Навигация
Расчет затвора соединения фланца с крышкой
40627
знаков
3
таблицы
14
изображений
7.5 Расчет затвора соединения фланца с крышкой
Выбираем затвор с двухконусным обтюратором. Размеры обтюратора:
Dcp = 2200 мм; h= 85 мм; h2 = 42 мм; hcp= 64,0 мм; α = 30º [2 c.146],
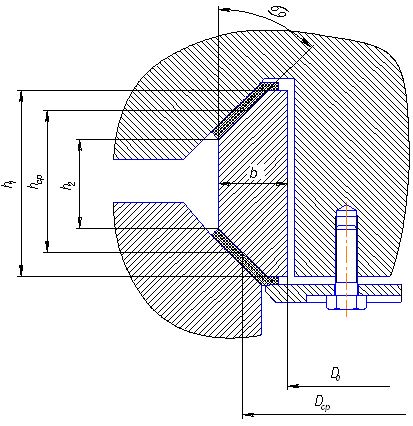
Рисунок7 – Конструкция двухконусного затвора
Равнодействующая внутреннего давления на крышку [5 с.2]:
Fp = πDcp2pp/4 = π2,22·28/4 = 53,4 МПа
Равнодействующая внутреннего давления на обтюраторное кольцо [5 с.2]:
Fo = 0,5πk3ppDcphcptgα
k3 = 1,0 – коэффициент, учитывающий влияние предварительной затяжки.
при рр > 24,52 МПа
Fo = 0,5π1,0·28·2,2·0,064tg30º = 3,6 МПа
Расчетное усилие для затвора [5 с.2]:
F = Fo+Fp = 53,4+3,6= 57 МПа
Расчетный диаметр шпилек [5 с.5]
dс.р = 
k4 = 1 – коэффициент учитывающий тангенциальные напряжения, возникающие в шпильке при ее затяжке.
k5 = 1,3 – при контролируемой затяжке
dм = 18 мм – для шпилек с резьбой более М85
n = 12 – число шпилек.
[σ] – допускаемое напряжение для шпилек
Материал шпилек – сталь 34ХН3М, для которой предел текучести
σт = 680 МПа, тогда нормативное допускаемое напряжение [3 с.6]:
σ* = σт/nт = 680/1,5 = 453 МПа
Допускаемое напряжение для шпилек
[σ] = ησ* = 1,0·453 = 453 МПа
η = 1,0 – поправочный коэффициент.
dc.p = (4·1,0·1,3·57/π12·453+0,0182)1/2 = 0,131 м.
Принимаем шпильки М150
Диаметр окружности центров шпилек:
Dб = D+dp+2a = 2000+150+2·285 = 2720 мм
a > 0,5dp = 0,5·150 = 75 мм → а = 285 мм
Наружный диаметр фланца:
Da = Dб+2dp = 2720+2·150 = 3020 мм
Конструкция шпильки приводится на рисунке

Рисунок8 – Конструкция шпильки
7.6 Расчет фланца
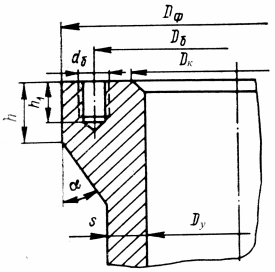
Рисунок9 – конструкция фланца
Dф=3020 мм
Dк=2200 мм
Dб=2720 мм
h1=308 мм
h=230 мм
Усилия, возникающие от температурных деформаций
![]() ,
,
где fб- расчетная площадь поперечного сечения болта
fб=0,018 м2 [6, табл.5]
Ебt-модуль продольной упругости материалов болтов при расчетной температуре
Ебt=1,97∙105 МПа.
αф, αб –коэффициенты линейного расширения материалов приварного фланца и болтов при расчетной температуре соответственно.
αф=13,1∙10-6 ![]()
αб=11,2∙10-6 ![]()
tф - расчетная температура фланца
tф= 0, 96∙ t
tб=0, 96 ∙200=192 °C
![]() =0,3
=0,3
![]() =0,95
=0,95
Тогда
![]() МН.
МН.
Болтовая нагрузка
в условиях монтажа до подачи внутреннего давления
![]() ,
,
где кж- коэффициент жесткости фланцевого соединения
кж=1,26
Подставляем значения:
![]()
в рабочих условиях
![]()
где М – внешний изгибающий момент
М=0
![]() .
.
Приведенный изгибающий момент.
![]() ,
,
![]()
![]() =
=![]()
Условие прочности болтов.
![]()
![]() МПа
МПа
![]() - условие выполняется.
- условие выполняется.
![]()
![]() МПа
МПа
![]() - условие выполняется.
- условие выполняется.
Расчет усилий, возникающих во фланце.
Максимальное напряжение в сечении S0.
![]() ,
,
где Т=1,8 [5, чертеж 3]
D*=D
![]() МПа.
МПа.
Максимальное напряжение в сечении S0.
![]() ,
,
где f=1,03 [5, чертеж 6]
![]() МПа.
МПа.![]()
Окружное напряжение в кольце фланца.
![]()
![]() МПа.
МПа.
Условие прочности.
![]() ,
,
где ![]() МПа.
МПа.
![]() МПа
МПа
![]() - условие выполняется.
- условие выполняется.
Требование к углу поворота фланца.
![]() ,
,
где ![]() - допустимый угол поворота фланца.
- допустимый угол поворота фланца.
![]()
![]()
![]() - условие выполняется.
- условие выполняется.
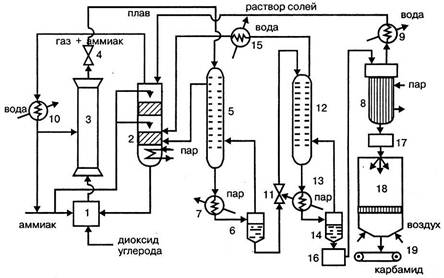
Определение гидравлического сопротивления колонны
Для уменьшения продольного перемешивания реакционной смеси, применяют секционирование аппарата установкой массообменных перегородок.
Для данного аппарата согласно [7 c.217] выбираем ситчатые тарелки ТС – Р.
Рабочее сечение тарелки 2,822
Диаметр отверстия 3 мм
Шаг между отверстиями 8 мм
Относительное свободное сечение тарелки 5,4%
Масса 120 кг
Общее количество тарелок 30
Ситчатые тарелки обеспечивают достаточно малый размер пузырьков по всей высоте колонны. Разрушают воздушные пробки, способствуют сохранению высокой величины площади контакта между газовой и жидкой фазами.
Определим гидравлическое сопротивление колонны.
Исходные данные:
Объемный расход аммиака VNH3 = 6,8·10-3 м3/с
углекислоты VСО2 = 2 м3/с
карбамида Vпл = 3,6·10-3 м3/с
Плотность аммиака ρNH3 = 910 кг/м3
углекислоты ρСО2 = 1,98кг/м3
карбамида ρпл = 900 кг/м3
Диаметр аппарата D = 2000мм
Диаметр тарелок D = 1800мм
Скорость плава
 ,
,
где с = 0,05
![]() м/с
м/с
![]() ,
,
где α = 80º
![]() м2
м2
![]()
![]() м2
м2
Площадь отверстий
![]()
![]() м2
м2
Скорость плава через отверстия
![]() м/с
м/с
Сопротивление тарелки
![]() Н/м2
Н/м2
Найдем сопротивление, вызванное силами поверхностного натяжения
![]() ,
,
где σ – поверхностное натяжение жидкости (Н/м)
σ = 70 ·10-3 Н/м
![]() Н/м2
Н/м2
Общее сопротивление
![]() Н/м2
Н/м2
Сопротивление колонны
![]() ,
,
где п – число тарелок
![]() Н/м2
Н/м2
Проверим условие: ![]()
![]()
![]() - условие не выполняется.
- условие не выполняется.
Следовательно, уменьшаем число тарелок.
Примем, что п = 20
Тогда ![]() Н/м2
Н/м2
![]()
![]() - условие выполняется.
- условие выполняется.
Похожие работы

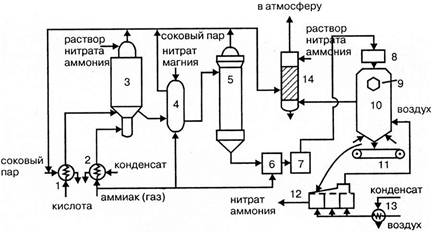
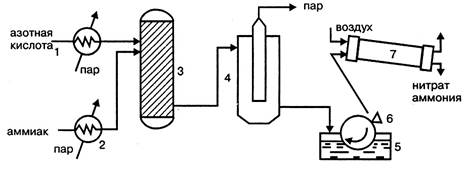
... азотной кислоты газообразным аммиаком, выпаривание нитрата аммония, кристаллизации и гранулирования плава, охлаждения, классификации и опудривания готового продукта (рис.1.2.). В настоящее время в связи с освоением производства 18 – 60% азотной кислоты основная масса нитрата аммония производится на установках АС-67, АС-72, АС-72М, мощностью 1360 и 1171 т/сутки с упариванием в одну ступень, а ...
... камерой или центральной циркуляционной трубой. В аппаратах с выносной нагревательной камерой скорость циркуляции может достигать 1,5м/с, что позволяет выпаривать в них концентрированные и кристаллизирующиеся растворы, не опасаясь слишком быстрого загрязнения поверхности теплообмена. Аппараты с вынесенной зоной кипения могут эффективно применятся для выпаривания кристаллизирующихся растворов ...
... тонн удобрений. Особенностью украинской промышленности, производящей минеральные удобрения, является удаленность от сырьевой базы и близость к портам Черного моря. В настоящий момент в структуре украинского производства минеральных удобрений доминируют азотные: карбамид, аммиачная селитра, сульфат аммония. Мощности по производству других видов удобрений незначительны или же не используются. В ...

... экономической экспансии и завоевания новых рынков [1, с.145]. 2. Практическое исследование роли диверсификации производства в химической и нефтехимической промышленности 2.1. Предпосылки перехода к реализации программ диверсификации деятельности предприятий химического комплекса России в современных условиях Сегодняшний этап развития экономических отношений в России характеризуется ...
0 комментариев