Навигация
4.4 Выбор вентилятора
Серийные вентиляторы подбираются по аэродинамическим характеристикам: индивидуальным, групповым и безразмерным. В нашем случае циркуляция агента сушки осуществляется низкочастотными центробежными вентиляторами с радиальными лопатками специального изготовления конструкции проф. Микита Э.А., ЛатНИИЛХП. Эти вентиляторы хорошо зарекомендовали себя при горизонтально‑поперечной циркуляции сушильного агента в камерах типа ИУ.
Выбираем вентилятор Ц9-57 №8 с диаметром вентилятора 2000 мм, числом оборотов nв=900 об/мин, КПД=0,75.
4.5 Определение мощности и выбор электродвигателя
Мощность, потребляемая вентилятором, подсчитывается в зависимости от давления Нв, Па и производительности Vв, м3/с
где зв – КПД вентилятора по аэродинамической характеристике;
зп – КПД передачи, равный 0,95 при клиноременной передаче.
Vв= Vс/n=19,734/1=19,734 м3/с
489 ∙19,734
Установленная мощность электродвигателя:
Nуст=kNв=1,1.13,5=14,9кВт (4.8)
где k – коэффициент запаса мощности, k=1,1
Выбираем электродвигатель 4А160М6У3, мощностью 15 кВт, с числом оборотов – 1000 мин-1.
4.6 Расчет приточно-вытяжных каналов
Площадь поперечного сечения приточного канала:
fпр.к.=V0/ щк, м2, (4.9)
где V0 – объем свежего воздуха, м3/с;
щк – скорость агента сушки, равная 2 м/с.
fпр.к=0,089/2=0,0445 м2
Площадь поперечного сечения вытяжного канала:
fвыт.к.=Vотр/ щк, м2,
где Vотр – объем отработавшего воздуха.
fвыт.к=0,113/2=0,0565 м2.
5. Описание технологического процесса
Технологический процесс сушки пиломатериалов в камерах периодического действия включает следующие этапы (операции):
1. Подготовка камеры к работе.
2. Формирование сушильного штабеля пиломатериалов.
3. Загрузка камеры (закатка штабеля или штабелей).
4. Прогрев камеры и проведение собственно сушки по заданному режиму.
5. Проведение влаготеплообработок.
6. Кондиционирование пиломатериалов (при необходимости).
7. Охлаждение материала и выкатка штабеля.
5.1 Подготовка камеры к работе
Подготовка камеры заключается в очистке ее от мусора и проверке исправного состояния оборудования.
Проверяют шибера воздухообменных каналов, они должны полностью перекрывать каналы. Дверь камеры должна обеспечивать герметичность. Проверяют работоспособность исполнительных механизмов, так же осмотру подлежит психрометр и вентиляторы.
Периодически проверяется состояние вентиляторного узла, приборов дистанционного контроля и автоматического регулирования температур и влажности.
5.2 Формирование сушильного штабеля пиломатериалов
Формирование сушильного штабеля осуществляется при помощи лифта‑подъёмника.
При формировании сушильного штабеля необходимо выполнить следующие основные требования:
- штабель должен быть полногабаритным, т. е. заданных размеров по длине, ширине и высоте (по высоте штабель должен быть максимально полногабаритным, во избежание паразитных потоков воздуха, протекающих мимо штабеля);
- необрезные доски укладываются в ряду комлями в разные стороны, попеременно наружными и внутренними пластями;
- широкие доски - по краям штабеля, узкие в середину;
- торцы штабеля должны быть выровнены;
- штабель формируется из пиломатериалов одной толщины и одной породы;
- доски низших сортов укладывать на верхние ряды штабеля;
- межрядовые прокладки – калиброванные, размером 25х40мм в ширину штабеля, из здоровой древесины хвойных пород, влажностью ≤ 18 %;
- расстояние между прокладками в ряду по длине штабеля (шаг) для мягких хвойных пород рекомендуется равным 20 кратной толщин доски (Ш = 20 Т);
- крайние прокладки – заподлицо с торцами штабеля;
Для загрузки штабеля в камеру используются подштабельные рельсовые тележки.
5.3 Загрузка камер
С участка формирования штабеля штабель транспортируется к камерам при помощи траверсной тележки: с лифта штабель перекатывается по рельсам на траверсную тележку, траверсная тележка перемещается до камеры которую предстоит загрузить и перекатывается с траверсной тележки по рельсам в камеру.
5.4 Прогрев камеры и проведение сушки
После подготовки камеры к работе и устранения выявленных неисправностей постепенно прогревают камеру, включают вентиляторы.
Первая технологическая операция после загрузки камеры – начальная влаготеплообработка (прогрев) древесины. Для создания необходимой температурно-влажностной среды в камеру подают теплоноситель, по необходимости открывают вентиль увлажнительной трубы. Воздухообменные каналы камеры в это время закрыты. Продолжительность прогрева хвойных п/м в пределах 1,5 – 2,0 часа на каждый см толщины доски.
5.5 Режимные параметры сушки
После прогрева задаются режимные параметры сушки путем снижения температуры по сухому и увеличению разницы между сухим и смоченным термометрам. Для этого нужно перекрыть вентили подачи на увлажнительную трубу и приоткрыть заслонки воздухообменных каналов, чтобы выбросить из камеры часть влажного воздуха и подать в камеру свежий воздух. Эту операцию продолжать до установления нужных значений (показателей) сухого и смоченного термометров согласно режиму сушки.
Режим сушки выбирается в зависимости от породы и сечения пиломатериала согласно ГОСТ 19773-84.
Для снятия напряжений в древесине, возникающих в процессе сушки может проводиться промежуточная и конечная влаготеплообработки. При этом температуру среды в камере держат ≈ на 80 С выше режимной. Степень насыщенности воздуха паром должна быть не ниже 95%.
Окончание сушки. После влаготеплообработки пиломатериалы выдерживают в течение 2 – 3 часов при параметрах последней ступени режима для подсушки поверхностного слоев.
Затем прекращается подача воды в калориферы, отключается вентилятор и п/м охлаждают до 30 0С, при этом открыты приточно-вытяжные каналы, а затем приоткрывают и двери камеры. Время охлаждения в пределах 1 часа на каждый см толщины материала.
Из камеры неохлажденный штабель пиломатериалов выкатывать запрещается!
Высушенный пиломатериал должен храниться только в отапливаемом помещении. Для этого в цехе предусмотрен участок складирования сухих пиломатериалов.
Высушенный пиломатериал выкатывается на рельсовые пути из камеры при помощи лебедки на траверсной тележке и трособлочной системы, затем пакеты пиломатериалов при помощи траверсной тележки транспортируются на участок складирования сухих пиломатериалов.
Для хранения на длительный срок пиломатериал перекладывают в плотные пакеты и торцы прикрывают. Эту операцию можно производить при помощи лифта.
Транспортировка пакетов сухих пиломатериалов на дальнейшую обработку производится при помощи траверсной тележки.
Список литературы
1 Лесосушильные камеры: Метод. указания/ Е.В. Воронцов, В.В. Сергеев, Ю.И. Тракало. – Екатеринбург: ГОУ ВПО УГЛТУ, 2004. – 32 с.
2 Технологический расчет сушильных камер периодического и непрерывного действия для пиломатериалов с использованием ПЭВМ: Метод. указания/ В.Г. Кротов, Ю.И. Тракало, Ю.М. Ошурков. – Екатеринбург: РИО УГЛТА, 2001. – 48.
3 Тепловой расчет лесосушильных камер периодического и непрерывного действия с использованием ПЭВМ: Метод. указания/ В.Г. Кротов, Ю.И. Тракало. – Екатеринбург: РИО УГЛТА, 1996. – 48.
4 Гидротермическая обработка древесины. Аэродинамический расчет сушильных камер периодического и непрерывного действия/ В.Г. Кротов, Ю.М. Ошурков. – Свердловск: РИО УЛТИ, 1991. – 32 с.
5 Шубин Г.С., Меркушев И.М. Проектирование лесосушильных камер. Учебное пособие по курсовому и дипломному проектированию по специальности 260200 «Технология деревообработки». – М.: МГУЛ. 2002. – 100 с.
6 Кречетов И.В. Сушка древесины. Изд-е 4-е перераб. и дополн. – М.: 1977 – 496 с.
Похожие работы
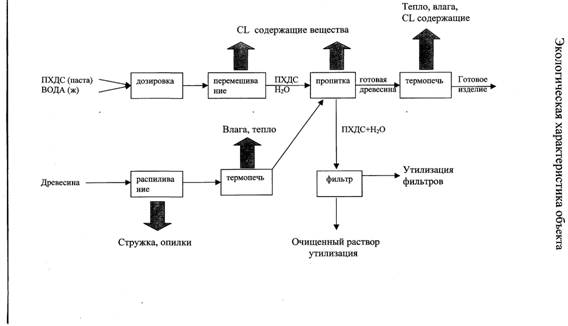
... 4,5. Через краны - бпаста и вода попадают в перемешивающее устройство - 7. По окончании времени перемешивании смесь веществ с помощью крана - 8 попадает в пропиточную ванну - 9, в которую по ленточному конвейеру - 10 поступает древесина из термообрабатывающей печи - 11. После пропитки древесины в течении 30 минут образцы по ленточному конвейеру поступают в печь для последующей сушки. После этого ...
... . Это произошло вследствие того, что скорость обращения денег в банковской среде замедлилась, и как следствие, увеличился разрыв между скоростью обращения денег в производстве и в торговле. Объем экспорта российской готовой продукции нужно увеличивать, причем, это увеличение должно быть не только относительных, но и абсолютных значениях. Этого можно добиться при помощи следущих процедур: 1. ...
... и кромкой металлической линейки. Замер производится щупом (ГОСТ 8925) с погрешностью 0,2 мм. Измерение по ГОСТ 30427 8. ЭКОНОМИЧЕСКИЙ РАЗДЕЛ Проект реконструкции предусматривает частичную замену ныне действующего оборудования предприятия ОАО ”ФанДОК” на более производительное с увеличением объема производства. Годовой выпуск продукции до реконструкции составлял 36,5 тыс. м3 фанеры в ...
... . Здания и сооружения повышенной пожароопасности размещены с подветренной стороны по отношению к остальным зданиям. Данным проектом предусмотрено на территории винзавода произвести реконструкцию неиспользуемых помещений под цех выдержки, обработки и розлива столового белого вина. Реконструируемое здание одноэтажное, сложной конфигурации, состоит из нескольких помещений. Общая протяженность ...
0 комментариев