Навигация
4. Технологическая часть
Основные этапы сварочных работ
При проведении сварочных работ и изготовлении сварных конструкций необходимо соблюдать ряд требований, которые к ним предъявляются. Основным в этом деле требованием является точное соответствие сварной конструкции эксплуатационному предназначению.
Сварная конструкция должна быть очень прочной и надежной, жесткой, но при всех затратах труда и материалов она должна быть экономичной.
Всего каждой конструкции предстоит пройти несколько этапов.
Это процесс сборки и предшествующие ему составление проекта и изготовление. На этапе составления проекта необходимо рассмотреть все варианты, в которых возможно скомпоновать схемы будущего изделия, а также выбрать методы, которыми будет изготовлено изделие, а затем смонтировано.
Готовое изделие или конструкция должна быть устойчивой и долговечной, - именно такие требования предъявляются к ней по параметрам наработки.
Кроме того, изделию должна быть свойственна ремонтопригодность и высокая технологичность.
Под технологичностью подразумевают возможность производства каждого составляющего элемента конструкции или непосредственно ее с помощью самого высокопроизводительного оборудования, а также при минимальных затратах труда.
К примеру, можно использовать штамповку деталей, а не кислородную вырезку.
Самые маленькие или отдельные готовые составляющие элементы сварных конструкций называются сварными узлами. Они представляют собой скрепленные между собой несколько деталей посредством сварочного процесса.
При сварочных работах с использованием электрозаклепок возможны саморазрушения сварных конструкций за счет образования высоких внутренних напряжений.
Поэтому не рекомендуется прибегать к нахлесточной сварке при работе с очень большими отверстиями или с теми, которые имеют диаметр меньше, чем 30 миллиметров.
Сварочным производством называют совокупность нескольких технологических операций, в результате которых получаются готовые сварные конструкции или их составляющие части.
В процесс сварочного производства входят работы по заготовке, сборке, сварке, отделке. Дополнительными операциями считаются вспомогательные и контрольно-проверочные работы.
Каждый комплекс перечисленных работ состоит в свою очередь из определенного набора мероприятий.
Заготовительный этап.
Остановимся подробнее на комплексе заготовительных работ в сварочном производстве.
Заготовительные работы представляют собой процесс, в котором производятся заготовки для будущих сварных деталей либо деталей, которые будут использованы в сварных узлах.
Сюда же входят процессы рубки и механической резки. Для осуществления резки используется плазменно-дуговой метод либо кислородно-машинная технология, - в зависимости от сложности сварного изделия.
Если необходимо сделать отверстия в изделиях, гибку, то используют механические прессовочные аппараты и гибочные станки. Заготовки, нуждающиеся в правке, а также листы и полоски для будущих заготовок, которые необходимо исправить, укладываются на механические или гидравлические прессы.
При производстве заготовок на них образуются заусенцы, места ржавчины и проявляются окалины. Таких дефектных участков, естественно, на заготовке быть не должно.
Поэтому производят процесс зачистки, для чего используют галтовочные барабанные установки, дробеочистительные установки. Иногда при невозможности произвести эти операции автоматизированным путем, мастера все делают вручную.
Иногда заготовки могут отправляться на точение, высверливание либо строгание.
Это делается в тех случаях, когда предусмотрено чертежом или эскизом будущего изделия.
Подготовительный этап.
Перед тем, как приступить к началу сварочного процесса, мастеру необходимо провести ряд подготовительных мероприятий, при которых убедиться, что оборудование готово к работе.
Сварочное оборудование необходимо очистить от пыли и мусора, произвести проверку на исправность всех элементов нагрева и контроля температуры.
Сварщик также должен убедиться в том, что в исправном состоянии находятся амперметры и вольтметры.
Для того, чтобы зафиксировать результаты, полученные в ходе проверки, ведется специальный журнал учета.
Для того, чтобы произвести сварочные работы, потребуется не только сам сварочный аппарат.
Необходимо, чтобы у сварщика было дополнительное сопутствующее оборудование.
К ним относятся механизмы и аппараты, которыми удерживаются изделия, перемещаются и т.д.. общими словами можно обозначить эти
приспособления по таким группам: технологические, приспособления, необходимые для облегчения кантования и укладки сварных
конструкций, механизмы, предназначенные для уборки на участке сварки.
В некоторых сварочных цехах особо крупного размера всегда присутствует транспортное оборудование с грузоподъемностью, выбранной в зависимости от условия производства.
Сварка и сборка.
Последним этапом сварочных работ является непосредственно сварка и сборка изделия, производится сборка узлов, и накладываются сварные швы на места соединения.
Режимы сварочных работ
Выбор режима сварки
Все параметры режима сварки можно разделить на основные и дополнительные. Основные параметры- это величина и полярность тока, диаметр электрода, напряжение на дуге, скорость сварки. Дополнительные параметры - состав и толщина покрытия электрода, положение электрода и положение изделия.
Сварочный ток. Увеличение его вызывает (при одинаковой скорости сварки) рост глубины проплавления (провара), что объясняется изменением погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны
Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40—50% больше, чем постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15—20% меньше, чем При сварке постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также от вида соединения и формы подготовленных кромок под сварку. При сварке встык "листов стали толщиной до 4 мм в нижнем положении диаметр электрода обычно берется равным толщине свариваемого металла. При сварке стали большей толщины используют электроды диаметром 4-—6 мм при условии обеспечения полного провара соединяемых деталей и правильного формирования шва.
Напряжение определяет, главным образом, ширину шва. На глубину провара напряжение оказывает весьма незначительное влияние. Если при увеличении напряжения скорость сварки увеличить, ширина шва уменьшится.
Сила тока в основном зависит от диаметра электрода, а также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем выше производительность, т. е. больше наплавляется металла.
Однако при чрезмерном для данного диаметра электрода токе электрод быстро нагревается выше допустимого предела, что приводит к снижению качества шва и повышенному разбрызгиванию.
Для сварки Траверсы 4т можно выбрать электрод марки ОК-46, так как он хорошо подходит для сварки ответственных конструкций, даметр электрода 4мм(выбан в соответствии с таблицей выбора диаметра электрода, по толщине свариваемой стали)
Силу сварочной дуги расчитываем по формуле I = 1мм Dэ * 30-50А, таким образом находим что сварочный ток должен быть от 120 до200А.
Ток может быть как переменный так и постоянный, в данном случае используется постоянный ток прямой полярности.
Сварка производится в нижнем положении для большего удобства.
Предварительный подогрев не требуется.
сварка траверса присадочный электродуговой
Похожие работы
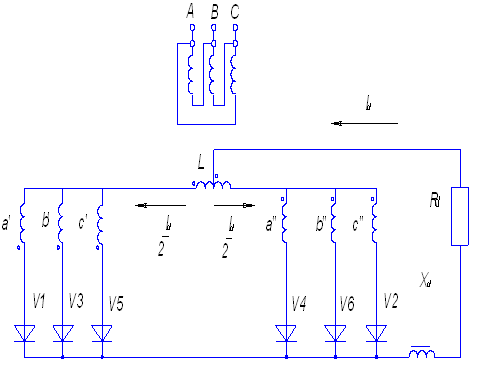
... хода выпрямителя: Udxx0=1,35∙ U2ф =1,35∙68,4=92,3 (В) 1.3. Действующее значение тока вторичных обмоток трансформатора: I2ф= Idн∙0,289=500∙0,289=144,5 (А) выпрямитель катушка трансформатор сварочный 1.4. Расчётное значение тока вторичных обмоток: I2ф расч.=I2ф∙=144,5∙=111,9 (А) 1.5. Коэффициент трансформации: При соединении первичной обмотки в ...
... работы. 33. Электротехнические работы. 34. Особостроительные работы. 35. Монтаж технологического оборудования. 36. Пусконаладочные работы. 3. Выбор методов производства строительно-монтажных работ 3.1 Выбор крана и вспомогательных машин для монтажа конструкций Выбор крана производят в зависимости от объемно-планировочной и ...
... дорогостоящего сварочного оборудования для лучевых и, в первую очередь, лазерных технологий, а также сварочных роботов. На начало века ведущие позиции на мировом сварочном рынке устойчиво занимают страны Западной Европы, США и Япония. Эти страны также составляют ведущую тройку важнейших экономических регионов мира, которые играют определяющую роль в глобализации мировой экономики. Среди них ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...
0 комментариев