Навигация
3. Технологічний розділ
3.1 Аналіз технологічності деталі
Мета забезпечення технологічності конструкції деталі – підвищення продуктивності праці та якості виробу при максимальному зниженні затрат часу та засобів на розробку, технологічну підготовку виробництва, виготовлення, експлуатацію та ремонт.
Даний "корпус" - коробчастого типу суцільний. В деталі є досить точні поверхні − 3 отвори Ǿ72Н7, що призначені для встановлення підшипників, а також: не співвісність отворів В відносно Б не більше 0,3 мм, не пересічення вісей отворів Б,В,Г не більше 0,3 мм.
Найбільш ефективним способом отримання заготовки даної конфігурації з сірого чавуна СЧ 20 є лиття, такі як лиття в пісчано-глиняні форми, лиття в металеві форми та ін.
Конструкція виливки достатньо проста і дозволяє забезпечити вийняття її з форми.
З точки зору механічної обробки слід відмітити такі моменти: чавуни мають добру оброблюваність, допускають обробку на високих швидкостях різання. Сили, що виникають при цьому невеликі. При обробці швидкість зношування інструмента низька, в процесі різання утворюється стружка, що легко видаляється. Найбільша стійкість досягається у інструментів з вольфрамових сплавів. Всі поверхні деталей доступні для обробки на верстатах і безпосереднього вимірювання. В деталі забезпечена технологічна ув'язка розмірів та величин шорсткості. В основному конструкція деталі і вимоги, які до неї ставляться дають можливість використання стандартного різального та вимірювального інструменту. У цілому деталь по якісним показникам технологічна.
3.2 Обґрунтування вибору виду та форми заготовки
Для раціонального вибору методу виготовлення заготовки для деталі "Корпус" необхідно порівняти декілька можливих методів її отримання.
Так як матеріал деталі – сірий чавун, тому найбільш раціонально виготовити заготовку методом литва. Відомі наступні способи литва: литво в пісчано-глиняні форми з ручним формуванням по дерев’яним моделям, литво в пісчано-глиняні форми з машинним формуванням по металічним моделям, литво в оболонкові форми, по моделям які виплавляються та в металічні форми. Три останні способи дозволяють отримати найбільш якісні відливки, ніж литво в пісчано-глиняні форми, але вони потребують більших витрат на виготовлення оснастки для литва та організацію дільниці і є більш складнішими. Тому для деталі "Корпус" найбільш підходять два перших способи литва. Литво в пісчано-глиняні форми з ручним формуванням по дерев'яним моделям застосовується в заводському варіанті виготовлення заготовки. Литво в пісчано-глиняні форми з машинним формуванням по металічним моделям дозволить зменшити припуск на обробку, так як точність розмірів відливки збільшиться, і, отже, зменшаться витрати на виготовлення заготовки, так як маса заготовки зменшиться.
Виходячи з цього вибираємо спосіб литва: в пісчано-глиняні форми з машинним формуванням по металічним моделям.
3.2.1 Вибір загальних припусків. Визначення розмірів виливки з допусками
Для отримання заготівки використовуємо в пісчано-глиняні форми з машинним формуванням по металічним моделям.
Клас точності розмірів – 9т
Ряди припусків – 3
Розраховані значення розмірів відливки зводимо у таблицю.
Таблиця 3
| Номіналь-ний розмір | Квалі-тет | Клас точності розмірів відливки | Ряд припусків | Допуски розмірів відливки, мм | Загальний припуск, мм | Розмір відливки з відхиленням, мм |
| 164 198 120 Ø72Н7 Ø88 Ø64 Ø40 | 14 14 14 7 14 14 14 | 9т | 3 | 2,5 2,5 2,4 2,2 2,0 2 2 | 2 2 2 1,8 1,6 1,6 1,6 | 166±1,2 200±1,2 122± 1,2 68,4± 0,7 92± 0,8 60,8± 1,1 36,8± 0,5 |
3.3 Розробка технологічного маршруту обробки деталі "Корпус"
Технологічний процес обробки деталі "стійка крайня" представлено в табл. 4.
Таблиця 4
| Номер операції | Найменування та зміст операції | Обладнання | Інструмент |
| 005 | Лиття | ||
| 010 | Вертикально-фрезерна. Встановити на столі верстата. Виміряти. Закріпити. Фрезерувати поверхню в розмір 80+1.5. | Вертикально-фрезерний верстат мод. 6М13 | Торцева фреза ВК8 |
| 015 | Свердлильна. Встановити на столі верстата. Виміряти. Закріпити. Свердлити 4 отв. Ø11на прохід витримуючи розміри: 106+1,0, 98±1,5,105±1.5,160±1,0, 203±0,1. Свердлити 2 отв.Ø10,5+0,36 Зенкерувати 2 отв. Ø10,5+0,36 | Радіально-свердлильний верстат мод. 2Л53У | Свердло Ø11; Ø10,5 Зенкер |
| 020 | Розточна. Встановити. Закріпити Зенкерувати отв Ø40. Повернути пристосування на1800. Повторити перехід. Змінити інструмент Підрізати торець Ø88, витримавши розмір 31мм. Повернути пристосування на 1800. Повторити перехід. Повернути пристосування на 900. Підрізати торець Ø88, витримавши розмір 24±0,3. Змінити оправку. Розточити отвір Ø70 в розмір 24. Повернути пристрій на 900. Повторити перехід. Повернути пристрій на 1800. Повторити перехід Зенкерувати отвір Ø71,8 в розмір 24, витримавши R1,5. Повернути пристрій на 1800. Повторити перехід. Повернути пристрій на 900. Повторити перехід. Розвернути отвір Ø71,9 в розмір 24, витримавши R1,5. Повернути пристрій на 900. Повторити перехід. Провернути пристрій на 1800. Повторити перехід. Розвернути отвір Ø72 витримавши розмір 24 та R1,5. Повернути пристрій на 1800 повторити перехід. Повернути пристрій на 900. Повторити перехід. Розточити фаску 1х450. Повернути пристрій на 900 Повторити перехід три рази. | Горизонтально-розточний верстат мод. 2615 | Зенкер Ø40, Ø71,8 Торцева фреза Ø100 Токарно розточний різець з кутом в плані φ=900 Розвертка Ø71,9; Ø72 Прохідний різець |
| 025 | Вертикально- свердлильна Свердлити отвір Ø14,3 на прохід. Цековати бобишку витримуючи розмір 2,2. Зенкувати фаску 1,6х450. Нарізати різь М16х1,5 | Вертикально-свердлильний верстат мод 2Н.125 | Свердло Ø14,3 Зенковка Мітчик |
| 030 | Радіально-свердлильна Свердлувати почергово два отвори Ø6,7, витримуючи розміри 100 і 80. Повернути деталь два рази, повторити перехід два рази | Радіально-сврлильний верстат мод 2Л53У | Свердло Ø6,7 |
| 035 | Свердлильна Зенкувати почергово дві фаски 1х450 Повернути деталь два рази, повторити перехід два рази/. Нарізати різь М8 почергово вдвох отворах на прохід. Повернути деталь два рази, повторити перехід два рази | Вертикально-свердлильний верстат мод 2Н.125 | Зенкер Мітчик |
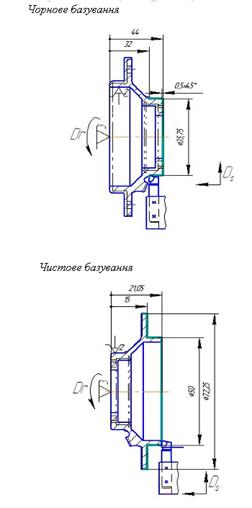
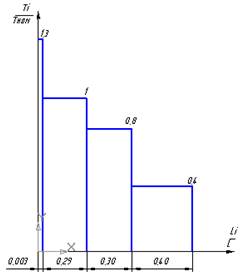
3.4 Розрахунок припусків на обробку отвору Ø72Н7(+0,03)
Припуск – прошарок матеріалу, що знімається з поверхні заготовки з метою досягнення заданих властивостей оброблюваної поверхні деталі. Розрахунковим розміром припуску є мінімальний припуск на обробку, достатній для усунення на виконуваному переході похибок обробки, дефектів поверхневого прошарку, отриманих на попередньому переході, і компенсації похибок, які виникають на виконуваному переході. Для визначення припуску на механічну обробку в машинобудуванні використовують дослідно-статистичний табличний або розрахунково-аналітичний методи. Розрахункова-аналітичний метод використовують в умовах масового, багатосерійного та серійного виробництва, а також в умовах одиничного виробництва при виготовленні складних дорогих деталей важкого машинобудування. Він враховує умови реалізації технологічного процесу, виявляє можливість економії металу та зниження трудомісткості механічної обробки, як на етапі проектування нових, так і аналізуючи існуючі технологічні процеси.
У відповідності із кресленням розробляємо маршрут обробки:
на обробку отвору Ø72Н7(0,03)
Ø розточування чорнове;
Ø розточування напівчистове;
Ø розточування чистове;
Сумарні просторові відхилення для литих заготовок визначаємо по формулі:
![]() – для отвору.
– для отвору.
Δк – викривлення поверхні на 1 мм;
Δк = 1 мкм на 1 мм довжини;
l – довжина поверхні, мм;
l = 24 мм;
l = 100 мм для площини основи.
Δкор = ΔкL
Δкор = 1×18 = 24 мкмΔсм – зазор між знаком форми та стержнем, мкм;
Δсм = 150 мкм;
Δртб – розміщення отвору відносно технологічних баз;
Δртб = 1,2 … 2,5 мм. Приймаємо Δртб = 2,0 мм.
![]() мкм.
мкм.
Сумарне просторове відхилення на наступних переходах:
![]() ,
,
де Ку – коефіцієнт уточнення.
Чорнова розточка:
∆r = Ky*∆ε=0,066*2006=132,39 мкм
Напівчистова розточка:
∆r = Ky*∆ε=0,04*132,39 =5,29 мкм
Чистова розточка:
∆r = Ky*∆ε=0,03*5,29 =0,159 мкм
Для попередньої обробки Ку = 0,06; остаточної 0,04; тонкої 0,03.
Мінімальний операційний припуск визначаємо за наступною формулою:
![]()
Попереднє розточування: ![]() =2(200+200+1012)=2824 мкм
=2(200+200+1012)=2824 мкм
Остаточне розточування: ![]() =2(40+50+120)=420 мкм
=2(40+50+120)=420 мкм
Тонке розточування: ![]() =2(20+40+80)=280 мкм
=2(20+40+80)=280 мкм
Розрахункові значення приведені в таблиці 2.5.
Розрахунок найменших розмірів по технологічних переходах починаємо з розміру деталі згідно креслення і робимо у такій послідовності:
72,012-0,024=71,988 мм
71,988-0,3=71,688 мм
71,688-0,5=71,188 мм
71,188-3=68,188 мм
заносимо розміри в таблицю 2.5
Розрахунок найбільших граничних розмірів по переходах робимо у такій послідовності:
72,012-0,28=71,732 мм
71,732-0,42=71,312 мм
71,312-2,824=68,488 мм
Результати заносимо до таблиці
Розрахунок фактичних мінімальних та максимальних припусків робимо в такій послідовності:
Максимальні припуски:
71,988-71,688=0,3 мм
71,688-71,188=0,5 мм
71,188-68,188=3 мм
Мінімальні припуски:
71,012-71,732=0,28 мм
71,732-71,312=0,42 мм
71,312-68,488=2,824 мм
Загальний найбільший припуск Z0max= 0,3+0,5+3=3,8 мм
Загальний найменший припуск Z0min= 0,28+0,42+2,824=3,524 мм
Таблиця 5 Розрахунково-аналітичний метод визначення припусків
| Технологічні операції та переходи | Елементи припуску, мм | Розрахунковий припуск 2Zmin, мкм | Розрахунковий max розмір, мм | Допуск ТД, мкм | Прийняті розміри по переходам, мм | Граничні, значення припусків, мкм | |||||
| Rz | h | Δ | ε | Dmax | Dmin | 2Zmax | 2Zmin | ||||
| 1. Ø72Н7(=0,03) Відливка Попереднє розточуванн Остаточне розточуванн Тонке розточуванн | 200 40 20 5 | 200 50 20 10 | 1012 120 80 60 | –– 0 0 0 | 2824 420 280 | 68,488 71,312 71,732 72,012 | 3000 500 300 24 | 68,488 71,312 71,732 72,012 | 68,188 71,188 71,688 71,988 | –– 3 0,5 0,3 3,8 | –– 2,824 0,42 0,28 3,524 |
3.5 Розрахунок режимів різання та норм часу на виконання операцій
Фрезерувати торцеву поверхню в розмір 80+1,5 мм.
Фрезеруємо торцевою фрезою Dф=250мм, z=18
Режими різання:
1. Глибина різання: t=2 мм
2. Подача: Sz=0,24мм/зуб
3. Швидкість різання: ![]()
К1 – коефіцієнт, який залежить від розмірів обробки;
К2 – коефіцієнт, який залежить від поверхні, що обробляється;
К3 – коефіцієнт, який залежить від стійкості і матеріалу інструменту;
К1 = 1; К2 = 1,1; К3 = 1;
Vт= 80 м/хв.
Отже ![]()
4. Частота обертання:
![]() об/хв.
об/хв.
5. Хвилинна подача: ![]() мм/хв
мм/хв
6. Потужність різання:
![]()
К1 – коефіцієнт, що залежить від матеріалу, що обробляється;
К2 – коефіцієнт, що залежить від типу фрези.
К1 = 1,25; К2 = 0,75; Е = 1,3
![]()
Норми часу
1. Основний час:
![]() , хв
, хв
L=l+l1 +l2=250+14+5=269 мм
де l – довжина обробки, мм
l1 – врізання фрези, мм.
![]()
2. Допоміжний час:
![]()
Тд.у=1,9 хв, Тд.оп=0,6+,2=0,8 хв, Тд.вим=0,16 хв.
3. Штучний час;
![]()
4. Підготовчо-заключний час,;
Тп.з= Тп.з1+Тп.з2+Тп.з3=(4+2)+(2,5+0,15)+(1+1,5+0,4+5)=16,55хв
Отже норма часу Нч;
Нч= 2,23+ 16,55/1000=2,25хв
Свердлити 4 отвори Ø11 мм.
Свердлимо свердлом Ø11
Режими різання:
1. Подача: група подачі ІІ, Lрез /d = 8/11 = 0,7
отже маємо подачу S0=0,18 мм
2. Швидкість різання: ![]()
К1 – коефіцієнт, який залежить від розмірів обробки;
К2 – коефіцієнт, який залежить від поверхні, що обробляється;
К3 – коефіцієнт, який залежить від стійкості і матеріалу інструменту;
К1 = 1,2; К2 = 1,15; К3 = 1;
Vт=17 м/хв.
Отже ![]()
3. Частота обертання:
![]() об/хв.
об/хв.
4. Потужність різання:
![]()
Кn – коефіцієнт, що залежить від матеріалу, що обробляється;
Кn = 1; NT = 0.21
![]()
Норми часу
1. Основний час:
![]() , хв
, хв
L=l+l1 +l2=8+3+5=16мм.
де l – довжина обробки, мм
l1 – врізання фрези, мм
![]()
2. Допоміжний час:
![]()
Тд.оп=0,6+,2=0,8 хв, Тд.вим=0,16 хв.
![]()
Кд=0,76; атех+аорг+авдп= 8%
Похожие работы
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...
... такі витрати: 1) Витрати, які пов’язані з експлуатацією технологічного обладнання. витрати на поточний ремонт обладнання. 2) Амортизаційні відрахування на обладнання яке задіяне у технологічному процесі. 3) Витрати, пов’язані із зносом малоцінних та швидкозношуваних інструментів, які використовуються при експлуатації і ремонті обладнання технологічного процесу. 4) Витрати пов’язані з управлі ...
... приймаємо рівною 22۰10-6м2/c згідно з [13] вибираємо індустріальне масло І-20А. Змазування підшипників проводиться в редукторі тим же маслом, яким змащуються і зубчаті передачі. При мастилі картера коліс підшипники кочення змащуються бризками масла. 2. МЕТРОЛОГІЧНА ПІДГОТОВКА ВИРОБНИЦТВА 2.1 Технічний опис складальної одиниці Проміжний вал поз. 1 складальної одиниці (рис.2.1) ...
... з відхиленнями й параметри шорсткості. Виходячи з конструкції деталі, типу виробництва, заготівля отримана методом лиття. Аналіз показує можливість часткової автоматизації. 2 Базовий маршрутний процес обробки деталі Водило 10 Вертикально-фрезерна (вертикально-фрезерний 6642; пристосування спеціальне; фреза торцева (125; ШЦ - I - 125 - 0,1) А. Установити й зняти заготівку; Фрезерувати ...
0 комментариев