Навигация
Выбор сварочного вспомогательного оборудования и инструмента
58600
знаков
0
таблиц
0
изображений
6. Выбор сварочного вспомогательного оборудования и инструмента
В зависимости от того, в каких условиях осуществляется процесс сварки, используются различные методы и технологии.
Различают сварку при помощи электродов, полуавтоматическую или автоматическую сварку.
Выбирается технология, которая наиболее оптимально подходит для выполняемой конструкции и ее особенностей.
Сегодня сварочный процесс существенно облегчается и ускоряется современным высокотехнологичным сварочным оборудованием, которое представлено основными и вспомогательными аппаратами.
Каждый из аппаратов рассчитан на конкретную грузоподъемность, сложность работ и другие особенности сварочного процесса.
Среди наиболее часто используемого сварочного оборудования широко известны кантователи, а также позиционеры. Они необходимы для того, чтобы помочь повернуть изделие в наиболее удобную сторону для работы с ним. Кантователи позволяют поворачивать изделия, имеющие нецилиндрическую форму, вращать вокруг своей осевой линии.
Кантователи могут использоваться ручные либо на основе электроприводов, в зависимости от сложности работы.
Другим важным оборудованием в сварочных процессах является манипулятор.
С его помощью изделия устанавливают под нужным углом, а также поворачивают в требуемую позицию.
С помощью манипуляторов можно регулировать скорость, с которой вращается планшайба, а также скорость сварного узла, который крепится на планшайбе.
Среди манипуляторов встречаются аппараты с различной грузоподъемностью. Наименьшая грузоподъемность составляет 60 килограммов, максимально допустимая – 8 тонн.
Существует группа отдельных, предназначенных для работы со уникальными изделиями, манипуляторов, грузоподъемность которых составляет сто тонн.
Скорость позиционеров колеблется в диапазоне от 0,5 тонны до четырех тонн.
К более мелкому но не менее важному оборудованию относятся:шлакоотбойные молотки для снятия шлака со сварочных швов, защитные очки для защиты глаз от отлетающего шлака, сварочная маска для защиты глаз от опасных излучений, рабочая одежда из брезента или замши для защиты тела от брызг металла и горячего шлака, а так же излучения сварочной дуги, обувь из кожи, галицы или краги для защиты рук.
Если сварочные работы производятся в металлических емкостях то необходими иметь резиновый коврик для защиты от поражения электрическим током.
Так же в некоторых случаях целесообразно использовать каску для защиты головы от падения на нее тяжелых предметов.
7. Контроль качества сварных соединений
Дефекты в сварных соединениях могут быть вызваны плохим качеством сварных материалов, неточной сборкой и подготовкой стыков под сварку, нарушением технологии сварки, низкой квалификацией сварщика и другими причинами. Задача контроля качества соединений - выявление возможных причин появления брака и его предупреждения.
Работы по контролю качества сварочных работ проводят в три этапа:
- Предварительный контроль, проводимый до начала работ:
- Контроль в процессе сборки и сварки ( по операционный ).
- Контроль качества готовых сварных соединений.
Предварительный контроль включает в себя: проверку квалификации сварщиков, дефектоокопистов и итр, руководящих работами по сборке, сварке и контролю.
В процессе изготовления (пооперационной контроль) проверяют качество подготовки кромок и сборки, Режимы сварки, порядок выполнении швов, внешний вид шва, его геометрические размеры, за исправностью сварочной аппаратуры.
Последнее контрольная операция - проверка качества сварки в готовом изделии: внешний осмотр и измерения сварных соединений, испытания на плотность, контроль ультразвуком, магнитные методы контроля.
Проверка квалификации сварщика: квалификация сварщиков проверяют при установлении разряда. Разряд присваивают согласно требованиям, предусмотренным тарифно - квалификационными справочниками, испытания сварщиков перед допускам к ответственным работам производят по правилам оттистации сварщиков и специалистов сварочного производства.
Контроль качества основного металла. Качество основного металла должно соответствовать требованиям сертификата, который посылают заводы - поставщики вместе с партией металла необходимо произвести наружный осмотр установить механические свойства и химический состав металла.
При наружном осмотре проверяют отсутствие на металле окалины, ржавчины, трещин и прочих дефектов.
Предварительная проверка металла с целью обнаружения дефектов поверхности - необходимое и обязательная операция, благодаря которой можно предупредить применение некачественного металла при сварке изделия.
Механическое свойства основного металла определяют испытаниями стандартных образцов на машинах для растяжения, пессах и копрах в соответствии с ГОСТ 1497 - 73 металла методы испытания на растяжения.
Контроль качества сварочной проволоки: на проволоку стальную наплавочную устанавливают марку и диаметр сварочной проволоки, химический состав правило приемки и методы испытания, требования к упаковке, маркировки, транспортированию и хранению.
Каждая бухта сварочной проволоки должна иметь металлическую бирку на которой указано наименование и товарный знак предприятия - изготовителя сварочную проволоку, на которой нет документации подвергают тщательному контролю.
Контроль качества электрода. При сварке конструкции, в чертежах которых указан тип электрода, нельзя применять электрод, не имеющий сертификата. Электрод без сертификата проверяют на прочность покрытия и сварочные свойства определяют так же механические свойства металла шва и сварочного соединения выполненного электрода из проверяемой партией.
Контроль качества флюсов. Флюс проверяют на однородность по внешнему виду, определяют его механический состав, размер зерна, объем массу и влажность.
Контроль заготовок. Перед поступлением заготовок на сборку проверяют чистоту поверхности металла, и габариты качества подготовки кромок.
Контроль сборки: собранному контролируют: зазор между кромками, притупление и угол раскрытия для стыковых соединений: ширину нахлестки и зазор между местами для нахлесточных соединений.
Контроль качества сварочного оборудования и приборов. Проверяют исправность контрольно - измерительных приборов, надежность контактов и изоляции правильность подключения сварочной дуги, исправность замкнутых устройств, электрододержателя, сварочных горелок, редукторов, проводов.
Контроль технологического процесса сварки: перед тем как преступить к сварке, сварщик знакомится с технологическими картами, в которых указаны последовательность операций, диаметр и марка применяемых электродов, режимы сварки и требуемые размеры сварных швов. Не соблюдения порядка наложение швов может вызвать значительную деформацию.
Похожие работы
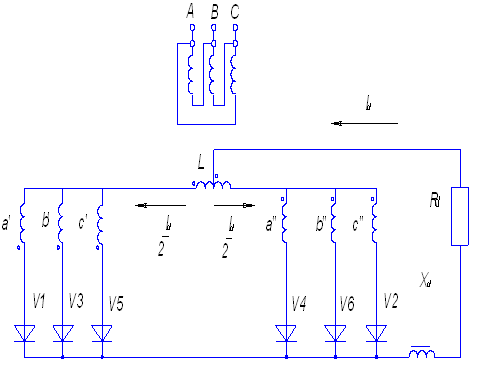
... хода выпрямителя: Udxx0=1,35∙ U2ф =1,35∙68,4=92,3 (В) 1.3. Действующее значение тока вторичных обмоток трансформатора: I2ф= Idн∙0,289=500∙0,289=144,5 (А) выпрямитель катушка трансформатор сварочный 1.4. Расчётное значение тока вторичных обмоток: I2ф расч.=I2ф∙=144,5∙=111,9 (А) 1.5. Коэффициент трансформации: При соединении первичной обмотки в ...
... работы. 33. Электротехнические работы. 34. Особостроительные работы. 35. Монтаж технологического оборудования. 36. Пусконаладочные работы. 3. Выбор методов производства строительно-монтажных работ 3.1 Выбор крана и вспомогательных машин для монтажа конструкций Выбор крана производят в зависимости от объемно-планировочной и ...
... дорогостоящего сварочного оборудования для лучевых и, в первую очередь, лазерных технологий, а также сварочных роботов. На начало века ведущие позиции на мировом сварочном рынке устойчиво занимают страны Западной Европы, США и Япония. Эти страны также составляют ведущую тройку важнейших экономических регионов мира, которые играют определяющую роль в глобализации мировой экономики. Среди них ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...
0 комментариев