Навигация
Проектирование торцов пластмассовых изделий
52137
знаков
0
таблиц
2
изображения
3.7 Проектирование торцов пластмассовых изделий
С целью упрочнения изделий торцы выполняются в виде буртиков различной конструкции, которые предохраняют края изделия от поломки, препятствуют короблению стенок, облегчают формообразование и сброс изделия с пуансона благодаря увеличению опорной поверхности толкателя. Во избежание удлинения цикла формования толщина буртиков не должна превышать толщину стенки более чем в 1,5 – 2 раза.
Буртики должны быть непрерывными и иметь равное сечение по всему контуру изделия. В противном случае в местах разрыва и изменения сечения возникают напряжения, приводящие к росту коробления.
3.8 Проектирование опорных поверхностей пластмассового изделия
Целью проектирования опорных поверхностей являются:
1) устранение влияния коробления, усадки и неровностей больших площадей;
2) повышение жесткости и точности сопрягаемых поверхностей.
Для этого применяют выступающие над поверхностью опорные плоскости в виде выступов, пластиков и буртиков.
Рекомендации к проектированию:
1.опорные поверхности (крышек, плит и т.п.) ограничивать до минимума;
2.высота бобышек и платиков должна быть минимальной;
3.бобышки и платики сопрягают с основной стенкой изделия плавно, без резких углов и переходов. Обрабатываемые поверхности бобышек и платиков располагают на одном уровне, чтобы снизить трудоемкость механической обработки;
4.крепежные проушины для большей прочности и жесткости укрепляют ребрами жесткости, избегая резких углов и переходов;
5.сложные опорные поверхности или опоры на две точки заменяют отдельными опорами на три точки.
3.9 Проектирование положения литника
Неправильный выбор положения литника и типа литниковой системы, помимо чисто технологических проблем, может существенно повлиять на качество готового изделия. Расположение литника влияет на:
- распределение напряжений;
- размеры изделия (допуски);
- усадку, коробление изделия;
- уровень прочностных свойств;
- качество поверхности (внешний вид).
Если литник расположен неправильно, то исправить положение путем изменения технологических параметров формования, практически невозможно.
При наличии наполнителя в процессе литья под давлением линейные макромолекулы полимера ориентируются в основном в направлении течения расплава в форме. Это приводит к пространственной зависимости (анизотропии) свойств изделия, например, прочность в направлении течения существенно выше, чем в перпендикулярном направлении. Влияние ориентации армирующих волокон на свойства изделия намного выше, чем влияние макромолекул полимера. Ориентация волокон приводит к анизотропии усадки в направлении течения и перпендикулярном ему, что может вызвать коробление изделия.
В полимерном изделии могут возникать линии холодного спая. Это происходит, когда в литьевой форме встречаются два и более потока расплава, например, при обтекании расплавом вставки в форме или при наличии в форме нескольких литников. Различная толщина стенок изделия также может привести к разделению потоков расплава в форме и, следовательно, к появлению линий холодного спая. Если воздух, захваченный потоками расплава полимера, не может выйти из формы, образуются воздушные раковины. Линии холодного спая и раковины часто проявляются и как поверхностные дефекты. При этом не только портится внешний вид изделия, но и локально снижаются его механические свойства, особенно ударная прочность.
Несоответствующее положение литника имеет отрицательные последствия. Поскольку литник всегда оставляет заметный след на изделии, его не следует располагать в тех местах, которые важны с эстетической точки зрения. Вокруг литника возникают повышенные остаточные напряжения в результате сдвига слоев материала, что значительно снижает уровень свойств. Неармированные пластики отличаются более высоким качеством линии холодного спая, чем армированные. Качество материала в области холодного спая сильно зависит от типа и количества армирующего наполнителя. В таком материале волокна в зоне линии холодного спая располагаются перпендикулярно к направлению течения расплава, т.е. фактически перестают играть упрочняющую роль. Отрицательное влияние на свойства оказывают также технологические добавки и антипирены. Необходимо иметь в виду, что даже при равной прочности при растяжении линия холодного спая может существенно понизить ударную или усталостную прочность материала. Учитывая многообразие факторов и их взаимодействия, сложно дать количественную оценку их влияния на прочность готового изделия.
Изделия сложных форм, как правило, не удается получить без линий холодного спая. Если невозможно уменьшить количество таких линий, то рекомендуется проводить процесс таким образом, чтобы линии располагались в некритических зонах изделия с точки зрения внешнего вида и прочности. Это достигается переносом места расположения литника или увеличением или уменьшением толщины стенок изделия.
Основные рекомендации к проектированию места расположения литника:
1.избегать или сводить к минимуму количество линий холодного спая;
2.не располагать линии холодного спая в зонах повышенных остаточных напряжений;
3.иметь в виду, что для армированных пластиков от расположения литника зависит степень коробления изделия;
4.предусматривать отверстия для выхода воздуха в форме, чтобы избежать образования раковин в изделии.
3.10 Накатка, рифление, надписи
Накатку и рифление обычно наносят на наружные поверхности изделия в процессе формования. Их следует выполнять прямыми ребрами, параллельными направлению выталкивания изделия из формы. Наиболее технологичным рельефом является полукруглый профиль. Ребро рельефа должно входить в цилиндрический поясок, расположенный со стороны плоскости разъема формы. Высота пояска – не менее 1 мм. Диаметр пояска должен превышать диаметр описанной окружности рифов. Противоположный конец рельефа рекомендуется не доводить до торца на некоторое расстояние, большее радиуса закругления.
Надписи (буквы, цифры и т.п.) на пластмассовом изделии получают в процессе формования на поверхностях, параллельных плоскости разъема формы. В случае необходимости их выполняют на поверхностях, параллельных направлению выталкивания, и эти поверхности выполняют с уклоном.
Если форма изготавливается резанием, надписи следует делать выпуклыми, если же холодным выдавливанием – углубленными. Это обеспечивает прочность и четкость изображения.
При оформлении надписей следует придерживаться таких рекомендаций:
1.высоту букв над поверхностью изделия принимать в пределах 0,3 – 0,5 мм;
2.буквы высотой более 0,75 мм для предотвращения выкрашивания выполнять шире у основания, чем у вершины;
3.для защиты выпуклого шрифта при эксплуатации изделия и для удобства снятия облоя надписи помещают в незначительные углубления на поверхности изделия, чтобы надпись на выступала за пределы наружной поверхности;
4.при малой толщине изделия предусматривают специальный защитный ободок, высота которого рана или чуть больше, чем высота шрифта
5.для выпуклого шрифта форма сечений букв может быть угловой, прямоугольной, трапециевидной; а для углубленного – трапециевидной и прямоугольной.
4. Простановка размеров на чертежах пластмассовых изделий
Если пластмассовое изделие изготовлена механической обработкой и к точности расположения его отдельных элементов не предъявляются особые требования, целесообразно назначать размеры l и А с максимально возможными широкими допусками.
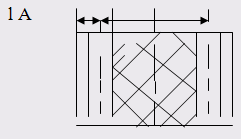
Если контур симметричного пластмассового изделия при формовании оформляют в матрице, а отверстия – знаками пуансона, то размер l обычно не проставляют, так как его трудно технологически обеспечить и проконтролировать.
Если одни размеры оформляются пуансоном, а другие – матрицей, то целесообразно отступить от принципа единства баз и наносить размеры с разных сторон.
Колебание толщины облоя при прессовании искажает только один размер – высоту изделия. Этот размер рекомендуется контролировать на всех изделиях.
При проектировании изделий типа кожухов, изготавливаемых прессованием, не рекомендуется указывать толщину стенки.
Габаритный размер изделия не должен включать в себя размеры местных выступов, бобышек, ребер и т.п.
Похожие работы
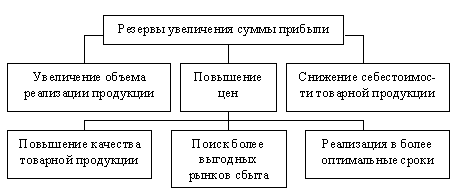

... является весьма актуальной проблемой в современных условиях функционирования предприятия. Целью дипломного проектирования было выявление резервов повышения рентабельности производства. Для этого автором был проведен анализ деятельности Борисовского завода пластмассовых изделий за ряд лет. В результате были выявлены некоторые закономерности, на основании которых в дальнейшем были предложены ...
... – коэффициент, учитывающий конструкционные особенности пресс–форм и дополнительные требования к качеству формуемых пластмассовых изделий, ; – коэффициент, учитывающий связь пресс–форм с оборудованием, ; – число гнезд, . Подставив данные в формулы (5.1)–(5.3), получаем: 6. ОПИСАНИЕ РАБОТЫ РАЗРАБОТАННОЙ ОСНАСТКИ Многогнездная литьевая форма состоит из двух частей: подвижной и ...
... методы основаны на наработке большого количества исходных данных, полученных при испытаниях либо образцов в лабораторных условиях, либо самих изделий. 4. Общие принципы расчета и проектирования изделий из пластмасс Несущая способность изделий ограничивается: 1) предельно допускаемыми нагрузками или напряжениями или 2) предельно допускаемыми деформациями. В связи с этим прочностной ...
... поверхностями вала и подшипника. Величину зазора назначают исходя их условий обеспечения нормальной работы соединения в заданных условиях эксплуатации. При проектировании обязательно следует учитывать специфику физико-механических свойств пластмасс. Пластмассовые изделия при воздействии температуры изменяют размеры на величину, в 5 – 10 раз большую, чем металлические. Обладая специфической ...
0 комментариев