Навигация
3. Штучний час;
4. Підготовчо-заключний час,;
Тп.з= Тп.з1+Тп.з2+Тп.з3=(4+2)+(2,5+0,15)+(1+1,5+0,4+5)=16,55хв
Отже норма часу Нч;
Нч= 1,1+ 16,55/1000=1,12 хв
Свердлити 2 отвори Ø10,5 мм.
Свердлимо свердлом Ø10,5
Режими різання:
1. Подача: група подачі ІІ, Lрез /d = 8/10,5 = 0,76
отже маємо подачу S0=0,18 мм
2. Швидкість різання: ![]()
К1 – коефіцієнт, який залежить від розмірів обробки;
К2 – коефіцієнт, який залежить від поверхні, що обробляється;
К3 – коефіцієнт, який залежить від стійкості і матеріалу інструменту;
К1 = 1,2; К2 = 1,15; К3 = 1;
Vт=17 м/хв.
Отже ![]()
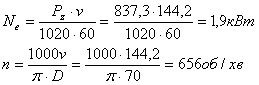
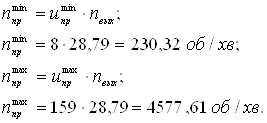
3. Частота обертання:
![]() об/хв.
об/хв.
4. Потужність різання:
![]()
Кn – коефіцієнт, що залежить від матеріалу, що обробляється;
Кn = 1; NT = 0.21
![]()
Норми часу
1. Основний час:
![]() , хв
, хв
L=l+l1 +l2=8+3+5=16мм
де l – довжина обробки, мм
l1 – врізання фрези, мм
![]()
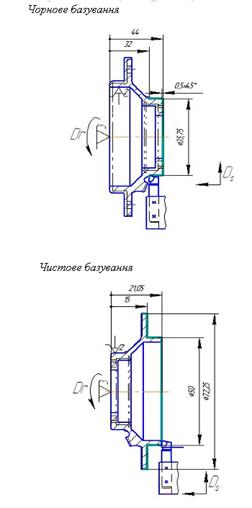
Зенкерування Ø40 мм
Глибина різання: t=0,2;
Подача: s=0,8 мм/об (2 табл. 25);
Швидкість різання:
![]()
Cv=18,8; q=0,2; x=0,1; y=0,5; m=0,125
Т=45 хв.
Розрахунок крутного момент та осьової сили:
![]()
![]() q= -; x=0,75; y=0,8; Kp=KMp=1
q= -; x=0,75; y=0,8; Kp=KMp=1
![]()
Сp=23,5; x=1,2; y=0,4
Потужність різання:

Норми часу
1 .Основний час:
![]() , хв
, хв
L=l+l1 +l2=40+3+5=48мм
де l – довжина обробки, мм
l1 – врізання фрези, мм
![]()
Фрезерувати торцеву поверхню в розмір Ø88 мм.
Фрезеруємо торцевою фрезою Dф=100мм, z=10
Режими різання:
1. Глибина різання: t=2 мм
2. Подача: Sz=0,24мм/зуб
3. Швидкість різання: ![]()
К1 – коефіцієнт, який залежить від розмірів обробки;
К2 – коефіцієнт, який залежить від поверхні, що обробляється;
К3 – коефіцієнт, який залежить від стійкості і матеріалу інструменту;
К1 = 1; К2 = 1,1; К3 = 1;
Vт=80 м/хв.
Отже ![]()
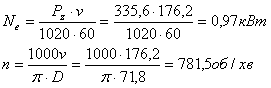
4. Частота обертання:
![]() об/хв.
об/хв.
5. Хвилинна подача: ![]() мм/хв
мм/хв
6. Потужність різання:
![]()
К1 – коефіцієнт, що залежить від матеріалу, що обробляється;
К2 – коефіцієнт, що залежить від типу фрези.
К1 = 1,25; К2 = 0,75; Е = 1,3
![]()
Норми часу
1. Основний час:
![]() , хв
, хв
L=l+l1 +l2=88+14+5=107мм
де l – довжина обробки, мм
l1 – врізання фрези, мм
![]()
2. Допоміжний час:
![]()
Тд.у=1,9 хв, Тд.оп=0,6+,2=0,8 хв, Тд.вим=0,16 хв.
3. Штучний час;
![]()
4. Підготовчо-заключний час;
Тп.з= Тп.з1+Тп.з2+Тп.з3=(4+2)+(2,5+0,15)+(1+1,5+0,4+5)=16,55хв
Отже норма часу Нч;
Нч= 2,4+ 16,55/1000=2,27 хв
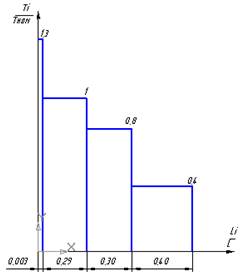
Розточування Ø72Н7(+0,03)
Розточування чорнове:
Глибина різання: t=2 мм;
Подача: s=0,35 мм/об;
Швидкість різання:
![]()
Cv=292; x=0,15; y=0,2; m=0,2
Т=45 хв.
Розрахунок сили різання:
![]()
Сp=92; x=1,0; y=0,75; n=0
![]()
Сp=54; x=0,9; y=0,75; n=0
![]()
Сp=46; x=1,0; y=0,4; n=0
Потужність різання:
Норми часу
1. Основний час:
![]() , хв
, хв
L=l+l1 +l2=248+3+5=256 мм
де l – довжина обробки, мм
l1 – врізання фрези, мм
![]()
Розточування напівчистове:
Глибина різання: t=0,9 мм;
Подача: s=0,3 мм/об;
Швидкість різання:
![]()
Cv=292; x=0,15; y=0,2; m=0,2
Т=45 хв.
Розрахунок сили різання:
![]()
Сp=92; x=1,0; y=0,75; n=0
![]()
Сp=54; x=0,9; y=0,75; n=0
![]()
Сp=46; x=1,0; y=0,4; n=0
Потужність різання:
Норми часу
1. Основний час:
![]() , хв
, хв
L=l+l1 +l2=248+3+5=256 мм
де l – довжина обробки, мм
l1 – врізання фрези, мм
![]()
Розточування чистове:
Глибина різання: t=0,1;
Подача: s=0,1 мм/об;
Швидкість різання: ![]() м/хв..
м/хв..
Розрахунок сили різання:
![]()
Сp=92; x=1,0; y=0,75; n=0
![]()
Сp=54; x=0,9; y=0,75; n=0
![]()
Сp=46; x=1,0; y=0,4; n=0
Норми часу
1. Основний час:
![]() , хв
, хв
L=l+l1 +l2=248+3+5=256мм
де l – довжина обробки, мм
l1 – врізання фрези, мм
![]()
Точити фаску 1×450.
Точимо фаску розміром 1×450
1. Глибина різання: t=1 мм
2. Подача: S=0,23 мм/об
3. Швидкість різання: V=204 м/хв
Поправочний коефіцієнт:
КVi=1
V=204м/хв
4. Частота обертання: ![]() =
=![]() об/хв
об/хв
5. Потужність різання: N=2,2кВт
6. Основний час обробки:
![]() хв.
хв.
Свердлити 6 отвори Ø6,8 мм під різьбу М8-7Н.
Свердлимо свердлом Ø6,8
Режими різання:
1. Подача: група подачі ІІ, Lрез /d = 24/6,8 = 3,5
отже маємо подачу S0=0,18 мм
2. Швидкість різання: ![]()
К1 – коефіцієнт, який залежить від розмірів обробки;
К2 – коефіцієнт, який залежить від поверхні, що обробляється;
К3 – коефіцієнт, який залежить від стійкості і матеріалу інструменту;
К1 = 1,2; К2 = 1,15; К3 = 1;
Vт=17 м/хв.
Отже ![]()
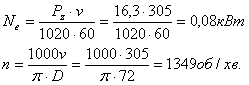
3. Частота обертання:
![]() об/хв.
об/хв.
4. Потужність різання:
![]()
Кn – коефіцієнт, що залежить від матеріалу, що обробляється;
Кn = 1; NT = 0.21
![]()
Норми часу
1. Основний час:
![]() , хв
, хв
L=l+l1 +l2=17+3+5=25 мм
де l – довжина обробки, мм
l1 – врізання фрези, мм
![]()
Похожие работы
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...
... такі витрати: 1) Витрати, які пов’язані з експлуатацією технологічного обладнання. витрати на поточний ремонт обладнання. 2) Амортизаційні відрахування на обладнання яке задіяне у технологічному процесі. 3) Витрати, пов’язані із зносом малоцінних та швидкозношуваних інструментів, які використовуються при експлуатації і ремонті обладнання технологічного процесу. 4) Витрати пов’язані з управлі ...
... приймаємо рівною 22۰10-6м2/c згідно з [13] вибираємо індустріальне масло І-20А. Змазування підшипників проводиться в редукторі тим же маслом, яким змащуються і зубчаті передачі. При мастилі картера коліс підшипники кочення змащуються бризками масла. 2. МЕТРОЛОГІЧНА ПІДГОТОВКА ВИРОБНИЦТВА 2.1 Технічний опис складальної одиниці Проміжний вал поз. 1 складальної одиниці (рис.2.1) ...
... з відхиленнями й параметри шорсткості. Виходячи з конструкції деталі, типу виробництва, заготівля отримана методом лиття. Аналіз показує можливість часткової автоматизації. 2 Базовий маршрутний процес обробки деталі Водило 10 Вертикально-фрезерна (вертикально-фрезерний 6642; пристосування спеціальне; фреза торцева (125; ШЦ - I - 125 - 0,1) А. Установити й зняти заготівку; Фрезерувати ...
0 комментариев