Требования, предъявляемые к конструкции оборудования
Материалы, применяемые для изготовления оборудования предприятий общественного питания
Направления развития конструирования
Описание режимов работы электрического котла КПЭ-250
Монтаж электрокотла пищеварочного КПЭ-250
Теплотехнический расчет электрического котла КПЭ-250С
Расчет теплового баланса котла
Расчет минимальной поверхности нагрева варочного котла
Расчетная схема
Навигация
Монтаж электрокотла пищеварочного КПЭ-250
Проектирование электрического пищеварочного котла емкостью 250 дм3
56208
знаков
2
таблицы
10
изображений
2.5 Монтаж электрокотла пищеварочного КПЭ-250
котел электрический оборудование пищеварочный
Электрокотел пищеварочный КПЭ-250 устанавливают на несгораемом полу или бетонной подушке и закрепляют четырьмя фундаментными болтами М16. Высоту подушки определяют с учетом длины закладной части
фундаментных болтов и высоты расположения сливного крана варочного сосуда, под который должен подходить борт тары для сбора содержимого котла.
Станцию управления размещают в удобном для наблюдения и обслуживания месте и крепят к стене или металлическим стойкам, заделанным в пол, цементным раствором.
До установки котла на место (рис. 4) готовят отверстия для закладной части фундаментных болтов, прокладывают электропровода (силовые и цепей управления) от станции управления, а также подводят трубопроводы холодного и горячего водоснабжения и трубопроводы для отвода вторичного пара от клапана турбинки. Стальную трубу с электропроводами выводят из пола внутри опорного фланца котла, а все технологические трубопроводы – снаружи. Обрез трубы с выводом электропроводов надежно защищают от попадания на него влаги. Трубопровод для отвода пара от клапана-турбинки прокладывают с уклоном 0,005 и соединяют с канализацией через сифон и разрыв не менее 100 мм.
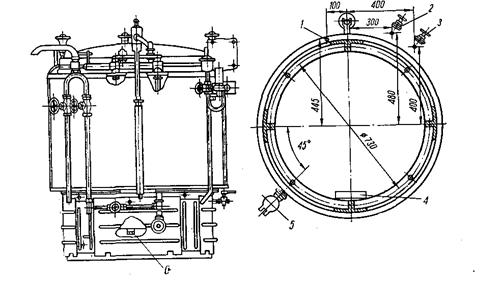
Рисунок 4 – Монтажная схема котла КПЭ-250:
1 – отвод вторичного пара; 2 – подвод горячей воды; 3 – подвод холодной воды; 4 – подвод электроэнергии; 5 – отвод промывочной воды; 6 – пробка пароводяной полости.
В процессе установки котел выверяют на горизонтальность по бортам варочного сосуда уровнем, который устанавливают на монтажной линейке; допустимая негоризонтальность котла 0,002. После закладки фундаментных болтов и выверки котла на горизонтальность под его опорный фланец подливают раствор бетона.
Тэны включают под напряжение только после заполнения парогенератора котла дистиллированной или кипяченой водой до уровня пробного крана. Воду заливают через воронку, расположенную рядом с предохранительным клапаном, при этом кран уровня должен быть открыт. На время разогрева котла открывают воздушный клапан парогенератора.
2.6 Безопасная эксплуатация
Перед началом работы проверяют санитарное состояние варочного сосуда, наличие заземления, уровень воды в пароводяной рубашке.
Для проверки уровня воды открывают контрольный кран и, если через него не пойдет вода, то добавляют в парогенератор через наполнительную воронку дистиллированную или кипяченую воду до появления ее из крана.
Затем проверяют работоспособность клапава-турбинки, приподняв турбину за кольцо вверх, и двойной предохранительный клапан, нажав несколько раз на рычаг. Потом проверяют воздушный клапан или запорный кран воронки. Специальным ключом устанавливают на манометре верхний и нижний пределы необходимого давления пара в пароводяной рубашке котла.
Проверяют целостность резиновой прокладки крышки и состояние откидных винтов. Потом в варочный сосуд загружают продукты и закрывают крышкой, закрепляя ее откидными винтами. Заполнять продуктами и водой пищеварочный котел нужно не превышая предельного уровня 8 – 10 см ниже кромки котла. Устанавливают тумблер на работу нужного режима и включают котел в работу нажатием кнопки «Пуск». Процесс тепловой обработки продуктов осуществляется автоматически. При необходимости корректируют положение верхнего и нижнего пределов давления на электроконтактном манометре в процессе варки. Во время работы котла контролируют состояние клапана-турбинки, двойного предохранительного клапана, манометра и сигнальных ламп.
После окончания работы отключают котел от электросети при помощи красной кнопки «Стоп». Прежде чем открыть крышку выпускают пар из варочного сосуда путем поднятия турбинки вверх до отказа, затем ослабляют откидные винты-зажимы и плавно без рывков откидывают крышку котла.
После выгрузки готовой продукции, остывший варочный сосуд и крышку промывают горячей водой и протирают снаружи сухой чистой тканью.
Надо помнить, что использование котла с загрязненным или неисправным клапаном-турбинкой всегда приводит к аварийным случаям, с травмированием и ожогами обслуживающего персонала. При работе с пищеварочными котлами нужно строго выполнять правила техники безопасности и безопасность труда.
2.7 Ремонт и испытания котлов
Капитальный ремонт котлов производят в специализированных ремонтных цехах, оснащенных стендами для производства разборочно-сборочных работ и испытаний тепловых аппаратов.
Примерная последовательность основных операций по разборке стационарных котлов на электрическом обогреве включает: снятие противовеса и крышки, отсоединение узла арматуры, снятие облицовки корпуса и постамента, удаление тепловой изоляции, разбор болтовых соединений, крепящих фланец блока тэнов, и вынимание блока.
Очистка от накипи. Тэны котлов на электрическом обогреве очищают вручную механическим способом или путем обработки их горячим щелочным раствором в специальной ванне в течение 8 – 12 ч.
Парогенераторы котлов, работающих на газовом обогреве, очищают раствором каустической соды (15 г/л), который заливают через воронку в пароводяную полость до крана уровня. Раствор разогревают, а затем поддерживают его температуру около 100 °С не менее 2 ч путем обогрева котла газовыми горелками. После этого котел разбирают, отделяют от корпуса парогенератор и дочищают его ершами или стальными щетками.
Определение дефектов и ремонт узлов. Неплотности в сварных швах, фланцевых и резьбовых соединениях, а также свищи в наружных стенках обнаруживают путем гидравлического испытания пароводяной полости давлением до 0,1 МПа. Неплотности можно обнаружить также по изменению окраски (посветлению) поверхностей деталей у мест выхода пара и по отложению накипи у мест протекания воды.
Течь во фланцах и резьбовых соединениях устраняют соответственно заменой прокладок из паронита ПОН и заменой уплотнительной подмотки из пенько-джутовой пряди. Паронитовую прокладку перед установкой прогревают 15 – 20 мин в горячей воде, а затем смазывают смесью машинного масла и графита.
Величину коррозионного износа наружной стенки пароводяной полости определяют ориентировочно простукиванием ее заостренной частью молотка.
Для измерения остаточной толщины в стенке вырезают отверстие для прохода измерительного инструмента, которое при необходимости закрывают вваркой заплаты.
При капитальном ремонте котлов равномерный коррозионный износ стенок допускается в пределах 20% их первоначальной толщины.
Для исправления сварных швов внутреннего сосуда, выполненного из нержавеющей стали 12Х18Н10Т, и приварки к нему штуцеров или других деталей из малоуглеродистой стали применяют электроды ОЗЛ-12 или ОЗЛ-14; шов, выполненный этими электродами, устойчив к межкристаллитной коррозии.
Варочные сосуды котлов, деформированные вследствие превышения установленного давления, разрешается править киянками или молотками с пластмассовой ударной частью, при этом с противоположной стороны стенки к месту нанесения ударов должна быть приложена деревянная поддержка, профиль поверхности которой должен соответствовать профилю поверхности стенки.
Узел арматуры в сборе перед установкой проверяют: на прочность – гидравлическим давлением 0,1 МПа, на плотность – пневматическим давлением 0,05 МПа. При проверке плотности арматуру погружают в ванну с водой.
Испытания. Перед сборкой узлов сварные швы, доступные для осмотра с двух сторон, испытывают керосином. Последний наносят кистью или ветошью на внутреннюю поверхность шва, при этом наружную поверхность его предварительно окрашивают меловой краской, приготовленной на воде, и просушивают. Шов считается плотным, если в течение 15 мин на меловой краске не появятся пятна керосина.
По окончании сборки корпуса, перед нанесением тепловой изоляции, пароводяную полость испытывают гидравлическим давлением 0,1 МПа. При испытании воздух из полости полностью удаляют через верхний штуцер. Испытательное давление выдерживают 5 мин, после чего снижают до 0,05 МПа и производят осмотр сварных швов, резьбовых и фланцевых соединений. Наличие капель и отпотевание поверхностей не допускаются.
Гидравлическое испытание давлением сети городского водопровода разрешается производить при условии установки редуктора, предварительно отрегулированного на испытательное давление. Следует учитывать, что превышение испытательного давления может вызвать повреждение (вспучивание) внутреннего сосуда котла.
Исправность клапана-турбинки и плотность прилегания крышки котла проверяют давлением 0,0025 МПа.
Похожие работы

... котлы имеют приборы газовой автоматики безопасности и регулирования. По принципу действия газовая автоматика бывает следующих видов: электромагнитная, дилатометрическая пневматическая. Котел пищеварочный электрический опрокидывающий КПЭ-160 стоит из цилиндрического варочного сосуда, изготовленного из нержавеющей стали, наружного корпуса, покрытого теплоизоляцией и облицовкой. Образованное между ...

... работник, и автоматизированные, где контроль за безопасной работой и режимом тепловой обработки обеспечивает сам тепловой аппарат при помощи приборов автоматики. На предприятиях общественного питания тепловое оборудование может использоваться как несекционное или секционное, модулированное. Несекционное оборудование, это оборудование, которое различно по габаритам, конструктивному исполнению и ...
... т.д.); отпуск и подача готового блюда. Технологическая схема приготовления блюда составляется по установленной форме, подписывается директором, заведующим производством и бухгалтером-калькулятором. 4.4 Разработка карты технологического процессаКарты технологического процесса разрабатывают на новые и фирменные блюда и кулинарные изделия. Таблица 4.4 – Карта технологического процесса производства ...
... цеха является ассортимент приготовленных блюд и кулинарных изделий и их количество, реализуемое за день. Однодневное расчетное меню приведено в таблице 3.4. Таблица 3.4 – Расчетное меню кафе на 100 мест в г. Одинцово Номер по сбор. рецептур Наименование блюда Выход блюда (мл, г.) Кол. порций ГОрячие напитки Кофе "эспрессо" 50 102 Кофе "эспрессо" ...
0 комментариев