Навигация
Расчёт элементов корпуса
26906
знаков
7
таблиц
15
изображений
6. Расчёт элементов корпуса
Толщина стенок корпуса и крышки
δ=0,025 а+1 (6.1)
δ=0,025·140+1=2,5 мм
Принимаем δ=8мм
δ1=0,02 а+1
δ1=0,02·140+1=3,8 мм (6.2)
Принимаем δ1=8мм
Толщина фланцев поясов корпуса и крышки для верхнего пояса
L1=1,5 δ1 (6.3)
L1=1,5·8=12мм
Для нижнего пояса крышки
L=1,5 δ (6.4)
L=1,5·8=12мм
р=2,35 δ (6.5)
р=2,35·8=19мм
принимаем р=20мм
Толщина ребер основания корпуса
m=(0,85…1) δ (6.6)
m=(0,85…1) 8=6,8…8
принимаем m=7мм
Диаметр болтов фундаментных
d1=(0,03…0,036) а+12 (6.7)
d1=(0,03…0,036) ·140+12=16,2…17мм
Принимаем болты с резьбой М16
Крепящую крышку к корпусу у подшипников
d2=(0,07…0,75) d1 (6.8)
d2=(0,07…0,75) 16=11,2…12мм
Принимаем болты с резьбой М12
Соединяющие крышку с корпусом
d3=(0,5…0,6) d1 (6.9)
d3=(0,5…0,6) 16=8…9,6
Принимаем болты с резьбой М8
Размер определяющей положение болтов d2
е=(1…1,2) d2 (6.10)
е=(1…1,2) 12=12…14,4
q≥0,5 d2+ d3 (6.11)
q≥0,5·12+8=14
7. Подбор и расчёт муфты
Выбираем муфту по ГОСТ 20884-82 – упругая муфта с торообразной оболочкой
Таблица 6 – Параметры муфты, мм
| Тadm | d вала | D муфты | L | L1 |
| 500 | 40 | 280 |
![]() =2Т3/(πD12 δ)≤ τadm=0,5 МПа(7.1)
=2Т3/(πD12 δ)≤ τadm=0,5 МПа(7.1)
D1=0,75 D(7.2)
D1=0,75 ·280=210мм(7.3)
δ=0,05·D=0,05·280=14мм
![]() =2·321,7·103/(3,14·2102·14)0,33 МПа≤τadm=0,5МПа
=2·321,7·103/(3,14·2102·14)0,33 МПа≤τadm=0,5МПа
8. Расчетные схемы ва![]() лов
лов
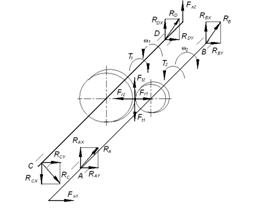
Рисунок 3 – Схема нагружения валов
Вал ведущий
Исходные данные:
Т2=82,9 Нм;
Ft1=2872 Н;
Fr1=1158 Н;
Fn1=780 H;
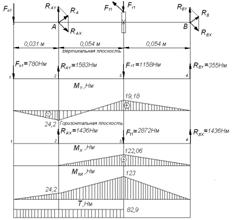
Рисунок 4 – Расчётная схема ведущего вала
Вертикальная плоскость
Реакция опор
∑МА=0; -Fn1·0,031+ Fr1·0,054-RBY·0,108 =0;
∑МВ=0; -Fn1·0,139-Fr1·0,054+RАY·0,108 =0;
![]()
![]()
Проверка:
∑Fi=-Fn1+RАY-Fr1+RBY=-780+355-1158+1583=0
Изгибающие моменты в сечениях вала
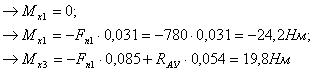
Строим эпюру Мх
Горизонтальная плоскость
Реакции опор
RАХ = RВХ =Ft1/2=2872/2=1436 Н
Изгибающие моменты в сечениях вала
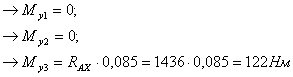
Строим эпюру Му
Определяем суммарный изгибающий момент в сечении вала по формуле
![]() (8.1)
(8.1)
![]()
Крутящий момент
Т=Т2=82,9 Нм
Вал ведомый
Исходные данные
Т3= 321,7Нм;
Ft2= Ft1=2872 Н;
Fr2= Fr1=1158 Н;
![]()

Рисунок 5 – Расчетная схема ведомого вала
Вертикальная плоскость
RDY= RCY=Fr2/2=1158/2=579
Изгибающие моменты в сечениях вала
Строим эпюру Му
Горизонтальная плоскость

Проверка:
![]()
Изгибающие моменты в сечениях вала

Определяем суммарный изгибающий момент в сечении вала
Крутящий момент
Т=Т3=321,7 Нм
Похожие работы
... времени определённое проектом. Фактическая мощность шахты - это максимальная добыча угля в единицу времени определённая с учётом фактического состояния горных пород. Существует параметрический типовой ряд годовых мощностей шахт: 1,2; 1,5; 1,8; 2,1; 2,4; 2,7; 3,0; 3,3; 3,6; 3,9; 4,2; 4,5; 4,8; 5,1; 5,4; 5,7; 6,0; 6,3; 6,6; 6,9; 7,2; 7,5. Расчет годовой мощности шахты рассчитывается по формуле ...
Характеристика технологического оборудования поточной линии производства сухого обезжиренного молока

... выпаривания продукт текуч. В процессе сушки сгущенная нормализованная смесь переходит в сухое состояние, характеризующееся сыпучестью. 3. Сравнительная характеристика технологического оборудования Гомогенизаторы предназначены для дробления и равномерного распределения жировых шариков в молоке и жидких молочных продуктах. Гомогенизаторы представляют собой многоплунжерные насосы высокого ...
... конвейерной линии; организация и системы ТО и ППР К обслуживанию ленточных конвейеров допускаются лица, прошедшие медицинское освидетельствование с заключением возможности работы на подземных конвейерных установках, обладающие соответствующими навыками и знаниями по обслуживанию и ремонту конвейеров, прошедшие инструктаж по ТБ, техминимум и имеющие право на обслуживание конвейерных установок. ...
... под высоким давлением, создаваемом в материальном цилиндре, впрыскивается в полость охлажденной формы, т.е. при литье в материале не происходят химические процессы структурирования и поэтому материал и его отходы могут перерабатыватъся неоднократно. Технологическая схема литья включает: - приготовление композиции; ~ литье под давлением с приформовкой головки к корпусу; - сбор технологических ...
0 комментариев