Навигация
Описание конструкции и принципа работы режущего инструмента
41138
знаков
7
таблиц
19
изображений
3.2 Описание конструкции и принципа работы режущего инструмента

Обработка резанием является универсальным методом размерной обработки. Метод позволяет обрабатывать поверхности деталей различной формы и размеров с высокой точностью из наиболее используемых конструкционных материалов. Он обладает малой энергоемкостью и высокой производительностью. Вследствие этого обработка резанием является основным, наиболее используемым в промышленности процессом размерной обработки деталей.
Режущий инструмент Резцы для обработки торцов и уступов. Торцы и уступы обрабатывают подрезными, проходными, отогнутыми или проходными упорными резцами.
Подрезной резец а) предназначен для обработки наружных торцевых поверхностей. При подрезании торца подача резца осуществляется перпендикулярно оси обрабатываемой детали. Подрезной резец б) позволяет обрабатывать различные торцевые и другие поверхности с продольной и поперечной подачами. Рисунок 3 – подрезной резец
Подрезные резцы изготовляют с пластинами из быстрорежущих сталей и твёрдых сплавов. Главный задний угол α=10÷15˚, передний угол γ выбирают в зависимости от обрабатываемого материала.

Рисунок 4 – проходной отогнутый резец.
Проходным отогнутым резцом можно выполнять подрезку торца при поперечной подачи s1 и обтачивание при продольной подаче s2 резца.

Рисунок 5 - Проходной упорный резец.
Проходным упорным резцом можно подрезать торцы и обтачивать уступы при продольной подаче s1.
Резцы для подрезания торцов должны устанавливаться точно по оси детали, иначе на торце детали остаётся выступ. При большом диаметре торцевой поверхности припуск снимают с поперечной подачей в несколько проходов. Уступы более 2 – 3мм подрезают проходным резцами в несколько приёмов. Сначала уступ образуется при продольной подаче s1 резца, а затем подрезается при поперечной подаче s2
Режимы резанья. При подрезании торцов и уступов поперечная и продольная подачи определяются так же, как и при обтачивании цилиндрических поверхностей. Поперечная подача обычно берётся меньше продольной. Для черновой обработки торцов рекомендуются поперечные подачи 0,3 – 0,7мм/об при глубине резанья 2 – 5мм, а для чистовой обработки – 0,1 – 0,3мм/об при глубине резания 0,7 – 1мм.
Скорость резанья для обработки торцов и уступов обычно на 20% выше, чем при обработке наружных цилиндрических поверхностей, так как время участия резца в процессе резания незначительно и он не успевает нагреться до критической температуры.
3.3 Описание конструкции и принципа работы установочного приспособления
На токарных станках применяют двух-, трех- и четырехкулачковые патроны с ручным и механизированным приводом зажима.
В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки; кулачки таких патронов, как правило, предназначены для закрепления одной детали.
В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра.
В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков – детали прямоугольной или несимметричной формы.
Наиболее широко применяют трехкулачковый самоцентрирующий патрон.
Рисунок
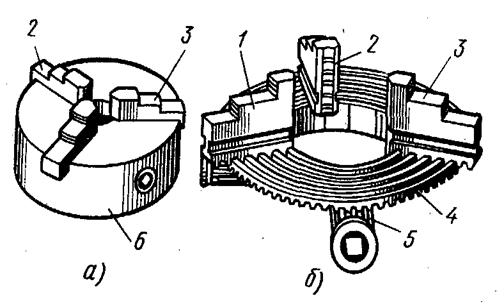 |
6 - трехкулачковый самоцентрирующий патрон.
На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса б патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки обычно изготовляют трехступенчатыми и для повышения износостойкости закаливают. Различают кулачки крепления заготовок по внутренней и наружной поверхностям; при креплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки. Кулачковые патроны могут оснащаться механизированным приводом тяговым или встроенным.
Патроны с тяговым приводом имеют зажимные элементы, связанные цельными или пустотелыми тягами с пневмо- или гидроцилиндром.

Рисунок 7 - Патроны с тяговым приводом.
Патрон с встроенным приводом имеет встроенный пневмоцилиндр 6 с поршнем 5 и крепится к станку фланцем 1. Резиновое кольцо 11 смягчает удары поршня о фланец 4. Уплотнительные кольца 10 и 12 обеспечивают герметичность пневмопривода. Ползуны 7 (с зажимными кулачками 8) имеют выступы 9, которые входят в пазы поршня 5. Угол наклона пазов 40°30’, что обеспечивает условия самоторможения. При подаче воздуха по каналам 2 и З в левую или правую полость цилиндра ползуны 7 перемещаются от центра патрона или к его центру и через кулачки 8 разжимают или зажимают заготовку. Четырехкулачковый патрон с независимым перемещением кулачков состоит из корпуса 1, в котором выполнены четыре паза, в каждом пазу смонтирован кулачок 4 с винтом 3, используемым для независимого перемещения кулачков по пазам в радиальном направлении. От осевого смещения винт З удерживается сухарем 2.
При повороте кулачков на 1800 патрон может применяться для крепления заготовок по внутренней поверхности. На передней поверхности патрона нанесены концентричные круговые риски (расстояние между рисками 10—15 мм), с помощью которых кулачки выставляются на одинаковом расстоянии от центра патрона.
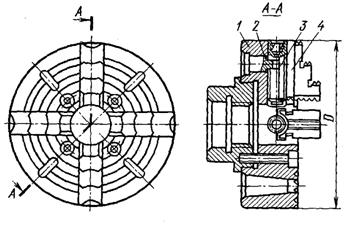
Рисунок 8 - Четырехкулачковый патрон
Заключение
В результате выполнения КП по Технологии машиностроения был разработан технологический процесс механической обработки детали «Втулка», который включает в себя: операции токарной обработки, сверление, шлифование. На наиболее точную поверхность осуществлен расчет межоперационных припусков, в результате выполненного расчета спроектирована заготовка для данной детали. На часть операций механической обработки определены режимы резания путем аналитического расчета, а на остальные – назначены по общим машиностроительным нормативам. Проведенно технологическое нормирование операции механической обработки.
В конструкторской части курсового проекта рассмотрено устройство и принцип работы установочного приспособления ,мерительного инструмента, режущего инструмента для токарной операции.
В приложении курсового проекта представлен комплект технологической документации, который включает в себя: 1) комплект технологической документации (технологический процесс механической обработки детали «Втулка»); 2) графическая часть (чертеж детали, технологической наладки, режущего инструмента).
Литература
1. Маталин А.А. Основы технологии машиностроения. , М. 1986г.
2. Горбацевич А.Ф. Курсовое проектирование по технологии машиностроения. Минск. «Высшая школа» 1975г. 288с. с ил.
3. Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту. Изд. 3-е, перераб. и доп., М, Машиностроение 1977г. 288с. с ил.
4. Гелин Ф.Д. Металлические материалы справ. – Мн.: Высш. шк., 1987. – 368с.
5. Дёмина Л.Н. Шадрина Е.Л. Методические указания и справочные материалы по выполнению курсового проекта. Воронеж. ВГК ПТЭиС, 2008г.
Приложения
| Н. контр. | |||||||||||||||||||
|
| |||||||||||||||||||

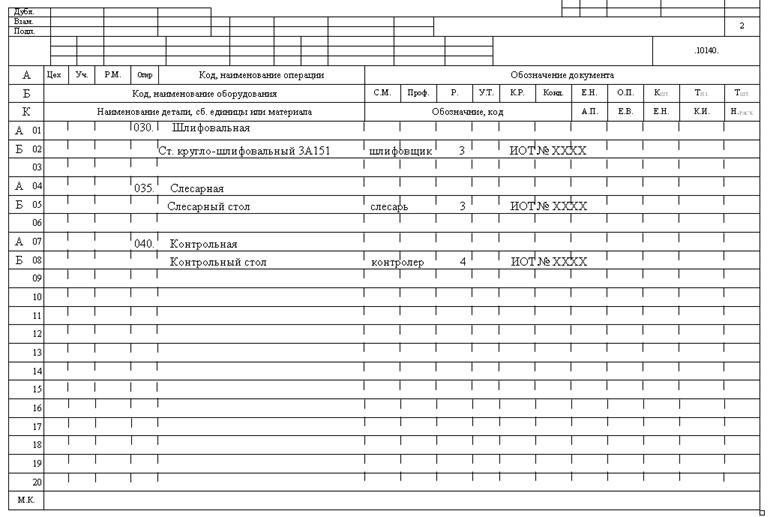
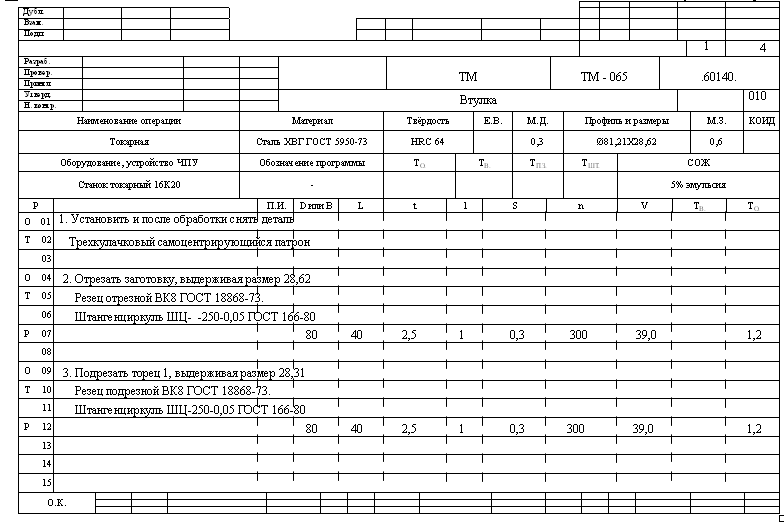
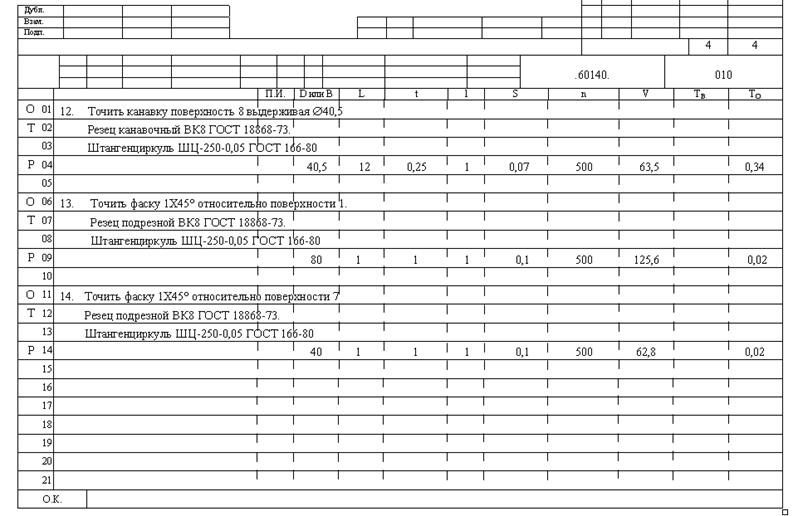
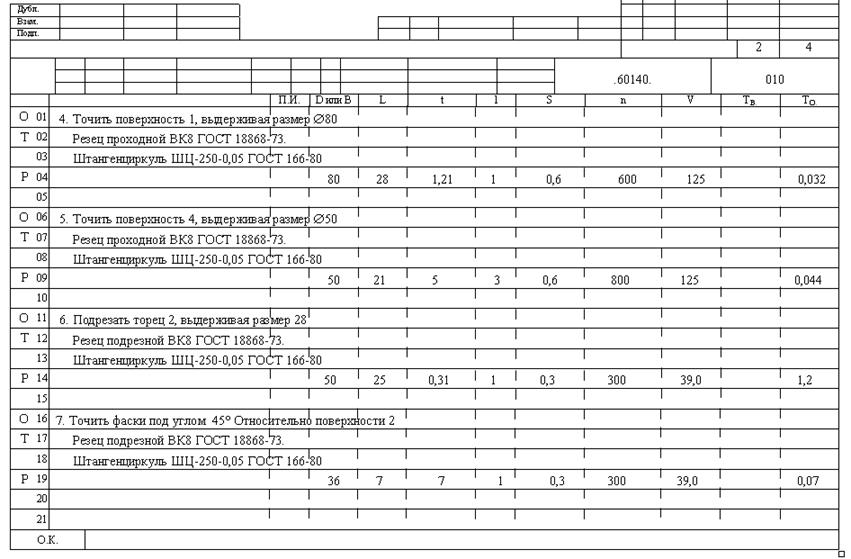
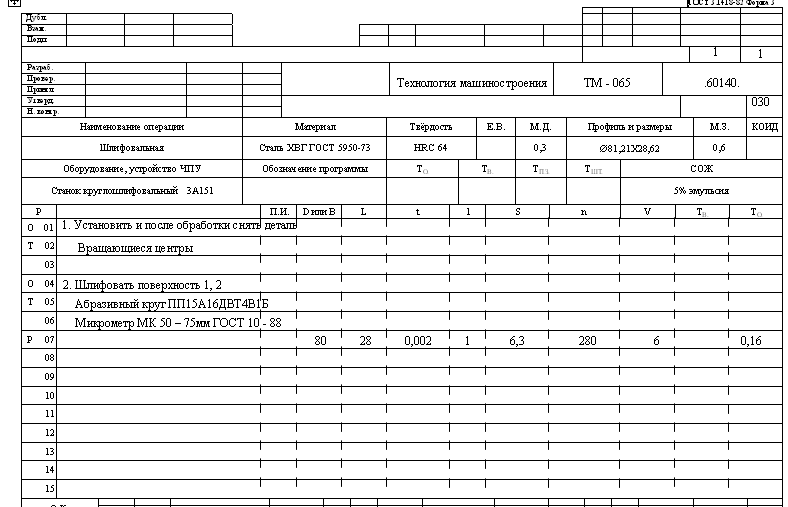
Технологический процесс изготовления детали «втулка»
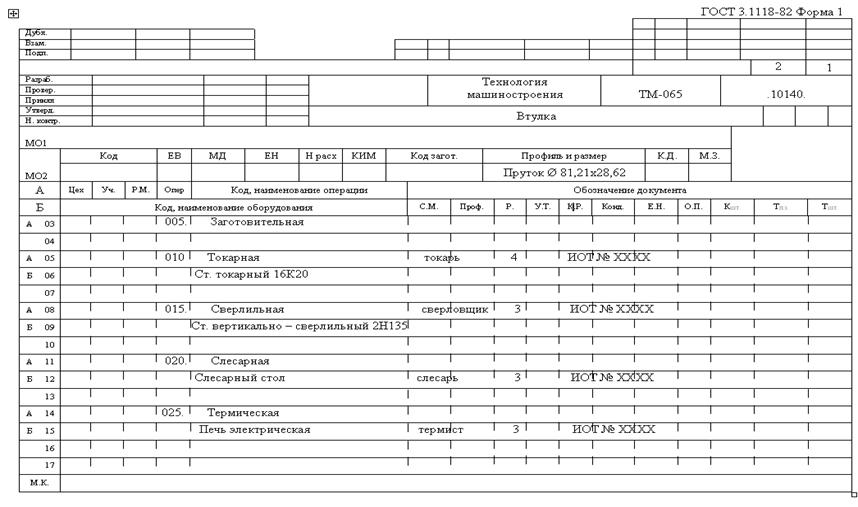

ГОСТ 3.1418-82 Форма 2а
| Взам. | ||||||||||||||||||||||||||||||||||||
| Подп. | ||||||||||||||||||||||||||||||||||||
| 3 | 4 | |||||||||||||||||||||||||||||||||||
| .60140. | 010 | |||||||||||||||||||||||||||||||||||
|
| П.И. | D или В | L | t | l | S | n | V | ТВ. | ТО. | ||||||||||||||||||||||||||
| О | 01 | 8. Точить фаску под углом 45° относительно поверх. 1 | ||||||||||||||||||||||||||||||||||
| Т | 02 | Резец подрезной ВК8 ГОСТ 18868-73. | ||||||||||||||||||||||||||||||||||
| 03 | Штангенциркуль ШЦ-250-0,05 ГОСТ 166-80 | |||||||||||||||||||||||||||||||||||
| Р | 04 | 80 1 1 1 0,1 800 201 0,012 | ||||||||||||||||||||||||||||||||||
| 05 | ||||||||||||||||||||||||||||||||||||
| О | 06 | 9. Сверлить отверстие Æ13 поверхность 6 | ||||||||||||||||||||||||||||||||||
| Т | 07 | Сверло с коническим хвостовиком ГОСТ 6648-64 | ||||||||||||||||||||||||||||||||||
| 08 | Штангенциркуль ШЦ-250-0,05 ГОСТ 166-80 | |||||||||||||||||||||||||||||||||||
| Р | 09 | 13 35 6,5 1 0,1 300 12,3 1,2 | ||||||||||||||||||||||||||||||||||
| 10 | ||||||||||||||||||||||||||||||||||||
| О | 11 | 10. Расточить конус под углом 45° относительно поверхности 6 | ||||||||||||||||||||||||||||||||||
| Т | 12 | Резец расточной ВК8 ГОСТ 18868-73 | ||||||||||||||||||||||||||||||||||
| 13 | Штангенциркуль ШЦ-250-0,05 ГОСТ 166-80 | |||||||||||||||||||||||||||||||||||
| Р | 14 | 25 6 6 1 0,1 300 23,6 0,2 | ||||||||||||||||||||||||||||||||||
| 15 | ||||||||||||||||||||||||||||||||||||
| О | 16 | 11. Расточить отверстие Æ40 поверхность 7 | ||||||||||||||||||||||||||||||||||
| Т | 17 | Резец расточной ВК8 ГОСТ 18868-73 | ||||||||||||||||||||||||||||||||||
| 18 | Штангенциркуль ШЦ-250-0,05 ГОСТ 166-80 | |||||||||||||||||||||||||||||||||||
| Р | 19 | 40+0,025 20 13,5 6 0,07 500 62,8 0,57 | ||||||||||||||||||||||||||||||||||
| 20 | ||||||||||||||||||||||||||||||||||||
| 21 | ||||||||||||||||||||||||||||||||||||

Похожие работы





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...



... п, приходим к выводу, что экономически более выгодно применять заготовки из сортового проката. 4. Разработка технологического процесса обработки детали 4.1 Обоснование последовательности обработки и выбранного оборудования Разработка маршрутного технологического процесса механической обработки заготовки является основой всего курсового проекта. Вследствие того, что тип производства – ...


... включает в себя такие детали как: корпус, верхняя и нижняя формовочные плиты, захваты, пуансонодержатель, направляющие колонки и втулки, крепежные детали.[3] Схема маршрутно-технологического процесса изготовления детали методом порошковой металлургии 1.1 Термическая обработка пресс-формы С целью увеличения прочности и износостойкости деталей пресс-формы проводят термическую обработку. ...


... линии заготовка устанавливается на конвейере, перемещающемся от одной обрабатывающей головки к другой. При обработке на автоматической линии установочной базой является поверхность 5. Технологический процесс изготовления крышки корпуса построен таким образом, что принцип постоянства баз выполняется. 2.6 Технологический маршрут и план изготовления детали При составлении технологического ...
0 комментариев