Навигация
Микрометр гладкий МК с величиной отсчета 0,01 мм, с закреплением на стойке, предельная погрешность измерения: 5 мкм
23709
знаков
7
таблиц
16
изображений
1. Микрометр гладкий МК с величиной отсчета 0,01 мм, с закреплением на стойке, предельная погрешность измерения: 5 мкм.
2. Скобы индикаторные с ценой деления 0,01 мм, с закреплением на стойке, предельная погрешность измерения: 15 мкм.
Для контроля размера выберем микрометр. Микрометр гладкий МК ГОСТ 6507-78; цена деления 0,01 мм; диапазон измерений 75-100; погрешность измерения 5 мкм; температурный режим - 2°С; закреплен на стойке (изолирован от рук оператора).
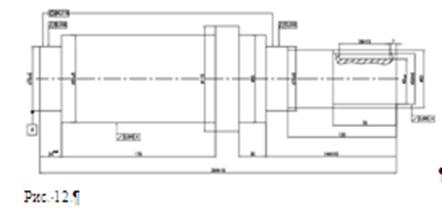
Задача 9Назначить допуски соосности и цилиндричности для поверхностей вала под подшипники, и радиального биения – для поверхностей вала под зубчатое колесо и под шкив, используя нормальный уровень относительной геометрической точности.
Решение.
Назначим отклонения формы и расположения для поверхностей вала диаметром Ø95u8, Ø70n6, Ø55h9.
Задан нормальный уровень относительной геометрической точности А. По ГОСТ 24643-81 определяем соответствующую степень точности формы. Для Ø95u8 – 7 степень точности, для Ø70n6 – 5 степень точности, для Ø55h9 – 8 степень точности.
Допуск цилиндричности по ГОСТ 24643-81 для Ø70n6 и 5 степени точности – 6 мкм.
Допуск радиального биения по ГОСТ 24643-81 для Ø95u8 и 7 степени точности – 40 мкм, для Ø55h9 и 8 степени точности – 60 мкм.
Допуск соосности поверхностей под подшипники в диаметральном выражении по ГОСТ 24643-81. Для вала Ø70n6 (5 степень точности) он составит 16 мкм. В радиусном выражении – 16/2=8 мкм.
В качестве базы для оценки радиального биения примем ось вала.
Обозначение отклонений формы и расположения поверхностей покажем на рисунке 12.
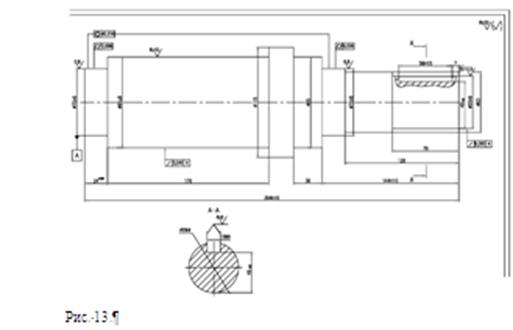
Назначить требования к шероховатости поверхностей вала, исходя из нормального уровня относительной геометрической точности А.
Решение.
Для нормального уровня точности А принимаем Rz≤0,2T в пределах от 320 до 10 мкм и от 0,10 до 0,025 мкм. Rа≤0,05T в пределах от 2,5 до 0,002 мкм.
Величины допусков для рассматриваемых размеров принимаются по ГОСТ 25346-89. Расчетные значения Rа или Rz округляем до ближайшего меньшего стандартного значения.
Для Ø70n6: Т = 19 мкм, Rа ≤ 0,95 мкм, выбираем Rа = 0,8 мкм.
Для Ø95u8: Т = 54 мкм, Rz ≤ 10 мкм, выбираем Rz = 10 мкм.
Для Ø55h9: Т = 74 мкм, Rz ≤ 14 мкм, выбираем Rz = 12,5 мкм.
Для 16N9: Т = 43 мкм, Rz ≤ 8 мкм, выбираем Rz = 8 мкм.
Для прочих поверхностей назначаем Rz = 20.
Обозначение параметров шероховатости поверхностей вала приведем на рисунке 13.
1. Проанализировать точность резьбового соединения в соответствии с заданием по своему варианту.
Привести эскизы резьбового соединения с обозначением посадки и отдельно деталей соединения с обозначением полей допусков.
1. Пояснить содержание условных обозначений.
2. Определить номинальные размеры параметров резьбы, показав их на эскизе.
3. Установить предельные отклонения диаметров резьбы, их предельные размеры и допуски. Определить зазоры.
4. Построить в масштабе схему расположения полей допусков, указав предельные размеры диаметров резьбы.
Резьба М22-6Н/6d-30.
Решение.
Проанализируем точность резьбового соединения М22-6Н/6d-30. На рис. 14 приведем эскизы резьбового соединения, и эскизы полей допусков деталей соединения.
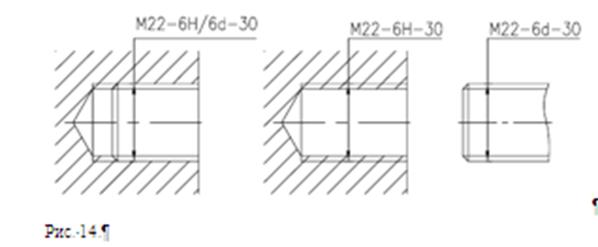
Условное обозначение указывает, что резьба метрическая (угол профиля 60°), с крупным шагом, диаметром 22 мм, длиной свинчивания 30 мм.
6Н/6d – обозначение посадки резьбового соединения;
6Н – поле допуска среднего и внутреннего диаметров резьбы гайки;
6d – поле допуска среднего и наружного диаметров резьбы болта;
6 – степень точности, определяющая допуски диаметров резьбы гайки и болта;
Н, d – основные отклонения соответственно диаметров резьбы гайки и болта.
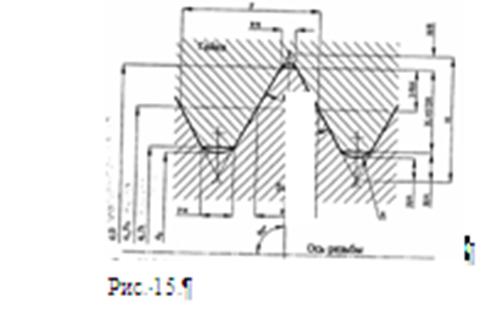
ГОСТ 24705-81 и ГОСТ 8724-81 определяем номинальные размеры наружного D (d), внутреннего D1 (d1) и среднего D2 (d2) диаметров резьбы, шага резьбы Р, исходной высоты профиля Н, а также угла профиля α для резьбы с номинальным диаметром 22 и крупным шагом.
D = d = 22,000; D1 = d1 = 19,294; D2 = d2 = 20,376; Р = 2,5;
Н = 0,8667Р = 2,167; α = 60°.
На рис. 15 показаны основные параметры анализируемой резьбы.
![]()
По ГОСТ 16093-81 устанавливаем предельные отклонения диаметров резьбы, сопрягаемых на посадках с зазором, мкм:
Для гайки М22-6Н:
ESD = +Н/8; EID = 0;
ESD2 = +224; EID2 = 0;
ESD1 = +450; EID1 = 0.
Для болта М22-6d:
esd = -106; eid = -441;
esd2 = -106; eid2 = -276;
esd1 = -106; eid1 = -Н/8.
Предельные размеры и допуски средних диаметров резьбы болта и гайки, мм:
D2max = 20,376 + 0,224 = 20,6; d2max = 20,376 - 0,106 = 20,27;
D2min = 20,376 + 0= 20,376; d2min = 20,376 - 0,276 = 20,1;
TD2 = D2max - D2min = 0,224; Td2 = d2max - d2min = 0,17
Для других диаметров резьбы расчет предельных размеров аналогичен. Отклонения шага и половины угла профиля, влияющие на взаимозаменяемость, учитываются допуском на средний диаметр.
Зазоры в соединении по среднему диаметру, мм:
S2max = D2max - d2min = 20,6 - 20,1 = 0,5;
S2min = D2min - d2max = 20,376 - 20,27 = 0,106.
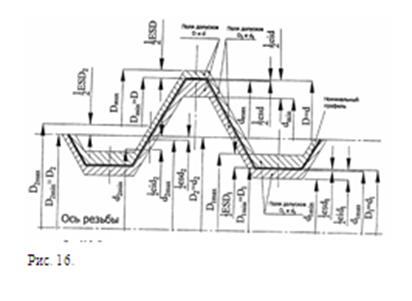
На рис. 16 покажем расположение полей допусков диаметров резьбы, предельные размеры и зазоры в масштабе 100:1.
В отличие от схем расположения полей допусков гладких соединений для схемы расположения полей допусков резьбового соединения условно принимается соосное расположение резьбы болта и гайки, поэтому на схеме откладываются половины значений отклонений.
Учитывая особенности работы резьбового соединения М22-6Н/6d-30 и его точность, контроль параметров резьбы рекомендуется осуществлять резьбовыми калибрами.
![]()
Список использованной литературы
1. Анурьев В.И. Справочник конструктора-машиностроителя: в 2 т. / В.И. Анурьев. – М.: Машиностроение, 2001. – Т. 2. – 912 с.
2. Допуски и посадки: справочник: в 2 ч. / под ред. В.Д. Мягкова. – Л.: Машиностроение, 1982. – Ч. 1. – 544 с.; Ч. 2. – 448 с.
3. Крылова Г.Д. Основы стандартизации, сертификации, метрологии/ Г.Д. Крылова. – М.: ЮНИТИ-ДАНА, 2000. – 711 с.
4. Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения / А.И. Якушев. – М.: Машиностроение, 1986. – 352 с.
5. Зябрева Н.Н. Пособие к решению задач по курсу «Взаимозаменяемость, стандартизация и технические измерения» / Н.Н. Зябрева, Е.И. Перельман, М.Я. Шегал. – М.: Высшая школа, 1977. – 176 с.
6. Сергеев А.Г. Сертификация. / А.Г. Сергеев, М.В. Латышев. - М.: Логос, 2000. – 248 с.
Похожие работы
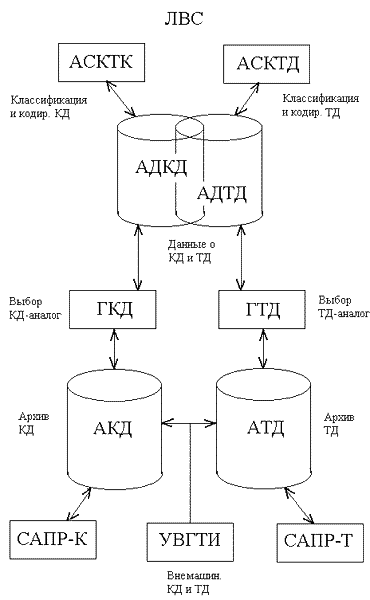
... и кодирование изделий и технологических процессов их производства формирует унифицированный язык описания объектов конструирования, проектирования технологии и изготовления в машиностроении и приборостроении. На различных стадиях жизненного цикла изделий машиностроения и приборостроения применение классификаторов обеспечивает повышение эффективности создания и изготовления изделий, улучшения их ...
... количества подготовленных кадров на местном рынке труда, а с другой стороны - непривлекательность предлагаемых вакансий по условиям труда и уровню заработной платы. 2. Анализ внешнего рынка машиностроения и металлообработки По итогам 2005 г. вывоз из России в КНР черных металлов в стоимостном выражении увеличился на 22,8%. В частности поставки горячекатаного проката увеличились в ...
... в процесс, были одобрены, спланированы, получили материально-техническую поддержку и управлять в целях заинтересованных сторон. Глава 3. Перспектива автоматизации системы неразрушающего контроля изделий на предприятиях машиностроительного профиля 3.1 Комплексная технология АУЗК В связи с высоким техническим уровнем современного производства методом и средством НК предъявляют высокие ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
0 комментариев