Классификация поверхностей детали
Показатели технологичности заготовки
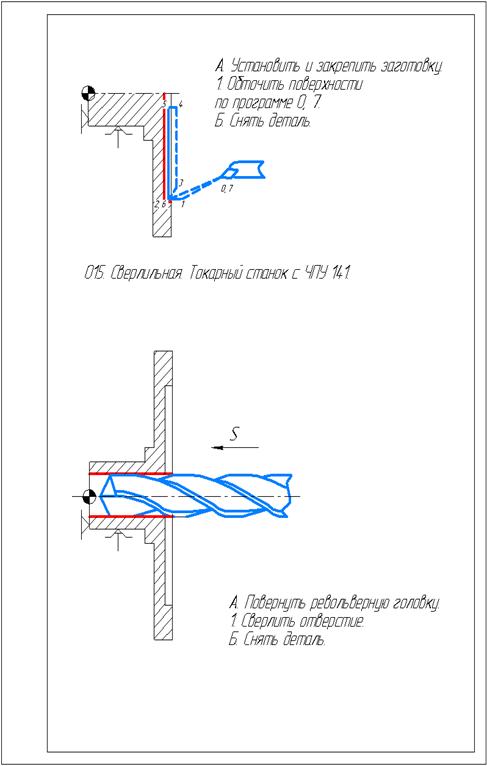
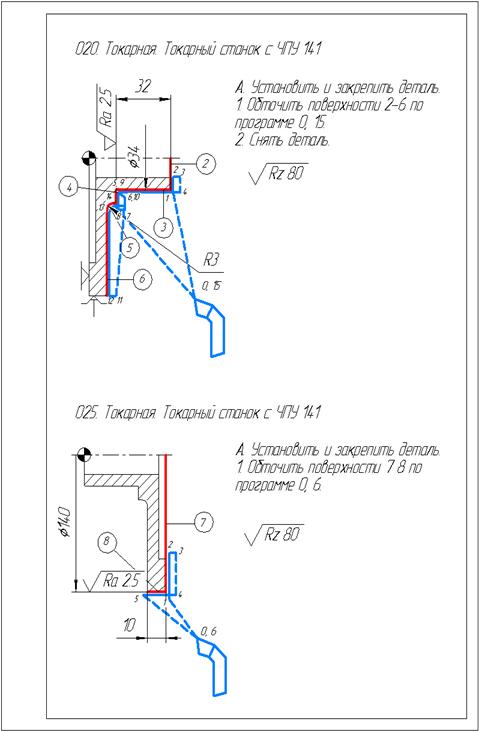
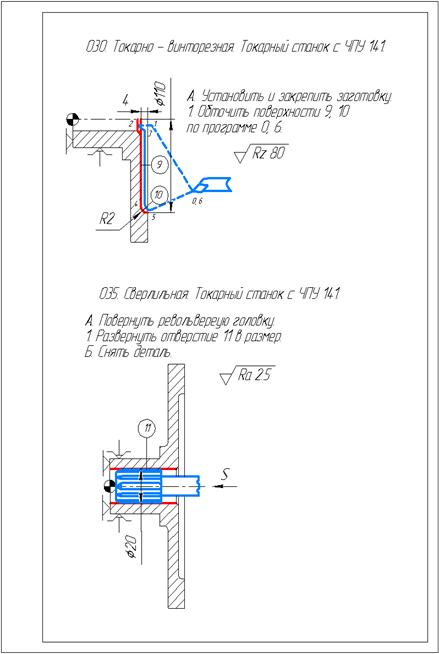
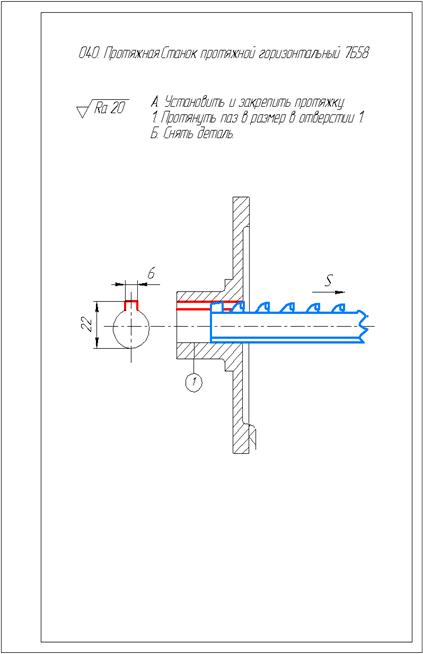
Разработка технологического маршрута изготовления детали
Разработка технологических схем базирования
Разработка технологического маршрута изготовления детали
Выбор средств технологического оснащения
Сверлильная: достигнутая шероховатость 12,5
Навигация
Выбор средств технологического оснащения
Разработка технологического процесса изготовления зубчатого колеса
18285
знаков
8
таблиц
3
изображения
5. Выбор средств технологического оснащения
| Операция | Средства технологического оснащения | |||
| Оборудова-ние | Приспособления | Режущий инструмент | Средства контроля | |
| 000 Заготовительная | 16Б16Ф3 с ЧПУ 16Б16Ф3 с ЧПУ | Патрон трехкулачковый самоцентрирующий ГОСТ24351-80 | Резец проходной упорный Т5К10 ГОСТ 26611-85. Резец расточной с мех. крепл. трехгран. пластин φ=50˚ Т15К6 | ЩЦ-2 калибр |
| 010 Токарная черновая | ||||
| 020 Токарная черновая | Цанговый патрон | |||
| 030 Токарная чистовая | Патрон трехкулачковый самоцентрирующий ГОСТ24351-80 | Резец расточной Т15К6 ГОСТ 9795-84 Резец подрезной Т5К10 ГОСТ 26611-85 | калибр | |
| 035 Точение тонкое | ||||
| 040 Сверлиль ная | Рад.-сверл. станок 2М57 | Специальный цанговый патрон ГОСТ2876-80 | Сверло специальное ø12 Р6М5 ГОСТ10903-37 | |
| 050 протяжная | 7Б56У | Специальный цанговый патрон ГОСТ2876-80 | Шпоночная сборная протяжка ГОСТ 23360-78 | |
| 060 зубофрезерная | Зубофрезерный станок 5К301 | Специальный цанговый патрон ГОСТ2876-80 | Концевая твердосплав. фреза Т5К10 ГОСТ18152-72 | Зубомер Смещение-нц1 |
| 065 Зубошевенгование | Шевер тип 1 ГОСТ 8570-80 | |||
| 070 Торце-круглошлифовальная | Торце-круглошлиф. станок 3Т160 | Патрон мембранный | Круг на керамической основе ПВ 200х40 10038А50 ГОСТ18118-79 | Микрометр |
| 080 Шлифоваль ная | Внутришлифов. станок 3К227В | Шлифовальный круг ПВ 25х30х10 24А16СМ28К | ||
6. Разработка технологических операций
6.1 Расчет режимов резания
Расчет режимов резания проводим по литературе [2], стр. 102.
010 Токарная: достигнутая шероховатость 6,3
1 переход:
t=1,5 мм,
где t-глубина резания;
S=1,2 мм,
где S-подача.
Найдем скорость резания:
![]() , (6.1)
, (6.1)
где T-стойкость инструмента;
x, y, m, Kv -коэффициенты.
Т=60 мин;
![]() ;
;
x=0,15;
y=0,45;
m=0,20;
 (6.2)
(6.2)
где KГ, Knv, Kuv –коэффициенты.
Подставим в исходную формулу:
![]()
![]() (6.3)
(6.3)
Коэффициенты для сил резания:
![]() (6.4)
(6.4)
![]()
![]()
![]()
Подставим в исходную формулу:
![]()
![]()
![]()
Найдем мощность станка:
![]() (6.5)
(6.5)
2 переход:
t=2 мм
где t-глубина резания;
S=0,2 мм,
где S-подача.
Найдем скорость резания:
Т=60 мин;
![]()
x=0,15
y=0,20
m=0,20
Подставим в исходную формулу:
![]()
![]() - фактическая скорость
- фактическая скорость
Коэффициенты для сил резания:
![]()
![]()
![]()
![]()
Подставим в исходную формулу:
![]()
![]()
![]()
Найдем мощность станка:
![]()
Похожие работы
Нижний Тагил 2008 Содержание Анализ точности и шероховатости Анализ технологических требований Технологический процесс единичного типа производства Технологический процесс среднесерийного типа производства Технологический процесс массового типа производства Чертеж детали Наладка на операциях Анализ точности и шероховатости Поверхность Шероховатость Ra, мкм Квалитет ...
... изгибу, изнашиванию и заеданию. Каждый из указанных критериев работоспособности зависит от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов. В современном производстве зубчатых колес преимущественно применяется технологический процесс с цементацией рабочих поверхностей колес. В этом случае технологический процесс изготовления включает в себя ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...

... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...
0 комментариев