Навигация
Оборудование и трубопроводы ОГПЗ
51232
знака
0
таблиц
1
изображение
4. Оборудование и трубопроводы ОГПЗ
Оборудование Оренбургского ОГПЗ находится в эксплуатации с 1973 г. I очередь завода пущена в 1973 г. и к настоящему времени проработала 24 года. II очередь пущена в 1975 г., а III очередь - в 1978 г., т.е. даже оборудование III очереди находится в эксплуатации 20 лет. Всего находится в эксплуатации более 1,7 тысяч сосудов и аппаратов и более 400 км технологических трубопроводов. Условия эксплуатации оборудования различны. Давление - от 0 до 6472 кПа (64 кгс/см2). Температуры - от -10 до +425 °С. Рабочие среды - жидкие и газообразные, нейтральные, кислые и щелочные. Содержание H2S в некоторых средах - до 16 %.
Из 456 проконтролированных в 1993 г. "Техдиагностикой" сосудов в 32 обнаружена язвенная коррозия от 0,5 до 2,3 мм, в двух аппаратах глубина язв достигает 4,5-5 мм; в 23 сосудах выявлены несплошности, а в двух сосудах обнаружены расслоения и вздутия металла обечаек.
Как показал опыт эксплуатации оборудования ОГПЗ, коррозионное состояние аппаратов, контактирующих с кислыми газами при температурах выше 100 °С, определяется в основном частотой их остановок. При остановках в аппаратах конденсируются кислые среды различного состава, содержащие H2S, С02, S02, вызывающие интенсивную коррозию оборудования. Основной причиной коррозии оборудования установок производства серы, эксплуатирующегося при высоких температурах, является отсутствие или недостаточно эффективная продувка его инертным газом при остановках, что приводит к образованию агрессивного конденсата.
Трубные пучки теплообменного оборудования выходят из строя из-за того, что межтрубное пространство забивается солевыми отложениями, и из-за сквозной коррозии металла. Причиной язвенной коррозии ребойлеров регенераторов является" агрессивность гликолевого раствора, обусловленная разложением его при температуре выше 100 °С и накоплением в растворе органических кислот. Язвенная коррозия в области раздела жидкий и паровой фаз ребойлеров регенераторов аминового раствора обусловлена разложением при температуре выше 121 °С аминового раствора с увеличением его коррозионной активности.
В целях повышения надежности и эксплуатационной безопасности оборудования и трубопроводов ОГПЗ проведена (по схемам технологических линий переработки газа и межцеховых коммуникаций) оценка возможности попадания сероводородсодержащих сред в трубоповоды и аппараты некоррозионно-стойкого исполнения. Объекты, на которых возможен контакт сероводородсодержащих сред с некоррозионностойкими материалами, подвергли неразрушающему ультразвуковому контролю или заменили на коррозионно-стойкие. Недействующие аппараты и трубопроводы законсервировали, обеспечив их надежную защиту от сероводородсодержащих сред.
Лавинообразное разрушение корпуса теплообменника, находившегося под действием внутреннего давления, произошло в ноябре 1987 г., при остановке технологической линии. В момент, предшествующий разрушению, потока среды в межтрубном пространстве аппарата не было, однако в корпусе сохранялось рабочее давление (вероятнее всего жидкой фракции). Теплообменник представлял собой горизонтальный цилиндрический аппарат с двумя неподвижными трубными решетками, сферическими днищами и компенсатором на трубной части. Он рассчитан на эксплуатацию с некоррозионной средой под давлением в корпусе 3 МПа, в трубной части 3,8 МПа при температуре -18 °С. Корпус, днища и трубные решетки аппарата изготовлены из стали 09Г2С. Размеры теплообменника: длина (между трубными решетками) 5000 мм; диаметр 1200 мм; толщина стенки корпуса 20 мм. В соответствии с технологической схемой обвязки Т-231 теплообменник эксплуатировался при температуре -36 °С. На основании анализа результатов исследований установлено следующее. Зарождение и докритический рост трещины, вызвавшей разрушение корпуса теплообменника, произошли на оси кольцевого шва обечайки в зоне приварки штуцера входа этановой фракции. Трещина развивалась вдоль оси кольцевого шва, и при достижении критической длины (200 мм) произошел переход в лавинообразное разрушение с разветвлением трещины но трем направлениям: вдоль шва и в обе стороны поперек оси шва по основному металлу. Химический состав и механические свойства основного металла 09Г2С корпуса теплообменника в основном соответствовали требованиям НД. Температура перехода материала днища (Т50) в хрупкое состояние по данным серийных испытаний составила -20 °С. Для материала обечайки она составляет от 0 до -20 °С. При температуре -40 °С вязкая составляющая в изломе отсутствовала. Механические свойства металла швов и сварных соединений отвечали требованиям, предъявляемым НД к качеству сварных соединений сосудов и аппаратов.
В зоне зарождения и докритического роста трещины, вызвавшей лавинообразное разрушение теплообменника, обнаружены следующие недопустимые дефекты кольцевого шва: непровар в корне шва глубиной 1-3 мм на длине 205 мм, горячие трещины, пленочные шлаковые включения между корневым и первым заполняющим швом размером до 5x10 мм и глубиной до 1,5 мм.
Инициатором разрушения теплообменника явился непровар в корне шва. Развитию разрушения способствовало наличие указанных выше дефектов шва и низкотемпературное охрупчивание материала обечайки при температуре -36 °С. В целях повышения эксплуатационной надежности сосудов, работающих под давлением при отрицательных температурах, выбор материалов для работы в таких условиях должен производиться с учетом их хладостойкости.
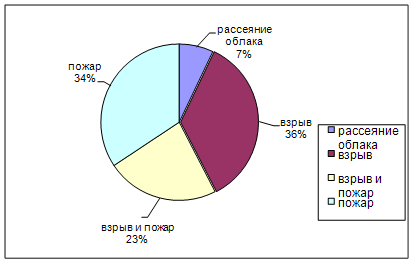
На ОГПЗ после 12-20 лет эксплуатации оборудования обнаружены в процессе диагностирования следующие коррозионные повреждения:
Похожие работы

... готовность начинается с оповещения и сбора руководящего состава. 5.1 Оповещение и сбор руководящего состава при возникновении чрезвычайной ситуации на Туймазинском газоперерабатывающем заводе Место сбора и работы комиссии по предупреждению и ликвидации чрезвычайных ситуаций и обеспечению пожарной безопасности Туймазинского газоперерабатывающего завода (КЧС ПБ) - здание бытового помещения, ...

... от кислых газов (м3/с) Концентрированные кислые газы, полученные при регенерации метанола, общим потоком подаются на установку переработки кислых газов с получением товарной серы. Из практики известно, что в промышленных условиях при очистке природного газа от кислых газов метанолом с последующим выделением кислых газов при регенерации, получают концентрированный кислый газ, содержащий 58% Н2S ...
... договоры фрахтования, получая право на использование судна. 2.1 Обеспечение технической и экологической безопасности в процессе транспортировки нефти Одним из наиболее перспективных путей ограждения среды от загрязнения является создание комплексной автоматизации процессов добычи, транспорта и хранения нефти. В нашей стране такая система впервые была создана в 70-х гг. и применена в районах ...
... производством. Техническое перевооружение и реконструкция позволяют устранить возникающие иногда диспропорции в мощности отдельных видов оборудования или основного и подсобно-вспомогательного производства. Заключение Нефтегазовая отрасль Республики Казахстан является неотъемлемой частью экономики государства, развитие которой во многом определяет стабильность социально - экономического ...
0 комментариев