резьбовых элементов изделий из пластмасс необходимо учитывать коэффициент концентрации напряжений, который для винтов и гаек из полиамидов и других термопластов достигает 2,0, а из реактопластов – 5,5.
Похожие работы

... является весьма актуальной проблемой в современных условиях функционирования предприятия. Целью дипломного проектирования было выявление резервов повышения рентабельности производства. Для этого автором был проведен анализ деятельности Борисовского завода пластмассовых изделий за ряд лет. В результате были выявлены некоторые закономерности, на основании которых в дальнейшем были предложены ...
... – коэффициент, учитывающий конструкционные особенности пресс–форм и дополнительные требования к качеству формуемых пластмассовых изделий, ; – коэффициент, учитывающий связь пресс–форм с оборудованием, ; – число гнезд, . Подставив данные в формулы (5.1)–(5.3), получаем: 6. ОПИСАНИЕ РАБОТЫ РАЗРАБОТАННОЙ ОСНАСТКИ Многогнездная литьевая форма состоит из двух частей: подвижной и ...
... методы основаны на наработке большого количества исходных данных, полученных при испытаниях либо образцов в лабораторных условиях, либо самих изделий. 4. Общие принципы расчета и проектирования изделий из пластмасс Несущая способность изделий ограничивается: 1) предельно допускаемыми нагрузками или напряжениями или 2) предельно допускаемыми деформациями. В связи с этим прочностной ...
... поверхностями вала и подшипника. Величину зазора назначают исходя их условий обеспечения нормальной работы соединения в заданных условиях эксплуатации. При проектировании обязательно следует учитывать специфику физико-механических свойств пластмасс. Пластмассовые изделия при воздействии температуры изменяют размеры на величину, в 5 – 10 раз большую, чем металлические. Обладая специфической ...
0 комментариев