Навигация
Описание сварных материалов
58600
знаков
0
таблиц
0
изображений
3. Описание сварных материалов
1. Общие сведения о металлических (присадочных) материалах
Сварка является одним из ведущих технологических процессов изготовления металлических конструкций.
В большинстве случаев сварки плавлением и при всех наплавочных работах в расплавляемый основной металл вводится добавочный, наплавляемый; в результате их смешивания образуется сварочная ванна. Кристаллизация металла сварочной ванны вследствие прекращения действия источника тепла или его удаления при перемещении приводит к образованию металла сварного шва или наплавки. Введение добавочного металла осуществляется посредством расплавления сварочным источником тепла специальных сварочных материалов. Они могут вводиться в сварочное пространство как энергетически связанными с источником тепла (дуговая сварка плавящимся электродом и электрошлаковая сварка токоведущим электродом), так и автономно, непосредственно не связанными с источниками тепла (газовая сварка, сварка неплавящимся электродом).
При дуговой сварке применяют неплавящиеся и плавящиеся электроды.
Неплавящиеся электроды изготавливают из вольфрама и его сплавов.
Для плавящихся электродов наиболее распространённым материалом является холоднотянутая калиброванная проволока диаметром 0,3-12 мм, а также горячекатаная или порошковая проволока, электродные ленты и пластины.
Классификация сварочных материалов в связи с их большим разнообразием чрезвычайно затруднена и до настоящего времени не разработана. Вот основные виды плавящихся металлических сварочных материалов:
Электродная проволока
Штучные электроды для дуговой сварки
Пластинчатые и пластино-проволочные электроды для электрошлаковой сварки
Плавящиеся присадочные (добавочные) материалы сплошного сечения
Плавящиеся присадочные материалы трубчатого несплошного сечения и порошки
Присадочные катаные, волоченые, литые стержни и проволока
Трубчатые (порошковые) электродные проволоки
Наплавочные катаные, протянутые проволоки
Наплавочные ленты
Литые стержни
Наплавочные трубчатые (порошковые) проволоки
Наплавочные порошковые ленты.
Не менее велико и качественное разнообразие сварочных материалов различного назначения. Так, одной только стальной электродной проволоки, централизованно поставляемой металлургической промышленностью по ГОСТу 2246--60, имеется около 60 различных составов при различном сортаменте по размерам. Каждый периодический пересмотр этого ГОСТа увеличивает количество включенных в него марок. Кроме того, электродные и присадочные материалы поставляются и по другим ГОСТам: например, около десяти марок сварочной проволоки из алюминия и его сплавов, две марки чугунных присадочных материалов и др. Учитывая присадочные (электродные) материалы, потребляемые сварочным производством по различным ведомственным ТУ и другим техническим документам, общее количество таких материалов по маркам превышает 100.
Плавящиеся сварочные проволоки, стержни и пластины
При сварке под флюсом и в защитных газах и при электрошлаковой сварке применяется проволока без покрытия - голая электродная проволока.
Стальную сварочную проволоку изготавливают по ГОСТ 2246-70*. Сварочная проволока разделяется на низкоуглеродистую, легированную и высоколегированную. Всего выпускается 77 марок проволоки. Путем соответствующего выбора состава плавящегося электрода можно изменять состав металла шва - легировать его нужными элементами. Обычно состав сварочной проволоки берется близким к составу свариваемого металла.
Проволока для изготовления электродов для сварки : алюминия и его сплавов маркируется: АО, А1, АД, АД1. АЛц, АМг и т. д., где цифра показывает общее количество примесей (ГОСТ 7871--75). Выпускается также стальная, наплавочная проволока по ГОСТ 10543--82.
Для сварки меди и ее сплавов применяют электроды со стержнями из медной проволоки M1 и М2, бронзы Бр КМцЗ-1 и др. Медь маркируется буквой М, бронзы -- буквами Бр.
Обозначение сварочной проволоки состоит:
1. Указывается диаметр проволоки в миллиметрах.
2. Далее следует индекс «Св» -- сварочная.
3. Цифра за индексом обозначает среднее содержание углерода в сотых долях процента.
4. Обозначение легирующих элементов в проволоке и их количество приняты такими же, как и для марок сталей.
Например, условное обозначение проволоки диаметром 2 мм из низкоуглеродистой кремнемарганцевой стали, содержащего 1,4-1,7% Mn и 0,60-0,85% Si - 2Св-08ГС.
По виду поверхности низкоуглеродистая и легированная проволока подразделяется на неомедненную и омедненную.
Проволоку поставляют потребителю в мотках, а так же в кассетах, массой от 15 - 80 кг. На каждой бухте крепят металлическую бирку с указанием завода-изготовителя, условного обозначения проволоки, номера партии и клейма технического контроля.
Для сварки вручную проволока рубится на стержни длинной 350-400 мм.
Плавящиеся электродные пластины применяют при электрошлаковой сварке. Это позволяет увеличить производительность процесса.
При ручной дуговой сварке плавящимся электродом сварка производится металлическим электродным стержнем, на поверхность которого путем окунания в жидкую массу или путем опрессовки под давлением наносится специальное электродное покрытие определенного состава и толщины. Электродный стержень с нанесенным на его поверхность слоем покрытия называют электродом.
По назначению металлические электроды для ручной дуговой сварки сталей и наплавки поверхностных слоев с особыми свойствами, изготовляемые способом опрессовки, подразделяются (ГОСТ 9466--75):
-для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 60 кгс/мм2 (600 МПа), с условным обозначением - У;
-для сварки легированных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2 (600 МПа) -- Л;
-для сварки легированных теплоустойчивых сталей - Т;
-для сварки высоколегированных сталей с особыми свойствами -- В;
-для наплавки поверхностных слоев с особыми свойствами -- Н.
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытиями. ГОСТ 9466--75 предусматривает также три группы электродов -- 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
По виду покрытия электроды подразделяются:
с кислым покрытием А, с основным покрытием -- Б, с целлюлозным покрытием -- Ц, с рутиловым покрытием -- Р, с покрытием смешанного вида -- с двойным обозначением, с прочими видами покрытий -- П. Электродные покрытия состоят из шлакообразующих, газообразующих, раскисляющих, легирующих, стабилизирующих и связующих (клеящих) компонентов.
В зависимости от того, в каком пространственном положении выполняется сварка, электроды подразделяются:
для сварки во всех положениях с условным обозначением 1;
для сварки во всех положениях, кроме вертикального сверху вниз,-- 2; для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх 3; для нижнего и нижнего «в лодочку» -- 4.
Электроды подразделяются по роду и полярности тока, а также по номинальному напряжению холостого хода источника питания сварочной дуги переменного тока.
Подразделение электродов по типам выполнено в ГОСТ 9467-75, 10051-75 и 10052-75. По ГОСТ 9467-75 предусмотрено 9 типов электродов для сварки углеродистых и низколегированных сталей (Э38, Э42, Э42А, Э46, Э46А, 350, Э50А, Э55 и Э60), 5 типов электродов для сварки легированных сталей повышенной и высокой прочности (ЭТО, Э85, Э100, Э125 и Э150) и 9 типов электродов для сварки легированных теплоустойчивых сталей (Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ). Обозначают электроды для сварки углеродистых и легированных сталей по ГОСТ 9466--75. Например, электроды типа Э46А по ГОСТ 9467--75 марки УОНИ-13/45 диаметром 3,0 мм для сварки углеродистых и низколегированных сталей обозначаются так:
Э46А-УОНИ-13/45-3,0)-УД2
Е43 2(5)-Б10 Г0СТ 9466-75
ГОСТ 9467-75,
где Э -- электрод для дуговой сварки; 46 -- минимальное гарантируемое временное сопротивление разрыву, обусловленное ГОСТ 9467--75; А -- улучшенный тип электродов; буква У обозначает, что электроды предназначены для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2 (600 МПа); Д -- толщина покрытия; 2 -- вторая группа. В знаменателе цифры 43 2 (5) указывают характеристики наплавленного металла и металла шва; буква Б обозначает основной тип покрытия; 1 -- пространственное положение, в котором может выполняться сварка, О -- постоянный ток обратной полярности. Для электродов, применяемых для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 60 кгс/мм2 (600 МПа), после буквы Е тире не ставится. Для сварки высоколегированных сталей с особыми свойствами электроды согласно ГОСТ 10052--75 классифицируются по химическому составу наплавленного металла и его механическим свойствам. ГОСТ 10052--75 предусматривает 49 типов электродов. Обозначения типов электродов состоят из индекса Э и следующих за ним цифр и букв. Две цифры, стоящие после индекса, указывают среднее содержание углерода в наплавленном металле в сотых долях процента. Химические элементы, содержащиеся в наплавленном металле, обозначены следующими буквами: А -- азот, Б -- ниобий, В -- вольфрам, Г - марганец Д -- медь, М -- молибден, Н -- никель., С -- кремний, Т -- титан, Ф -- ванадий, X -- хром. Цифры, следующие за буквенными обозначениями химических элементов, указывают среднее содержание элемента в процентах. После буквенного обозначения элементов, среднее содержание которых в наплавленном металле составляет менее 1,5% цифры не проставляются.
Электроды для дуговой наплавки регламентируются ГОСТ 10051--75 (типы электродов, которые характеризуются химическим составом наплавленного металла и его твердостью).
Основными требованиями для всех типов электродов являются: обеспечение стабильного горения дуги и хорошего формирования шва; получение металла сварного шва заданного химического состава; спокойное и равномерное расплавление электродного стержня и покрытия; минимальное разбрызгивание электродного металла и высокая производительность сварки; легкая отделимость шлака и достаточная прочность покрытий; сохранение физико-химических и технологических свойств электродов в течение определенного промежутка времени; минимальная токсичность при изготовлении и при сварке.
В количество марок штучных плавящихся электродов, применяемых для сварочных и наплавочных работ, составляет несколько сот. Примерно такое же количество марок электродов применяется и в других странах. Из этого количества марок около десяти являются широко применяемыми для изготовления конструкций из обычных сталей, составляющих по объему производства - 90%. Другие марки, используемые отдельными небольшими или средними партиями, применяются для специфических сварочных и наплавочных работ. К ним относятся электроды для сварки среднелегированных и особенно высоколегированных сталей, обеспечивающих получение специальных физических свойств металла швов, электроды для сварки различных цветных металлов и сплавов, наплавочные и др. Именно эта группа электродов по мере развития производства сварных конструкций подвергается наиболее интенсивным исследованиям, так как находит чрезвычайно разнообразное применение. Ряд марок со временем теряет свою актуальность, разрабатываются и применяются новые марки, как заменяющие старые, так и решающие новые задачи.
Многие сварочные материалы разрабатываются и изготовляются самими потребителями. Хотя их общее использование в сварочном производстве количественно невелико, влияние их правильного выбора на качество и эксплуатационные характеристики различных сварных конструкций может быть решающим. Поэтому процесс разработки новых сварочных материалов чрезвычайно важен, и многие работники сварочного производства, работающие в различных научно-исследовательских учреждениях, заводских лабораториях и других организациях, связаны с их созданием и производством.
Разработка новых сварочных материалов в основном базируется на проведении экспериментальных исследований, иногда очень трудоемких и дорогих. Это определяется наличием весьма разнообразных факторов, которые необходимо учитывать при разработке новых материалов: стоимость материалов, технологичность их изготовлении и применения, обеспечение определенных заданных свойств сварных или паяных соединений при различных способах изготовления конструкций, дефицитность исходных материалов, особенности их поставки и ряд других.
Похожие работы
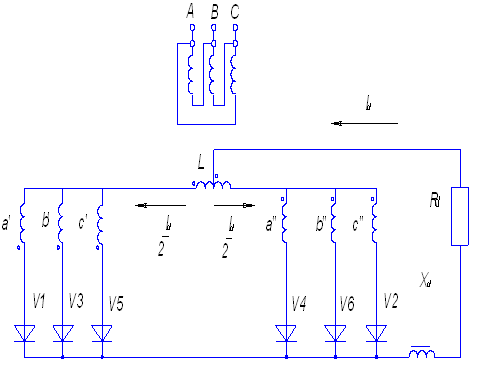
... хода выпрямителя: Udxx0=1,35∙ U2ф =1,35∙68,4=92,3 (В) 1.3. Действующее значение тока вторичных обмоток трансформатора: I2ф= Idн∙0,289=500∙0,289=144,5 (А) выпрямитель катушка трансформатор сварочный 1.4. Расчётное значение тока вторичных обмоток: I2ф расч.=I2ф∙=144,5∙=111,9 (А) 1.5. Коэффициент трансформации: При соединении первичной обмотки в ...
... работы. 33. Электротехнические работы. 34. Особостроительные работы. 35. Монтаж технологического оборудования. 36. Пусконаладочные работы. 3. Выбор методов производства строительно-монтажных работ 3.1 Выбор крана и вспомогательных машин для монтажа конструкций Выбор крана производят в зависимости от объемно-планировочной и ...
... дорогостоящего сварочного оборудования для лучевых и, в первую очередь, лазерных технологий, а также сварочных роботов. На начало века ведущие позиции на мировом сварочном рынке устойчиво занимают страны Западной Европы, США и Япония. Эти страны также составляют ведущую тройку важнейших экономических регионов мира, которые играют определяющую роль в глобализации мировой экономики. Среди них ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...
0 комментариев