Введение
На современном этапе технологии одним из важнейших путей решения проблемы обработки деталей из труднообрабатываемых металлов и сплавов является шлифование токопроводящими алмазными и абразивными кругами. Это обеспечивает значительный рост производительности труда, снижение затрат и повышение эффективности производства при достижении высоких эксплуатационных свойств обработанных поверхностей.
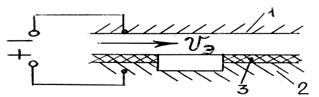
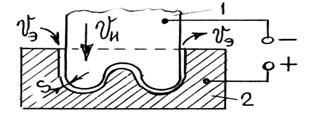
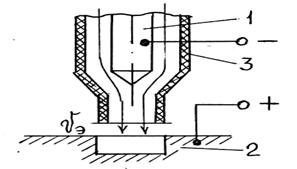
Электрохимическое шлифование алмазными или абразивными кругами на токопроводящих металлических связках представляет собой комбинированный процесс, при котором материал снимается в результате одновременно протекающих процессов: анодного растворения, механического резания алмазными или абразивными зернами и электроэрозионных явлений. Кроме того, в результате воздействия электролитов происходит адсорбционное понижение прочности обрабатываемого материала вследствие уменьшения межфазной поверхностной энергии. Благодаря отсутствию сплошного контакта дискретных контактирующих поверхностей детали и инструмента, а также выступанию зерен алмаза или абразива из связки, между ними образуется зазор, заполненный электролитом. В зазоре под воздействием электрического тока происходит анодное растворение поверхности детали. Таким образом, поверхностный слой при электрохимическом шлифовании образуется в результате протекания электрохимического процесса и механической работы круга, производимой зернами алмаза или абразива, которые удаляют продукты анодного растворения и срезают обрабатываемый материал, а также выполняют роль депассиваторов, разрушая и удаляя пленку окислов металла, образующуюся на поверхности детали.
Если электрохимический съем значительно преобладает над механическим, процесс по результатам воздействйя на обработанную поверхность близок к электрохимической размерной обработке в проточном электролите. В этом случае процесс можно считать холодным, а обработанную поверхность свободной от дефектов механической обработки. В случае преобладания механического съема качество обработанной поверхности приближается к результатам алмазного шлифования.
Известно несколько методов абразивно-алмазного шлифования с одновременным воздействием электрохимических процессов на обрабатываемую деталь и инструмент. При изменении полярности электродов (круг — анод, деталь — катод), т. е. так называемой обработки на обратной полярности, происходит растворение металлической связки круга. Процесс характеризуется интенсивным самозатачиванием, снижением силы резания, температуры, вследствие чего производительность обработки возрастает. Износ кругов в этом случае существенно увеличивается. Для шлифования деталей из твердых сплавов применяются только алмазные круги, а из жаропрочных сплавов, нержавеющих и конструкционных сталей— алмазные и реже абразивные круги на металлических связках. В качестве источников тока применяются те же выпрямители, что и при электрохимическом шлифовании. Напряжение источника тока 3—5 В.
Использование абразивных кругов на металлической связке возможно при шлифовании с непрерывной электрохимической правкой круга. В этом случае устанавливается дополнительно катод, который разрушает связку. Преимуществом этого метода шлифования является отсутствие трения связки с обрабатываемой поверхностью. Для этой же цели иногда используют реверсивный источник питания, дающий обратную полуволну. Известно использование электронейтрального абразивного инструмента, в котором электрохимический и механический процессы разнесены в пространстве. Электрохимический съем с поверхности детали осуществляется в этом случае дополнительным кругом. Все разновидности методов обработки с использованием анодных процессов могут весьма эффективно использоваться в промышленности.
Инструмент, электролиты и оборудование для электрохимического шлифования
Работоспособность инструмента характеризуется его стойкостью, удельным износом алмазов, удельной объемной производительностью, интенсивностью съема, стоимостью съема единицы массы или объема материала и т. д. Все эти показатели в существенной мере определяются характеристиками инструмента — связкой, прочностью и величиной зерна, концентрацией алмазов или абразивов в единице объема режущей части круга.
При электрохимическом шлифовании связка круга должна обладать значительной электропроводностью в сочетании с высокой катодной стойкостью при электролизе, что обеспечит высокую износостойкость инструмента. В то же время связка должна обеспечить выкрашивание затупившихся зерен алмазов или абразивов. Наиболее часто употребляются алмазные круги на связках МБ, М5-2, М5-4, М5-5, М5-6, МВ-1, ТМ2, М013Э и др. При электрохимическом шлифовании, как правило, применяют зерна из алмазов АСВ. Можно ожидать, что использование высокопрочных алмазов марок АСК, АСС и САМ приведет к увеличению режущих свойств алмазных кругов.
Размер зерна определяет величину межэлектродного зазора и объем электролита, поступающего в зону обработки. При выборе зернистости круга надо исходить из того, что скорость электрохимического растворения возрастает с уменьшением межэлектродного зазора, т. е. с уменьшением размера зерен, но при этом затрудняется доступ электролита в зону обработки и, кроме того, возрастает вероятность возникновения локальных пробоев межэлектродного промежутка. Зернистость круга в значительной мере влияет и на шероховатость обработанной поверхности. Достаточно широко используется диапазон зернистости 80/63—160/125. Концентрация зерен в круге определяет соотношение между объемом зерна и связки, обусловливает электропроводность круга. Наибольшее применение нашли круги с концентрацией 100%.
В процессе электрохимического шлифования важную роль играет электролит. С одной стороны, выступающего электрохимические функции, так как электролит обеспечивает протекание химических и электрических реакций, с другой стороны, электролит, как и обыкновенная смазывающе-охлаждающая жидкость, используется для охлаждения обрабатываемой детали, облегчения резания, удаления продуктов растворения и шлама из рабочей зоны. Многообразие функций, выполняемых электролитом, обусловило и множество требований к нему. Так, состав электролита должен исключить возможность образования нерастворимых продуктов, которые пассивировали бы поверхность детали. Необходимо учитывать и электродную реакцию на катоде, ведущую к засаливанию инструмента.
Исходя из того, что при электрохимическом шлифовании используются значительные плотности тока, во избежание потерь энергии электролиты должны обладать высокой электропроводностью, хорошими смачивающими свойствами, что позволяет им лучше удерживаться на поверхности и попадать в требуемых количествах в межэлектродный зазор. Применяемые электролиты не должны оказывать сильного коррозионного воздействия на оборудование и обрабатываемую деталь. Для снижения коррозионного воздействия в растворы электролитов добавляются ингибиторы коррозии. Электролит должен быть нетоксичным, дешевым и простым в приготовлении. В общем случае в состав электролитов входят основа электролита, комплексообразователь, поверхностно-активные вещества и ингибиторы коррозии.
В качестве основы электролитов, как правило, используют неорганические соли, водные растворы которых обладают высокой электропроводностью и обеспечивают протекание электрохимических процессов. Комплексообразователи способствуют стабилизации процесса анодного растворения, переводя образующиеся продукты реакции в растворимые соединения. Введение комплексообразователей позволило существенно упростить систему фильтрации электролита. В качестве комплексообразователя обычно используют натриевые или калиевые соли винной или лимонной кислот, фосфат натрия и т. д.
Поверхностно-активные вещества, как и при обычном шлифовании, адсорбируются на обрабатываемой поверхности, проникают в мельчайшие микроскопические трещины в материале, расклинивают его и облегчают работу алмазных или абразивных зерен но диспергированию. В качестве поверхностно-активных веществ, как правило, применяют стандартные смачиватели: ОП-7, ОП-Ю, триэтаноламин, олеиновую кислоту и т. д. В качестве ингибиторов коррозии применяют нитриты натрия или калия, иодистый калий, сегнетову соль, хрома- ты, бихроматы, фосфаты и т. д. По рекомендации Экспериментального научно-исследовательского института металлорежущих станков (ЭНИМС) в качестве ингибиторов в последнее время нашел применение глицерин.
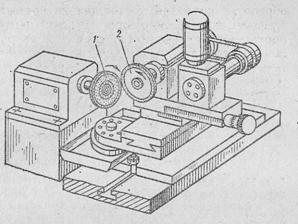
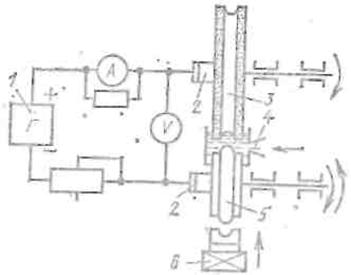
Электрохимическое шлифование осуществляется на станках, выпускаемых станкостроительной промышленностью. Для плоского шлифования предназначены станки 33730, ЗЭ7Э1, ЗЭ754, для профильного шлифования— ЗЭ70В, для круглого шлифования — ЗЭ110, а для заточки режущего инструмента-—ЗЭ667, 3672, 3626Э, 3653Э, 3623 и 3623Э. При отсутствии специального оборудования для электрохимического шлифования могут быть модернизированы обычные станки. Модернизация в этом случае сводится к следующему:
а) электрическая изоляция шпиндельной группы от станины;
б) обеспечение скорости круга и подачи, особенно продольной, соответствующих режимам электрохимического шлифования;
в) обеспечение подвода постоянного тока к шпинделю и к детали от источника технологического тока;
г) установка системы подачи электролита, включающей насосы, бак емкостью 50—100 л, а также устройство для очистки электролита;
д) установка ограждения и защитных кожухов, предохраняющих станок и оператора от брызг электролита;
е) установка системы отсоса паров электролита и специального моющего агрегата.
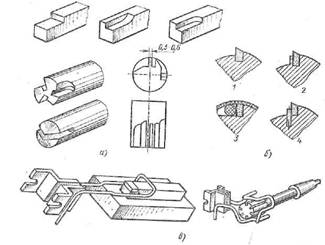
При электрохимическом шлифовании применяются, как правило, круги на металлических связках, правка которых известными методами не обеспечивает приемлемых показателей как по производительности, так и по эксплуатационным свойствам. Требования к кругам после правки для электрохимического шлифования в основном не отличаются от требований к обычному алмазному инструменту (биение круга не должно превышать 0,01—0,02 мм). При повышенном биении круга возможны моменты кратковременного короткого замыкания, что приводит к порче поверхности круга и детали. Кроме того, при повышенном биении меняется режим течения электролита в зазоре, что, в свою очередь, отрицательно сказывается на качестве поверхности. Круги для электрохимического шлифования изготовляются, как правило, на токопроводящих металлических связках. Поэтому уравновешенность кругов имеет повышенное значение как с точки зрения режима работы станка, так и с точки зрения качества поверхности.
Для выбора метода правки алмазных кругов на металлических связках были проведены специальные исследования, в процессе которых были опробованы: правка абразивным кругом из карбида кремния зеленого, электрохимическая правка комбинированным электродом-инструментом, электрохимическая правка абразивным инструментом и электрохимическая правка алмазным металлическим карандашом. Следует заметить, что электрохимическая правка комбинированным электродом-инструментом и электрохимическая правка алмазно-металлическим карандашом относятся к методам правки током обратной полярности. В ряде случаев для правки круга и, особенно, очистки круга от засаливания используется катодный метод с помощью дополнительного электрода или специальной детали, устанавливаемой на станке. Работа происходит также при обратной полярности.
Оценку указанных методов правки осуществляли по производительности правки Q,относительному объемному износу правящего инструмента q, определяемому по соотношению величин объемов изношенной части, правящей части и снятого с круга слоя. Кроме того, с помощью микроскопа определяли число зерен на единице площади поверхности круга. Эксплуатационные свойства инструмента, подвергнутого правке, определяли при электрохимическом шлифовании твердого сплава ВК15 на одинаковых режимах. Наибольшая производительность и наименьший износ алмазного круга после правки получены при использовании алмазно-металлического карандаша типа Н. Необходимо отметить, что при сравнительно невысокой производительности комбинированного электрода-инструмента получен наименьший износ алмазного круга после правки. Таким образом, для исправления геометрической формы профиля круга и устранения больших биений круга в качестве правящего инструмента следует рекомендовать алмазно-металлический карандаш типа Н, для устранения «засаливания» круга — комбинированный электрод- инструмент.
Заточка инструментов из твердых сплавов
Электрохимическое шлифование твердосплавного инструмента особенно эффективно при увеличении размера обрабатываемых инструментов и при высокой загрузке оборудования.
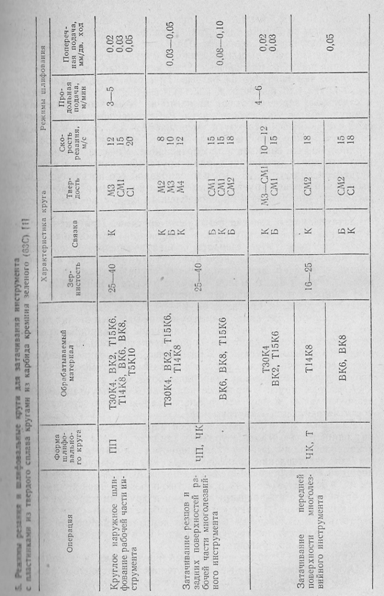
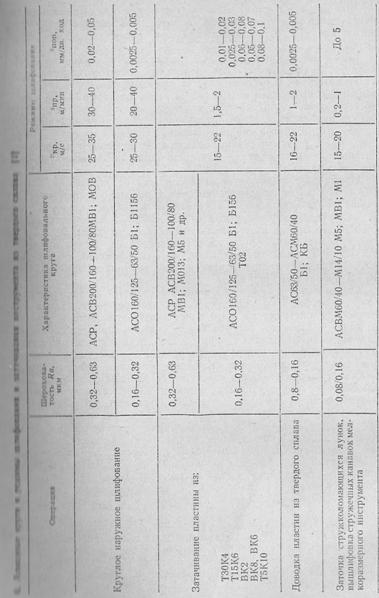
Обобщение результатов экспериментов позволяет рекомендовать в зависимости от вида инструмента и характеристики круга режимы обработки и электролиты, обеспечивающие высокое качество обработанной поверхности при незначительном износе алмазных кругов (0,3— 2 мг/г) (табл. 2).
Большое практическое значение при изготовлении твердосплавных штампов, пресс-форм, резцов и другого инструмента имеет совместная обработка твердого сплава со сталью. С целью установления оптимальных характеристик алмазного инструмента и выбора режимов обработки была проведена работа по электрохимическому шлифованию пластин формы 0227 из твердого сплава Т15К6 совместно со сталью 45 в соотношении 1:4.
Критерием для оценки и сопоставления эффективности обработки служили величина удельного износа, среднеарифметическое отношение профиля Ra, эффективная мощность и сила резания. Определение этих параметров осуществляли по известным методикам при электрохимическом шлифовании с заданной подачей.
Установлена возможность достаточно производительной обработки твердого сплава совместно со сталью при приемлемом удельном расходе алмазов, во многом определяющем экономичность метода. При этом, как и при шлифовании твердого сплава или других труднообрабатываемых материалов, основные показатели процесса существенно зависят от технологических параметров — характеристик круга и режимов обработки. Проведенные исследования показали, что удельный расход зависит от связки круга и колеблется в принятых условиях экспериментов от 2 мг/г для связки на медной основе М5- 16 до 4,6 мг/г для связки на алюминиевой связке М5-7. Удельный расход алмаза при шлифовании кругами зернистостью 125/100 на связках М5-5, ТМ2-5 и МВ-1 примерно одинаков и составляет около 3 мг/г.
Уменьшение зернистости приводит к заметному увеличению удельного расхода. Очевидно, в этом случае затрудняется доступ электролита в зону резания и возрастает число зерен, приходящихся на единицу поверхности круга. Одновременно с этим увеличивается непосредственный контакт связки с деталью, на круге образуются кратеры, ослабляющие связку; связи удерживающие алмазные зерна в матрице, нарушаются, в результате чего интенсифицируется износ круга. Кроме того, уменьшение активной площади круга, повышая нагрузку на зерно, в свою очередь, способствует увеличению износа. Минимальный износ алмазов отмечен при концентрации 100%- На качество обработанной поверхности связка практически не влияет.
Шероховатость обработанной поверхности для кругов на исследованных связках находится в пределах /?а= 1,25-^-0,16 мкм (7—9-й класс)и в основном зависитот режимов шлифования. Эффективная мощность и сила резания при электрохимическом шлифовании относительно невелики и минимальны при использовании связки М5-5.
Результаты экспериментов показали, что наибольшее влияние на выходные показатели процесса оказывают (при условии правильного выбора характеристики инструмента) режимы шлифования. Во всех случаях интенсификация режимов обработки вызывает увеличение удельного расхода, составляющих силы резания и шероховатости обработанной поверхности. При этом наибольшее влияние на показатели работоспособности инструмента оказывает скорость продольной подачи. Это объясняется тем, что именно скорость продольной подачи, определяя время контакта круга с элементарной поверхностью детали, во многом определяет полноту протекания анодного растворения. Ее увеличение приводит к уменьшению доли электрохимического съема, что, естественно, ухудшает работоспособность инструмента и качество обработанной поверхности. Минимальные значения удельного расхода алмазов и высоты микронеровностей при интенсивности съема 1,5—1,8 г/мин, обеспечивающей приемлемую экономическую эффективность обработки, достигаются при скорости круга 30—35 м/с, скорости продольной подачи не свыше 0,6 м/мин, глубине шлифования 0,04—0,06 мм/ход и напряжении 10 — 12 В.
В Институте сверхтвердых материалов АН УССР изучали влияние характеристик алмазных кругов на показатели электрохимического шлифования твердого сплава со сталью при упругой схеме шлифования [4]. Обрабатывали образцы из твердого сплава ВК8 со сталью 45 при соотношении 1:1. Площадь обработки составила 210 мм2. Обработку производили при скорости 25 м/с кругами на связках М013Э, МС2, М04, МВ1 и М5-5. В качестве электролита использовали водный раствор солей азотнокислого калия, азотистокислого натрия, фосфорнокислого натрия, трехзамещенного и углекислого натрия. В результате этой работы, на основании иследований влияния связки круга, прочности алмазов, ширины алмазоносного слоя, зернистости и концентрации алмазов на удельный износ алмазов, производительность обработки, стоимость съема 1 см3 обрабатываемого материала, плотность тока и эффективную мощность, авторами делается вывод о целесообразности применения при этой схеме шлифования кругов на связках М013Э, М04, МВ1 и М5-5 с шириной рабочего слоя 20 мм и с алмазами марок АСВ или АСК.
Исследования при точении деталей из жаропрочных сплавов показали, что стойкость резцов из твердого сплава, заточенных способом электрохимического шлифования, несколько ниже, чем заточенных кругами из карбида кремния и доведенных карбидом бора. Это связано с возникновением слоя пониженной твердости, для снятия которого рекомендуется 2—3 прохода производить с выключением электрического тока.
Отсутствие прижогов и микротрещин, низкая шероховатость и минимальные радиусы скругления режущей кромки обусловливают высокие эксплуатационные свойства твердосплавного инструмента, заточенного электрохимическим шлифованием.
Обработка деталей из магнитотвердых материалов
Электрохимическое шлифование является весьма эффективным методом обработки деталей из магнитотвердых материалов. Зерна алмазов или абразивов, врезаясь в поверхность со сниженными в результате электрохимического растворения физико-механическими свойствами, в основном выполняют не деформирующую функцию, а механически удаляют продукты электрохимической реакции. Естественно, что и стойкость инструмента в этом случае существенно выше и качество обработки лучше.
Исследование режущих свойств кругов из различных абразивных материалов показало, что при электрохимическом шлифовании круги из карбида кремния зеленого обладают большей работоспособностью, чем круги из электрокорунда белого и обеспечивают шероховатость Ra = 0,164-0,08 мкм.
Электрохимическое шлифование деталей из магнитотвердых материалов характеризуется весьма малыми значениями скорости продольной подачи — не выше 0,5 м/мин — и значительными — до 2 мм — глубинами шлифования. В этих условиях на показатели процесса существенное влияние оказывает напряжение источника тока. Так, повышение напряжения с 5 до 30 В приводит к существенному снижению силовых показателей процес са вследствие увеличения электрохимической составляющей съема. Оптимальным рабочим напряжением источника тока при шлифовании абразивными кругами на металлических связках СЭШ-2 и М5-5 следует считать 10— 16 В. Повышение напряжения сверх оптимального приводит к возникновению в зоне обработки электроконтактного и электроэрозионного процессов и вследствие этого повышению шероховатости обработанной поверхности. При пониженном напряжении электрохимическое шлифование становится процессом абразивного шлифования кругами, обладающими низкими режущими свойствами.
Недостаточная производительность процесса, быстрая потеря режущих свойств, приводящая к частым правкам высокопрочных абразивных кругов на металлических связках, большой брак, вызванный работой существенно притуплённых зерен карбида кремния зеленого и т. п., обусловили попытки отечественных и зарубежных исследователей применить для электрохимического шлифования круги из синтетических сверхтвердых материалов, в частности, из синтетических алмазов. Электрохимическое шлифование алмазными кругами обеспечивает в 1,5—2 раза большую производительность по сравнению с абразивными кругами. При этом, в отличие от шлифования абразивными кругами на металлической связке, установлено несущественное влияние свойств обрабатываемого, материала и термической обработки на показатели процесса и на производительность.
Алмазные круги отличаются большей стойкостью, значительно дольше сохраняют высокие режущие свойства и обеспечивают более высокое, по сравнению с кругами из карбида кремния, качество обработки. Наилучшие результаты обеспечивают круги зернистостью 100/80—125/100 с алмазами марки АСВ.
Интенсификация производительности шлифования достигается путем увеличения скорости продольной подачи. Напряжение источника тОка, определяющее в этих условиях роль электрохимического растворения, существенно влияет на показатели шлифования. Однако область оптимальных значений рабочих напряжений при шлифовании алмазными кругами по сравнению с абразивными на металлической связке значительно ниже и составляет всего 6—12 В.
Исследование качества поверхностного слоя после электрохимического шлифования алмазными кругами показало, что поверхностный слой характеризуется пониженной микротвердостью и отсутствием макронапряжений. Электронно-микроскопические исследования показали отсутствие структурных изменений. Установлено также, что электрохимическое шлифование практически не влияет на магнитные свойства деталей (остаточную индукцию и коэрцитивную силу).
Определенный интерес представляют попытки интенсифицировать процесс электрохимического шлифования деталей из труднообрабатываемых материалов, в том числе и магнитотвердых сплавов, методом наложения на шлифовальный круг осциллирующих движений, вибраций, ультразвуковых колебаний и т. п. Необходимо отметить, что на эти вопросы в настоящее время не существует единства взглядов. В некоторых работах влияние перечисленных процессов на показатели процесса не установлено. В других же, наоборот, установлено, что, например, ультразвуковые колебания с амплитудой 15— 25 мкм интенсифицируют как анодный процесс, так и процесс резания, в результате чего существенно повышается производительность. Очевидно, проведение научно- исследовательских работ в единых методических условиях позволит однозначно разрешить некоторые спорные вопросы.
Результаты научно-исследовательских работ дают основание считать, что электрохимическое шлифование магнитотвердых сплавов, особенно, алмазными кругами является высокоэффективным технологическим процессом, обеспечивающим существенное повышение производительности, причем, качество поверхностного слоя и эксплуатационные характеристики деталей позволяют использовать электрохимическое шлифование как черновой, так и как окончательный метод обработки.
Обработка деталей из жаропрочных сплавов
Одним из перспективных технологических методов обработки деталей из труднообрабатываемых материалов, в частности, жаропрочных литейных и деформируемых сплавов является алмазное электрохимическое шлифование. Однако недостаточная изученность электрохимического шлифования алмазными кругами вообще, литейных жаропрочных сплавов типа ВЖЛ и деформируемых сплавов типа ЭИ826, в частности, потребовала постановки специального исследования, в процессе которого определяли влияние связки, как одного из основных факторов, на производительность процесса, удельный расход алмазов, шероховатость обработанной поверхности, составляющие силы резания и эффективную мощность. Кроме того, определяли изменение режущих свойств кругов на различных связках во времени. Исследования проводили при обработке кругами формы АЧК. Методика и условия проведения экспериментов приведены в работах [1, 2].
Как показывает анализ экспериментальных данных, фактическая производительность электрохимического алмазного шлифования деталей из сплава ВЖЛ достаточно высока, колеблется в очень широком диапазоне (400—740 мм3/мин) и существенно зависит от связки круга. Так, применение кругов на связке МВ-1 обеспечивает минимальную производительность, круги на связках М5-4 М5-6 и М5-8 позволяют производить обработку при интенсивности съема 600—640 мм3/мин, а использование кругов на связках М5-2 и М5-9 приводит к повышению производительности процесса до 740 мм3/мин.
На производительность процесса существенное влияние оказывает напряжение источника тока, характеризующее электрические режимы обработки. Так, если при напряжении 18 В использование круга на связке МВ-1 обеспечивает съем 400 мм3/мин, то при напряжении 8 В производительность достигает только 240 мм3/мин. Шлифование кругами других исследованных связок при меньшем напряжении также вызывает уменьшение производительности обработки, хотя и менее интенсивное.
Преимущества связки М5-2 по фактической производительности отмечены при обработке и других сплавов. Хотя, сопоставление по производительности и показало некоторые преимущества кругов на связке М5-2, осуществить выбор связки круга только по этому критерию без учета стойкости инструмента, шероховатости поверхности и других данных не представилось возможным. Так, установлено, что связка круга оказывает существенное влияние на величину микронеровностей при электрохимическом шлифовании алмазными кругами как литейных, так й деформируемых жаропрочных сПлавбВ. При обработке кругами на связке М5-6 величина Ra=\,5-Jr2 мкм. Применение кругов на связках М5-2, М5-4 и М5-9 не показывает существенного различия и обеспечивает Ra = 0,63-ь0,32 мкм.
Связка круга оказывает существенное влияние на удельный расход алмазов. В принятых условиях обработки сплава ВЖЛ минимальные значения удельного расхода показали круги на связке М5-2—4,4 мг/г, максимальные— круги на связке М5-4 — 27,4 мг/г. Круги на связках М5-6, М5-8 и М5-9 характеризуются повышенными значениями расхода алмазов (10—16 мг/г).
При изменении условий обработки меняются и абсолютные значения удельного износа, однако качественно картина остается прежней. Изменение удельного расхода, вызванного изменением скорости круга и напряжения источника тока, свидетельствует о существенном влиянии этих составляющих режимов обработки на износостойкость инструмента.
При шлифовании деталей из сплава ЭИ826 удельный расход существенно ниже, чем при шлифовании этими же кругами деталей из сплава ВЖЛ. И в этом случае наименьший удельный расход алмазов был у кругов на связке М5-2. Так, если у кругов на связке М5-2 удельный расход составил 3 мг/г, то у кругов на связке М5-6— 8 мг/г, у кругов на связке М5-8— 10 мг/г, у кругов на связке М5-9 — 15 мг/г. Аналогичная и при обработке деталей из деформируемого сплава картина отмечена, независимо от режимов шлифования, ЭП220, хотя абсолютный удельный расход значительно выше и достигает значений, отмеченных при обработке деталей из сплава ВЖЛ.
Составляющие силы резания и эффективная мощность шлифования дают важную информацию о качественной стороне процесса, позволяют оценить соответствующие характеристики инструмента, а динамика их изменения во времени позволяет достаточно уверенно определять его режущие свойства. Анализ зависимости, представленной на рис. 1, показывает, что при электрохимическом шлифовании алмазными кругами деталей из сплава ВЖЛ составляющие силы резания незначительны— нормальная составляющая не превышает 6,5 кгс. Тогда как по данным В. А. Шальнова при обычном шлифовании деталей из сплава ЖС6, обрабатываемость которого значительно лучше обрабатываемости сплава ВЖЛ, в случае применения довольно мягких (твердостью С1-МЗ) кругов из электрокорунда белого зернистостью 40 при глубине шлифования 0,02- мм/ход нормальная составляющая достигла 32 кгс.
Начальный период шлифования кругами на связке М5-2 (сплошные линии на рис. 1 ,а) характеризуется максимальными значениями составляющих силы резания и эффективной мощностью. Однако по мере увеличения продолжительности обработки интенсивность возрастания составляющих силы резания и эффективной мощности для кругов на связке М5-2 существенно ниже, чем для кругов на других исследованных связках (М5-4 — штриховые линии на рис. 1 ,а; М5-6 — штрихпунктирные линии на рис. 1, а\ М5-5 — сплошные линии на рис. 1,6; ТМ2-5 — штриховые линии на рис. 1,6). Результаты исследований показали, что в условиях незначительного анодного растворения составляющая силы Рх стабилизируется к 150—300 ходу в зависимости от вида связки (рис. \,в). Это имеет место и при шлифовании сплавов ЭИ 826 (штриховые линии) и ЭП 220 (сплошные линии).
В зависимости от длительности шлифования составляющие силы резания возрастают в широком диапазоне значений при более интенсивном увеличении составляющей Ру, что свидетельствует об интенсивном затуплении алмазных зерен. Это не соответствует довольно распространенному мнению о превалирующей роли электрохимического процесса в общем съеме металла. Существенное изменение обеих составляющих силы резания свидетельствует о нестабильности процесса во времени. При электрохимическом шлифовании деталей из жаропрочных сплавов различных марок по мере увеличения продолжительности шлифования режущие свойства алмазных кругов падают и круг затупляется.
При увеличении напряжения до 18 В интенсивность роста составляющих несколько меньше. Это явление можно объяснить увеличением роли электрических процессов в общем процессе съема припуска. Однако с увеличением напряжения интенсифицируются электроэрозионные процессы в зоне контакта, увеличивается удельный износ алмазов и возрастает шероховатость обработанной поверхности.
Необходимо отметить, что изменение эффективной мощности адекватно изменению нормальной составляющей, а не тангенциальной. Из этого следует, что имеющий достаточно широкое распространение способ расчета мощности процесса по тангенциальной составляющей неправомерен.
В результате комплексной оценки работоспособности кругов на различных связках было установлено явное преимущество кругов на связке М5-2, которые при условии стабильного обеспечения шероховатости поверхности в пределах Ra = 0,63-1-0,32 (8-й класс) обеспечивают максимальную производительность при минимальном удельном расходе.
После выбора связки круга для построения уравнения связи между технологическими параметрами и показателями процесса шлифования были проведены специальные эксперименты с применением математических методов планирования. Применение методов многофакторного планирования для исследования процессов электрохимического шлифования алмазными кругами позволило выдвигать различные гипотезы о характере и степени влияния технологических факторов исследуемого процесса на его конечные показатели, осуществить объективную проверку этих гипотез, по результатам данной выборки с определенной степенью достоверности оценить параметры функции распределения с учетом неопределенности, вносимой ограниченным числом экспериментов.
Эксперименты. проводили при шлифовании кругами формы АПП и АЧК. Методика и порядок проведения этих экспериментов, а также результаты проверки статической однозначности показателей электрохимического шлифования жаропрочных сплавов приведены в работе [3]. При использовании кругов АПП реализовывали схему дробного факторного эксперимента на двух уровнях с числом опытов 25-1. Шлифование кругами формы АЧК проводили по схеме 24~J. Выбор уровней осуществляли с учетом возможностей оборудования, чувствительности регистрирующей аппаратуры и режущей способности алмазного инструмента. Обработку результатов экспериментов, определение коэффициентов регрессии, расчет дисперсий адекватности воспроизводимости, критериев Фишера и определение доверительных интервалов производили с помощью ЭВМ.
Анализ приведенных зависимостей для удельного расхода показал, что на исследуемый фактор существенно влияют механические режимы шлифования, причем наибольшее влияние на износостойкость оказывает глубина шлифования. Видимо, это объясняется тем, что, с одной стороны, с увеличением глубины шлифования увеличивается сечение стружки, снимаемой единичным зерном, и возрастает нагрузка на зерно, в результате чего интенсифицируются все виды износа алмазов, а с другой стороны, при увеличении глубины шлифования падает роль анодного растворения в общем съеме материала, что также интенсифицирует износ алмазов.
Как показывает анализ приведенных зависимостей, для всех кругов увеличение скорости продольной и поперечной подач вызывает рост износа алмазов. Однако необходимо отметить различие в абсолютных значениях удельного расхода для кругов различных характеристик. Минимальные значения износа отмечены у кругов зернистостью 125/100 с концентрацией 100%. Уменьшение зернистости приводит к росту величины износа. Такое же действие оказывает рост концентрации. Видимо, это может быть объяснено следующим образом. Уменьшение зернистости при данной глубине шлифования вызывает рост числа зерен, приходящихся на единицу поверхности катода, и повышает нагрузку на зерно.
Скорость круга, хотя и в меньшей степени, чем другие составляющие механических режимов, также оказывает влияние на удельный расход алмазов. Как видно из приведенных формул, увеличение скорости вызывает некоторое снижение износа алмазов. Это обстоятельство объясняется суперпозицией действия двух полярно направленных факторов. Увеличение скорости шлифования приводит к уменьшению сечения стружки, снимаемой каждым зерном, что снижает нагрузку на каждое зерно. При этом очевидно, что все виды износа алмазного или абразивного инструмента — вырывание зерна с разрушением мостиков связки, объемное разрушение зерна по нескольким поверхностям, микроразрушение режущих кромок зерен, истирание зерна с образованием площадок износа, адгезионный износ — будут протекать менее интенсивно.
Вследствие же увеличения аэрогидродинамического эффекта затрудняется доступ электролита в зону обработки и увеличивается доля механического съема металла, что вызывает соответствующее увеличение износа алмазов. Так как превалирует действие первого фактора, то суммарный эффект показывает определенное снижение удельного расхода при росте скорости круга. Видимо, этот процесс особенно характерен для алмазных кругов крупной зернистости. Чем меньше зернистость, тем ниже интенсивность снижения нагрузки на зерно и тем меньше должно быть влияние скорости круга на износостойкость. Так, при изменении зернистости от 125/100 до 80/63 влияние скорости круга на износ алмазов уменьшилось примерно вдвое.
Большой интерес представляет влияние на износ алмазов напряжения источника тока, характеризующего электрические режимы обработки. Анализ экспериментальных данных показывает, что влияние напряжения на износ алмазов незначительно. Это свидетельствует, по-видимому, о малой доле анодного растворения в общем объеме съема металла. Независимо от характеристики круга доминирующее влияние на стойкость инструмента оказывают механические режимы шлифования.
Незначительная роль анодного растворения в общем объеме материала видна при анализе формулы для определения производительности процесса. Установлено, что, как и при обычном шлифовании, производительность процесса определяется произведением подач. Влияние скорости круга и напряжения источника тока незначительны, что подтверждает малую роль анодного растворения в общем съеме металла при данных условиях шлифования.
Весьма интересна полученная модель для шероховатости поверхности при электрохимическом шлифовании. Анализ зависимостей для всех исследованных кругов показывает, что величины микронеровностей обработанных поверхностей в основном определяются напряжением источника тока, скоростью продольной подачи и глубиной шлифования. При этом необходимо отметить, что увеличение скорости продольной подачи приводит к существенному снижению величины микронеровностей. Это обстоятельство противоречит известным зависимостям для абразивного шлифования. Действительно, из геометрической теории шлифования известно, что увеличение скорости продольной подачи вызывает увеличение стружки, снимаемой единичным зерном, вследствие чего возрастает шероховатость обработанной поверхности. Многочисленные эксперименты, проведенные при обработке самых разнообразных по своим свойствам материалов, подтверждают это положение. С другой стороны, известно, что при электрохимическом процессе, чем ниже скорость перемещения детали, тем меньше величины микронеровностей, что также убедительно подтверждается экспериментально. Однако это справедливо для материалов с относительно мелкой зернистостью, обеспечивающей равномерность структуры, в результате чего на различных микроучастках поверхности скорость анодного растворения одинакова и при увеличении времени воздействия на элементарную поверхность шероховатость ее не изменяется.
Жаропрочные сплавы отличаются весьма большими размерами зерен, что обусловливает неравномерность анодного растворения на различных участках поверхности. В этих случаях следовало ожидать, что при относительно малом времени воздействия на элементарный участок поверхности границы между зернами будут растворяться более интенсивно, чем сами зерна, и величина микронеровностей будет определяться временем анодного растворения. Так как.при увеличении скорости продольной подачи уменьшается время контакта круга с деталью, то и растравливание поверхности происходит на меньшую глубину.
Относительно большая роль в образовании рельефа обработанной поверхности поперечной подачи объясняется тем, что часть высоты круга, проходящая по уже обработанной поверхности детали, резания не совершает, но создает электрическую цепь и вызывает растравливание поверхности, обработанной при предыдущем проходе, вызывая этим самым увеличение шероховатости.
Существенное влияние, оказываемое напряжением источника тока на шероховатость поверхности, объясняется, видимо, тем, что с ростом напряжения резко увеличивается избирательное межкристаллитное растравливание, что приводит к весьма заметному увеличению шероховатости поверхности. Кроме того, с увеличением напряжения, очевидно, возрастает растравливание в порах литого сплава, имеет место частичное смыкание пор, что также увеличивает шероховатость поверхности. Вместе с тем увеличение напряжения источника тока приводит к увеличению числа кратковременных локальных пробоев, что вызывает на обработанной поверхности следы электрической эрозии, которые увеличивают шероховатость обработанной поверхности.
Совокупное действие всех этих факторов и объясняет преимущественную роль напряжения источника тока в образовании рельефа обработанной поверхности. По результатам экспериментов очевидно, что шероховатость поверхности в зависимости от режимов, в первую очередь от напряжения источника тока, колеблется в весьма широких пределах — от Rz = 20 до Ra = 0,16 мкм (5-9 класс). Анализ полученной модели для нормальной составляющей силы резания показал, что с ростом механических режимов обработки и с уменьшением напряжения холостого хода источника тока в исследованном диапазоне режимов сила резания растет. Увеличение скорости продольной подачи, с одной стороны, уменьшает долю анодного растворения в общем съеме металла, что должно вызывать рост силы резания. С другой стороны, увеличение скорости продольной подачи приводит к увеличению общего объема стружки, снимаемой в единицу времени, что также вызывает увеличение силы резания.
Справедливость этого предположения подтверждается сопоставлением уравнений для составляющих силы резания при обработке кругами концентрацией 100 и 200%. Увеличение концентрации алмазов в круге приводит к увеличению числа зерен, взаимодействующих, с обрабатываемой поверхностью, что вызывает рост силы резания. Изменение концентрации алмазов оказывает влияние на вклад других факторов в формировании силы резания. Так, при концентрации 100% вклад поперечной подачи в формирование нормальной составляющей примерно такой же, как и вклад скорости продольной подачи — разница в степени влияния не превышает 20%, а при концентрации 200%, т. е. при увеличении числа зерен алмазов на элементарном участке поверхности круга вдвое, степень влияния поперечной подачи в формировании силы резания также возрастает вдвое.
Степень влияния различных режимных факторов на показатели процесса, а также собственно значения этих показателей во многом определяются числом алмазных зерен на поверхности круга.
Обращает на себя внимание то обстоятельство, что увеличение скорости круга вызывает рост нормальной составляющей, хотя при обычном шлифовании имеет место обратная зависимость. В связи с этим нами были проведены сравнительные исследования по методике однофакторного эксперимента при шлифовании кругами на различных связках и различных зернистостей, которые подтвердили полученные в многофакторном эксперименте результаты. Очевидно, это происходит вследствие ухудшения аэрогидродинамического режима зазора путем центробежного разбрасывания жидкости с поверхности круга, с одной стороны, и возрастания температуры обрабатываемой поверхности и испарения части жидкости в зазоре под воздействием этого тепла, с другой стороны.
В результате проведенных экспериментов установлено, что при электрохимическом шлифовании составляющие силы резания в зависимости от режимов обработки изменяются в довольно широком диапазоне. На величины составляющих силы резания существенное влияние оказывают напряжения источника тока. Увеличение напряжения интенсифицирует процесс анодного растворения, что, естественно, приводит к снижению силы резания.
Определенный интерес представляет изучение изменения степени влияния различных факторов на силу резания во времени. Известно, что увеличение продолжительности шлифования вызывает общее увеличение составляющих силы резания. При этом, если степень влияния скорости продольной подачи и глубины шлифования для кругов различных характеристик меняются по-разному, то вклад остальных факторов в формирование силы резания существенно возрастает. Необходимо отметить, что в условиях работы притуплёнными алмазными зернами резко возрастает влияние скорости вращения круга и, особенно, напряжения. В условиях интенсивного затупления алмазных зерен и падения их режущих свойств возрастает роль анодного растворения в съеме материала, и изменение напряжения источника тока будет решающим образом влиять на силу резания. Потерю режущих свойств круга целесообразно компенсировать интенсификацией, в первую очередь напряжения источника тока, так как уменьшение, например, подачи приведет к снижению производительности. Увеличение напряжения свыше 18 В нежелательно, так как это вызывает интенсивное искрение в рабочей зоне, ухудшает качество обработанной поверхности и приводит к повышенному износу круга. Поскольку шлифование торцом круга характеризуется достаточно высокой производительностью, а также с целью расширения технологических возможностей метода шлифования, большое внимание было уделено исследованию процесса электрохимического шлифования кругами чашечной формы.
При шлифовании торцом круга на износостойкость инструмента наибольшее влияние оказывает скорость продольной подачи, напряжение источника тока и глубина шлифования. Скорость круга влияет на износ алмазов несущественно. Удельный расход алмазов относительно невелик и колеблется в пределах 3—5 мг/г. Производительность обработки, как и при шлифовании периферией круга, определяется в основном скоростью продольной подачи глубиной шлифования.
Шероховатость обработанной поверхности определяется напряжением источника тока, глубиной шлифования и скоростью круга. Продольная подача на высоту микронеровностей влияния не оказывает." Столь существенная роль напряжения источника тока в формировании рельефа поверхности при шлифовании торцом круга объясняется значительным временем контакта круга с элементом обрабатываемой поверхности, что приводит к интенсивному межкристаллитному растравливанию. Если при обработке кругом формы ГШ время контакта колеблется в пределах 0,001—0,0001 с, то при шлифовании торцом круга оно составляет только 0,01—0,1 с.
Увеличение глубины шлифования приводит к возрастанию стружки, срезаемой одним зерном, и к увеличению числа кратковременных локальных пробоев. Действие обоих факторов направлено на увеличение шероховатости поверхности. Механизм влияния продольной подачи на рельеф нуждается в дальнейшем исследовании. На составляющие силы резания существенное влияние оказывает сечение снимаемой единичным зерном стружки и интенсивного анодного растворения поверхностного слоя.
На основании проведенных экспериментов оказалось возможным построение плоскостей равных уровней для различных показателей процесса и различных инструментов. По результатам исследований разработаны области одновременного существования конкретных значений шероховатости поверхности, удельного износа и фактической производительности для исследованных кругов, которые могут быть использованы для назначения режимов обработки (рис. 3). Сравнительная оценка моделей процесса электрохимического шлифования деталей из жаропрочных сплавов периферией и торцом круга свидетельствует об их качественном подобии при различной степени влияния отдельных факторов на выходные параметры процесса.
Электрохимическое шлифование, как и абразивное шлифование, способно вызывать значительные изменения свойств поверхностного слоя деталей. Возникающие в процессе обработки силы могут вызывать изменения микротвердости поверхностного слоя, появление остаточных напряжений, микротрещин и других дефектов. Исходя из этих соображений, были проведены исследования влияния технологических параметров на показатели качества поверхностного слоя обработанных поверхностей. Оценка качества обработанной поверхности производилась по степени и глубине наклепа, знаку, величине и глубине залегания остаточных напряжений. Исследования наклепа по глубине поверхности производили по мере стравливания слоев измерением микротвердости на приборе МПТ-3 при нагрузке 50 гс. Остаточные напряжения в поверхностном слое определяли по методу Давиденкова на плоских образцах размером 4X14X130 мм с нетравящими концами. Расчет остаточных напряжений производили по формуле
Остаточные напряжения рассчитывали с помощью ЭВМ. В принятых условиях электрохимического шлифования установлена закономерность изменения степени и глубины наклепа от глубины шлифования, продольной и поперечной подач, напряжения источника тока.
Анализ полученных экспериментальных данных показал, что при электрохимическом шлифовании, несмотря на невысокие силы резания, поверхностный слой существенно упрочняется. Степень наклепа и глубина его залегания зависят от режимов обработки, особенно от напряжения источника тока. Например, увеличение поперечной подачи с 3 до 8 мм/ход приводит к увеличению степени наклепа поверхностного слоя с 410 до 510 кгс/мм2; глубина залегания наклепанного слоя увеличивается с 30 до 45 мкм. В то же время с увеличением напряжения источника тока в пределах исследованных значений (4—17 В) степень наклепа снижается примерно в 1,5 раза, а глубина залегания наклепанного слоя уменьшается c. 60 до 30 мкм. Величина, знак и характер распределения остаточных напряжений в поверхностном слое также существенно зависят от режимов обработки.
Установлено, что при электрохимическом шлифовании деталей из жаропрочных сплавов имеют место остаточные напряжения сжатия, величина которых колеблется в достаточно широких пределах в зависимости от режимов обработки и в ряде случаев достигает 60 кгс/мм2 . Глубина деформированного слоя превышает 150 мкм.
Большой практический интерес представляет экспериментально установленный факт незначительного влияния на остаточные напряжения механических режимов шлифования. Увеличение скорости круга и продольной подачи, при условии обеспечения требуемого качества поверхности, является важнейшим резервом повышения производительности труда.
Электрические режимы шлифования, как видно из сопоставления эпюр остаточных напряжений, полученных при различных напряжениях источника тока, оказывают существенное влияние на величину остаточных напряжений. Увеличение напряжения источника тока, т. е. интенсификация электрохимического растворения и уменьшение механического съема, приводит к уменьшению остаточных напряжений в тонком поверхностном слое, а глубина залегания при этом практически не изменяется. Абразивное шлифование кругами из белого электрокорунда при тех же режимах приводит к образованию остаточных напряжений растяжения, величина которых на поверхности достигает 40 кгс/мм2, а глубина залегания превышает 1000 мкм.
Травление образцов, прошлифованных абразивным инструментом, показало наличие сетки микротрещин, образование которых вызвано значительными (свыше 1500°С) температурами шлифования в поверхностном слое. Высокие температуры, развиваемые при абразивном шлифовании, обусловили образование остаточных напряжений растяжения. В то же время при электрохимическом шлифовании температуры в поверхностном слое существенно ниже и не превышают для исследованных условий 250—300 °С, что свидетельствует об их незначительном влиянии на формирование поверхностного слоя.
При разработке конкретных для каждого данного случая мероприятий по технике безопасности нужно исходить из учета того, что электрохимическое шлифование осуществляется алмазными и абразивными кругами, неправильная эксплуатация которых может привести к их разрыву, а электрохимическое растворение сопровождается образованием в зоне обработки газов и аэрозолей, химическим воздействием электролитов, выделением водорода и т. д. Особенности процесса электрохимического
растворения требуют соблюдения ряда специфических мероприятий.
Список литературы
1. Вайнберг Р. Р., Васильев В. Г. Сила резания при электрохимическом шлифовании жаропрочных сплавов. Научно-технический реферативный сборник «Алмазы». М., НИИМАШ, 1973, № 2, с. 27—29.
2. Вайнберг Р. Р., Васильев В. Г. Электрохимическое шлифование жаропрочных сплавов алмазными кругами на металлической связке. — В сб. Экономичность и точность абразивно-алмазной обработки. М„ МДНТП, 1971. с. 59-64.
3. Васильев В. Г., Вайнберг Р. Р., Серебренник Ю. Б. Электрохимическое шлифование жаропрочного сплава алмазными кругами. — «Электронная обработка материалов». Академия наук Молдавской ССР. Кишинев, 1974, № 2 (56).
4. Захаренко И. п., Савченко Ю. Я. Влияние характеристики алмазных кругов на показатели электролитической совместной обработки твердого сплава. — «Синтетические алмазы», 1973, № 1. с. ;30—34.
Похожие работы
я изготовления монолитных твердосплавных инструментов состоит из следующих операций: - приготовление пластификатора; - замешивание порошка твердого сплава с пластификатором; - прессование заготовок; - предварительное и окончательное спекание по режиму, зависящему от марки твердого сплава. ВНИИТС разработал способ изготовления монолитного твердосплавного инструмента методом прессования с ...
... ; е) отсутствуют заусенцы на кромках реза. Известный русский химик Е.И.Шпитальный в 1911г. разработал процесс электролитического полирования. В 1928 г. В.Н.Гусев применил этот процесс для размерной обработки станин крупных металлорежущих станков. Электролит не прокачивался. Катод-плиту на время убирали и ручным инструментом удаляли слой продуктов растворения. Процесс был трудоемким и медленным. ...

... и приписывают ему решающее значение. Самой характерной и отличительной особенностью процесса ЭХП является подавление структурного травления металлической поверхности, несмотря на её физико-химическую и электрохимическую гетерогенность. Даже при условии равномерного растворения поверхности металла можно объяснить эффект сглаживания шероховатостей, исходя из простых геометрически соображений. В ...
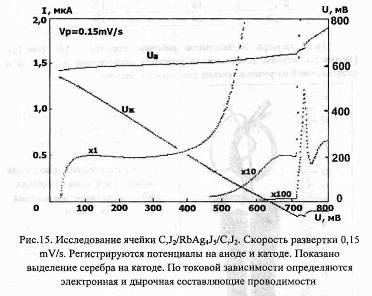
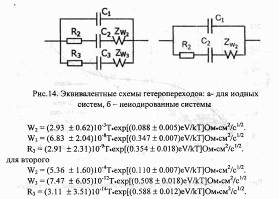
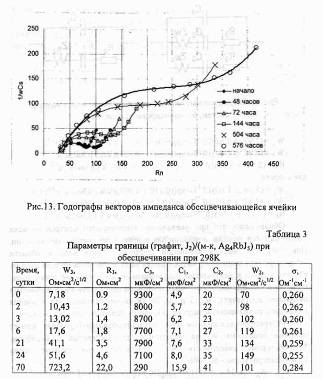
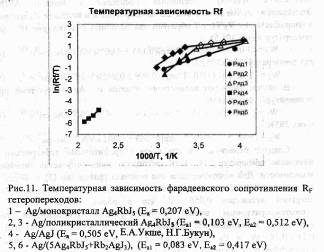
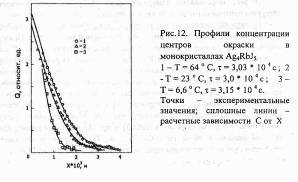
... . Проведено исследование методом потенциодинамической вольтамперометрии и импеданса монокристалла на границе с обратимыми, инертными и необратимыми электродами. Предложены эквивалентные схемы, удовлетворительно описывающие электрохимическое поведение процессов на гетеропереходах. Рассчитаны энергии активации отдельных стадий электрохимических процессов. Установлена взаимосвязь структуры, ...
0 комментариев