Навигация
Составить схему размерной цепи
23709
знаков
7
таблиц
16
изображений
1. Составить схему размерной цепи.
2. Решить прямую задачу (задачу синтеза) размерной цепи с помощью метода полной взаимозаменяемости.
Решение.
Необходимо при обработке вала выдержать размер АΔ= 226h12 = 226-0,46 (рис. 9).
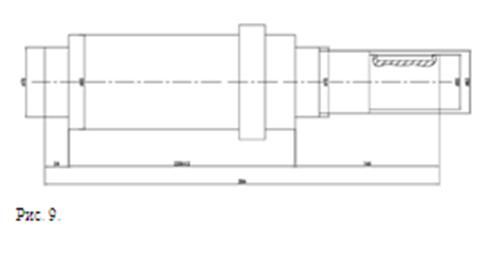
Составим схему размерной цепи (рис. 10).

Производим проверку замкнутости размерной цепи, мм:
![]() ,
,
где Aj – номинальные размеры составляющих звеньев;
m-1 – общее число составляющих звеньев без замыкающего;
εj – передаточные отношения составляющих звеньев.
АΔ = +1·394 - 1·144 - 1·24 = 226 мм
Найдем значения единиц допуска для составляющих звеньев.
![]()
![]()
А1 = 394 мм; ![]()
А2 = 144 мм; ![]()
А3 = 24 мм; ![]()
Коэффициент точности:

По данным ГОСТ 25346-89 ближайшее меньшее значение коэффициента точности к полученному будет для 10 квалитета. Оно равно 64 (IT10=64i).
Назначаем по ГОСТ 25346-89 допуски составляющих звеньев по 10 квалитету:
ТА1 = 0,230; ТА2 = 0,140 мм.
Звено А3 выбираем увязывающим.
Сумма допусков составляющих звеньев без увязывающего:
![]()
Допуск увязывающего звена:

Отклонения составляющих звеньев назначаем в тело детали:
А1 (394h10): Es = 0; Ei = -230; Ec = -115 мкм;
А2 (144Н10): Es = +140; Ei = 0; Ec = +70 мкм;
АΔ (226h12): Es = 0; Ei = -460; Ec = -230 мкм.
Рассчитаем положение середины поля допуска увязывающего звена:
![]()
Предельные отклонения увязывающего звена:
EsАувяз = EсАувяз + ТАувяз/2 = +45 + (90/2) = +90 мкм
EiАувяз = EсАувяз - ТАувяз/2 = +45 - (90/2) = 0 мкм
Результаты расчетов сведем в табл. 7.
Таблица 7
| Номиналь-ный размер звена Aj, мм | Допуск размера ТАj, мкм | Верхнее отклонение EsAj, мкм | Нижнее отклонение EiAj, мкм | Середина поля допуска ЕсАj, мкм | Передаточ-ное отношение звена εj | Произведе-ние ε·ЕсАj, мкм |
| 226h12 | 460 | 0 | -460 | -230 | ||
| A1=394h10 A2=144H10 | 230 140 | 0 +140 | -230 0 | -115 +70 | +1 -1 | -115 -70 |
| A3увяз=24 | 90 | +90 | 0 | +45 | -1 | -45 |
Проверка правильности выполненных расчетов.
![]()
![]()
![]()
![]()
Используя данные задач 2, 3, 4, 5, 6 указать на эскизе полученные поля допусков осевых и диаметральных размеров вала.
Решение.
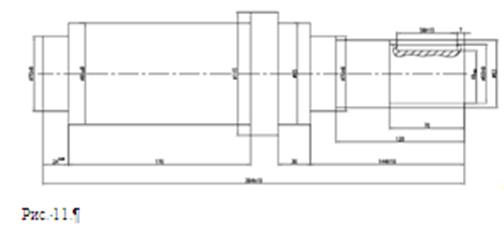
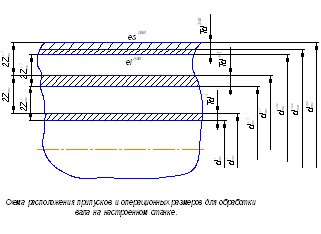
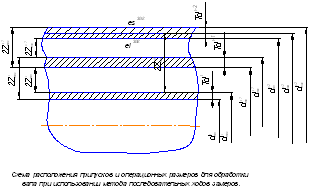
Проставим размеры на рабочем чертеже вала, используя комбинированный метод (рис. 11).
Для обработки левой части (после обработки правой) вал поворачивают на 180°, т.е. происходит смена технологических баз для формирования размеров как вдоль оси, так и диаметральных.
Обеспечение при обработки точности размеров 24+0,09, 144Н10, 394h10 обеспечит точность размера 226h12, определяющего качество сборки.
Для всех свободных размеров отклонения принимаем по 14 квалитету (по «среднему» классу точности). На чертеже об этом сделаем запись в технических требованиях.
1. Выбрать средство измерения для контроля размера вала под посадку с натягом.
2. Охарактеризовать выбранное измерительное средство: наименование, ГОСТ, цена деления шкалы, диапазон измерений, погрешность измерения, температурный режим, вариант использования.
Решение.
Размер вала под посадку с натягом: 95u8. По ГОСТ 8.051-81 определяем:
Допускаемая погрешность измерения: 12 мкм.
Допуск размера: 54 мкм.
Так как вал имеет значительную массу, то будем использовать не станковые, а накладные средства измерения.
Рекомендуемые средства измерения:
Похожие работы
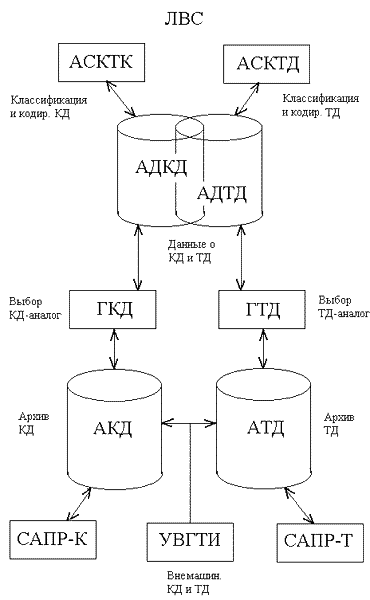
... и кодирование изделий и технологических процессов их производства формирует унифицированный язык описания объектов конструирования, проектирования технологии и изготовления в машиностроении и приборостроении. На различных стадиях жизненного цикла изделий машиностроения и приборостроения применение классификаторов обеспечивает повышение эффективности создания и изготовления изделий, улучшения их ...
... количества подготовленных кадров на местном рынке труда, а с другой стороны - непривлекательность предлагаемых вакансий по условиям труда и уровню заработной платы. 2. Анализ внешнего рынка машиностроения и металлообработки По итогам 2005 г. вывоз из России в КНР черных металлов в стоимостном выражении увеличился на 22,8%. В частности поставки горячекатаного проката увеличились в ...
... в процесс, были одобрены, спланированы, получили материально-техническую поддержку и управлять в целях заинтересованных сторон. Глава 3. Перспектива автоматизации системы неразрушающего контроля изделий на предприятиях машиностроительного профиля 3.1 Комплексная технология АУЗК В связи с высоким техническим уровнем современного производства методом и средством НК предъявляют высокие ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
0 комментариев