Навигация
Места контроля и методы контроля коррозионного процесса по технологической схеме
51232
знака
0
таблиц
1
изображение
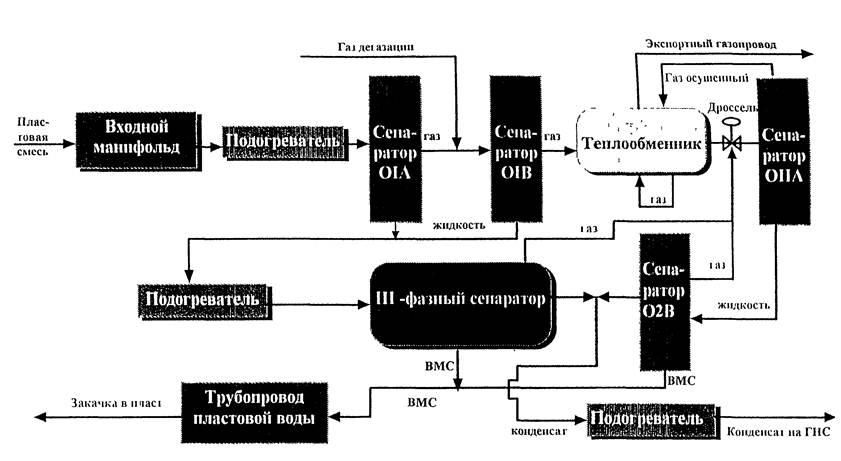
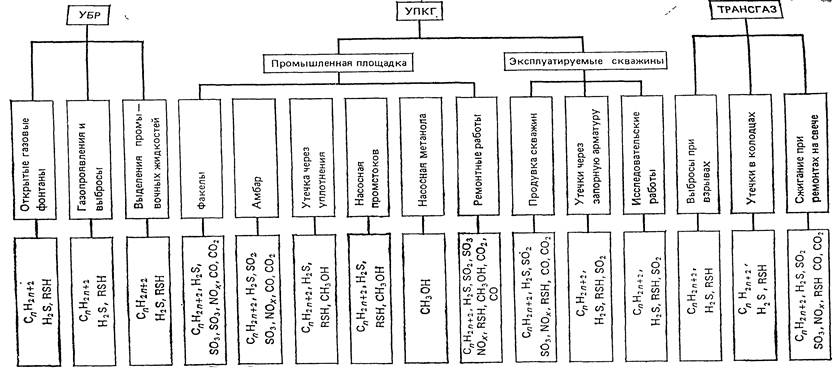
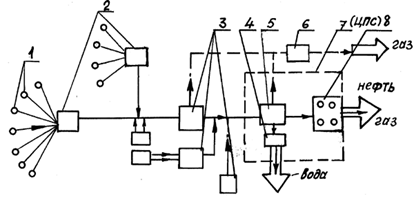
6. Места контроля и методы контроля коррозионного процесса по технологической схеме
Технологические среды процесса контактирующие с оборудованием, характеризуются различной коррозионной агрессивностью и вызывают разнообразные виды коррозионных повреждений, обусловленных присутствием в технологических потоках сероводорода, сернистого ангидрида, углекислого газа, жидкой серы, котловой воды и т.д.
Контроль над коррозией оборудования осуществляется цехом технического надзора следующими методами:
- периодический контроль и освидетельствование насосного оборудования;
- внешний осмотр сосудов и аппаратов в период эксплуатации и во время ППР;
- осмотр внутренних поверхностей сосудов и аппаратов во время ППР, в случае невозможности осмотра - проведение гидроиспытаний на прочность давлением не менее 1,25 рабочего давления;
- для всех трубопроводов токсичных взрывоопасных и горючих сред осуществление контроля сварных швов радиографическим методом контроля по требованию, периодическое проведение гидроиспытаний трубопроводов на прочность давлением не менее 1,5 расчетного давления;
- замер толщины стенок трубопроводов методом ультразвуковой толщинометрии согласно руководящим указаниям по эксплуатации, ревизии, ремонту и отбраковке технологических трубопроводов;
- замер толщины стенок обечаек и днищ аппаратов методом ультразвуковой толщинометрии;
- осуществление контроля за коррозией в аппаратах, работающих в агрессивной среде, с помощью образцов-свидетелей, помещенных в аппараты.
Коррозионному контролю подвергаются: реакторы, сепараторы, коагуляторы, конденсаторы и т.д.
7. Способы и методы предотвращения коррозииВ связи с тем что коррозия - естественный процесс, обусловленный термодинамической нестойкостью металлов в эксплуатационных условиях, срок службы металлических изделий часто бывает относительно коротким. Продлить его можно в основном четырьмя способами, которые широко используются на практике:
-изоляция поверхности металлических изделий от агрессивной среды;
-воздействие на металл с целью повышения его коррозионной устойчивости;
-воздействие на окружающую среду с целью снижения ее агрессивности;
-поддержание такого энергетического состояния металла, при котором окисление его термодинамически невозможно или сильно заторможено.
Первый способ носит название пассивной защиты. К нему относятся следующие методы:
1. Нанесение на поверхность металла слоя химически инертного относительно металла и агрессивной среды вещества с высокими диэлектрическими свойствами. Этот метод является наиболее распространенным. Он предполагает использование различного рода мастик, красок, лаков, эмалей и пластмасс, жидких в момент нанесения, а затем образующих твердую пленку, которая обладает прочным сцеплением (адгезией) с поверхностью металла. К этому методу следует отнести также и специальные методы укладки, часто используемые для защиты подземных сооружений на территории городов и заводов.
2. Обработка изделий специальными окислителями, в результате которой на поверхности металла образуется слой малорастворимых продуктов коррозии. Примером может служить образование нерастворимых фосфатов на поверхности стальных изделий (фосфатирование) или окиси алюминия на изделиях из алюминиевых сплавов.
3. Нанесение на изделия из малостойкого металла тонкого слоя другого металла, обладающего меньшей скоростью коррозии в данной среде (например, оцинкование, хромирование или никелирование стальных изделий).
4. Обработка металлических изделий растворами окислителей (пассиваторов) для перевода поверхностного слоя металла из активного состояния в пассивное, прикотором резко уменьшается переход ионов металла в раствор и тем самым снижается интенсивность коррозионного процесса.
Второй способ защиты – в ведение в металл компонентов, повышающих его коррозионную стойкость в данных условиях, или удаление вредных примесей, ускоряющих коррозию. Он применяется на стадии изготовления металла, а также при термической и механической обработке металлических деталей. Общую теорию коррозионного легирования предложил Н. Д. Томашов. Во многих случаях легирование металла, мало склонного к пассивации, металлом, легко пассивируемым в данной среде, приводит к образованию сплава, обладающего той же (или почти той же) пассивируемостью, что и легирующий металл. Таким путем получены многочисленные коррозионностойкие сплавы, например нержавеющие стали, легированные хромом и никелем.
Третий способ защиты предусматривает дезактивационную обработку агрессивной среды путем введения ингибиторов (замедлителей) коррозии. Действие ингибиторов сводится в основном к адсорбации на поверхности металла молекул или ионов ингибитора, тормозящих коррозию. К этому способу можно отнести и удаление агрессивных компонентов из состава коррозионной среды(деаэрации водных растворов, очистка воздуха от примесей и осушка его).
Обработкой коррозионной среды различными ядохимикатами достигается значительное снижение интенсивности деятельности микроорганизмов, что уменьшает опасность биокоррозии металлов.
При борьбе с подземной коррозией осуществлятся обработка агрессивного грунта с целью его гидрофобизации (несмачиваемости водой), нейтрализации и частичной замене на менее агрессивный грунт или специальную засыпку. Последнее мероприятие может быть квалифицировано также как изоляция металла от прямого воздействия среды.
Четвертый способ носит название активной защиты. К нему относятся следующие методы:
1. Постоянная катодная поляризация изделия, эксплуатирующегося в среде с достаточно большой электропроводностью. Такая поляризация, осуществляемая от внешнего источника электрической энергии, носит название катодной защиты. В некоторых случаях катодная поляризация может осуществляться не постоянно, а периодически, что дает ощутимый экономический эффект. При катодной защите изделию сообщается настолько отрицательный электрический потенциал, что окисление металла становится термодинамически невозможным.
2. Катодная поляризация, вызванная электрическим контактом изделия с металлом, обладающим более отрицательным электродным потенциалом, например стольного изделия с магниевой отливкой. Более электроотрицательный металл в среде с достаточно высокой электропроводностью подвергается окислению, а следовательно, разрушается. Его следует периодически заменять. Такой металл называется протектором, а метод протекторной защитой.
К этому методу можно тонести мероприятия по борьбе с блуждающими токами, которые ведутся по двум основным направлениям: предупреждение или уменьшение возможности возникновения блуждающих токов на самом источнике тока и поведение специальных работ на защищаемом подземном сооружении. Мероприятия первого направления – обязательная, но только начальная мера. Независимо от их результатов следует проводить работы по защите самих подземных сооружений, к которым относятся использование высокоизолирующих совершенных покрытий, устройство электрических экранов, установка изолирующих соединений (фланцев) на трубопроводах, укладка трубопроводов в подземных коллекторах и каналах, электродренажная защита, катодная поляризация и др.
3. Анодная поляризация, которая в некоторых случаях способствует поддержанию пассивного состояния металла в средах, не пассивирующих металл и являющихся весьма агрессивным.
К способам защиты от коррозии часто относят использование неметаллических материалов, обладающих высокой химической стойкостью (асбоцемента, бетона, керамики, стекла, пластмасс и т.д.). Однако изготовление изделий из других материалов не может рассматриваться как способ защиты от коррозии – где нет металла, там нет и коррозии его.
Система защиты от коррозии влияет не только на срок службы, но и на стоимость эксплуатации, технического обслуживания, расходы на прокачку, пропускную способность трубопровода.
Повышенная температура эксплуатации, наличие солей, сероводорода и углекислого газа в транспортируемом продукте, а так же другие факторы – все они способствуют внутренней коррозии. Имеются различные способы борьбы с внутренней коррозией, включая использование специальных сплавов, ингибиторов и покрытий.
Внутреннее эпоксидное антикоррозионное покрытие обеспечивает ряд преимуществ в дополнение к защите от коррозии:
-улучшенные характеристики потока и снижение энергопотребления на прокачку,
-упрощенную инспекцию при строительстве,
-защиту от коррозии при хранении,
-более легкую очистку и снижение образования осаждений.
Внутренние эпоксидные покрытия используются для защиты от коррозии нефте-, газопроводов и оборудования уже несколько десятков лет. Эти покрытия имеют достаточно высокую гибкость, стойкость к газам, высокую химическую стойкость и абразивостойкость. Температура эксплуатации покрытия зависит от его состава, но максимальная температура эксплуатации эпоксидных покрытий не превышает +140 С. Толщина покрытия обычно составляет 450-500 микрон или немного больше, в случае эксплуатации в особенно агрессивных средах.
Основное оборудование и трубопроводы изготовлены из коррозионно-стойких конструкционных материалов. В зонах высоких температур применены жаропрочные стали, а в зонах промежуточных температур применяются нержавеющие стали. При расчете толщины стенок труб и аппаратов для зоны высокой коррозионной активности принята увеличенная толщина стенок. Для защиты котлов аппаратов от коррозии в питательную воду добавляется тринатрийфосфат (Na3РО4 12Н2О), который удаляет накипь в виде солей, небольшая щелочность котловой воды парализует вредное коррозирующее воздействие на металлы, путем образования равномерной защитной пленки.
Оборудование и сварные швы трубопроводов подвергнуты термической обработке. Для снятия остаточных напряжений от воздействия атмосферной коррозии трубопроводов, аппаратов металлических конструкций предусмотрена покраска и изоляция.
В особо агрессивных местах 100 % внутренней поверхности конверторов заторкретировано.
8. Литература
коррозия трубопровод металлический растрескивание сероводородный
1. Гафаров Н.А., Гончаров А.А., Кушнаренко В.М. Определение характеристик надежности и технического состояния оборудования сероводородсодержащих нефтегазовых месторождений.-М. "Недра",2001-240 стр.
2. Сухотин А.М., Чекулаев Е.И. Способы защиты оборудования от коррозии – М., "Химия",1987-280 стр.
3. Дизенко Е.И., Новоселов В.Ф. Противокоррозионная защита трубопроводов и резервуаров – М., "Недра",1978-199 стр.
4. Красноярский В.В., Цикерман Л.Я. Коррозия и защита подземных металлических сооружений – М., "Высшая школа",1968-296 стр.
5. Скорчеллетти В.В. Теоретические основы коррозии металлов – Л., "Химия",1973-60 стр.
6. Чемоданов А.Н., Колотыркин Я.М. – М.,ВИНИТИ,1981-стр.102-154.
7. Акимав Г.В. Теория и методы исследования коррозии металлов – АН СССР,1945-414 стр.
8. Дьяков В.Г., Шрейдер А.В. Защита от сероводородной коррозии оборудования нефтеперерабатывающей и нефтехимической помышленности – М.,ЦНИИТЭнефтехим,1984-368 стр.
9. Территория нефтегаз. Журнал.2005 Актуальные вопросы противокоррозионной защиты.
Похожие работы

... готовность начинается с оповещения и сбора руководящего состава. 5.1 Оповещение и сбор руководящего состава при возникновении чрезвычайной ситуации на Туймазинском газоперерабатывающем заводе Место сбора и работы комиссии по предупреждению и ликвидации чрезвычайных ситуаций и обеспечению пожарной безопасности Туймазинского газоперерабатывающего завода (КЧС ПБ) - здание бытового помещения, ...

... от кислых газов (м3/с) Концентрированные кислые газы, полученные при регенерации метанола, общим потоком подаются на установку переработки кислых газов с получением товарной серы. Из практики известно, что в промышленных условиях при очистке природного газа от кислых газов метанолом с последующим выделением кислых газов при регенерации, получают концентрированный кислый газ, содержащий 58% Н2S ...
... договоры фрахтования, получая право на использование судна. 2.1 Обеспечение технической и экологической безопасности в процессе транспортировки нефти Одним из наиболее перспективных путей ограждения среды от загрязнения является создание комплексной автоматизации процессов добычи, транспорта и хранения нефти. В нашей стране такая система впервые была создана в 70-х гг. и применена в районах ...
... производством. Техническое перевооружение и реконструкция позволяют устранить возникающие иногда диспропорции в мощности отдельных видов оборудования или основного и подсобно-вспомогательного производства. Заключение Нефтегазовая отрасль Республики Казахстан является неотъемлемой частью экономики государства, развитие которой во многом определяет стабильность социально - экономического ...
0 комментариев