Навигация
Практическая значимость вопроса
43036
знаков
9
таблиц
6
изображений
2 Практическая значимость вопроса
2.1 Характеристика деятельности ОАО «Газпром»
Российское акционерное общество “Газпром” создано в 1993 году в ходе структурных преобразований в газовой отрасли, в 1998 году в соответствии с Федеральным законом “Об акционерных обществах” и решением собрания акционеров от 26 июня 1998 года переименовано в открытое акционерное общество “Газпром”. Правовой статус ОАО “Газпром”, права и обязанности акционеров определяются действующим Уставом Общества, Гражданским кодексом Российской Федерации, Федеральным законом “Об акционерных обществах” и другими законодательными актами Российской Федерации. Формирование организационной структуры ОАО “Газпром” преследовало цель сохранения стабильности функционирования газовой отрасли, надежного газоснабжения потребителей и поступления крупных экспортных доходов в бюджет страны. ОАО “Газпром” совместно с его дочерними и зависимыми обществами действует как единый производственно-технологический и финансовый комплекс, включающий объекты добычи, переработки, транспорта, подземного хранения газа, и обеспечивает функционирование и развитие Единой системы газоснабжения Российской Федерации.
ОАО “Газпром” - одна из ведущих интегрированных газовых компаний и самая крупная в мире по добыче природного газа. Удельный вес её в общероссийской добыче газа составляет 93,0%, в мировой – почти четверть. Остальная часть добычи газа в Российской Федерации обеспечивается независимыми газодобывающими предприятиями и нефтяными компаниями. Наряду с добычей и поставками газа потребителям осуществляется добыча газового конденсата и нефти, комплексная переработка углеводородного сырья, собственными силами ведется доразведка месторождений, находящихся на балансе, полностью производится эксплуатационное бурение.
Предприятие располагает уникальными сырьевыми ресурсами.
Основные объемы буровых работ сосредоточены в Западной Сибири.
В настоящее время у ОАО "Газпром" в эксплуатации находятся: 69 газовых и газоконденсатных месторождений, на которых эксплуатируются 74 установки комплексной подготовки газа с общей мощностью 572,2 млрд. куб. м; 251 компрессорная станция (КС), включающие 689 компрессорных цехов с установленными на них 4023 газоперекачивающими агрегатами мощностью 42,3 млн. кВт; 22 подземных хранилища газа с активной емкостью 56,5 млрд. куб. м; 6 газо - и конденсатоперерабатывающих заводов и 5452 газовых скважины.
Для распределения и подачи газа потребителям используются 3424 газораспределительные станции различной производительности.
В ОАО “Газпром” обеспечение газом российских потребителей осуществляется через его дочернее предприятие ООО “Межрегионгаз”.
ОАО “Газпром” является акционером 37 организаций с долей участия в уставном капитале 51% и более, и 18 организаций - с вложениями в уставный капитал менее 51%. ОАО “Газпром” в 1999 году осуществило юридическую реорганизацию своих дочерних предприятий, преобразовав их в общества с ограниченной ответственностью (ООО), изъяв у них имущество, находившееся на правах оперативного управления, с остаточной стоимостью в размере 95650,0 млн. рублей. Одновременно ОАО “Газпром” передало им имущество в аренду.
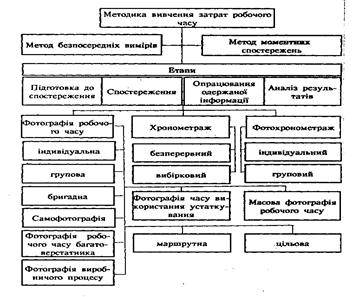
2.2 Фотография рабочего времени токаря V разряда
Токарь начинает работу с получения задания, чтения чертежа, расчетов. Он подбирает инструмент, устанавливает заготовку на станке, настраивает станок на выбранный режим резания и проводит обработку. Готовую деталь проверяет по размерам и чистоте поверхности. Станок имеет ручной и автоматический режим. В первом случае от токаря требуются точно координированные движения рук при управлении режущим инструментом. Квалифицированный токарь знает основы технологии, металловедения, сопротивления материалов, систему допусков и посадок, понимает принцип работы станка и умеет его наладить, знает причины брака. Токарю важно развить в себе техническое мышление, пространственное воображение, точность движений, устойчивое внимание, аккуратность, творческое отношение к делу.
В данном курсовом проекте рассмотрим индивидуальную фотографию токаря V разряда. Это представлено в таблице 1.
Таблица 1. Фотография рабочего времени токаря V разряда
| № п/п | Что наблюдалось | Текущее время | Продолжи-тельность | Обозна-чение | |
| часы | минуты | ||||
| 1. | Начало смены | 8 | 00 | - | - |
| 2. | Инструктаж с мастером | 8 | 07 | 7 | Тобс |
| 3. | Разговор с помощником | 8 | 09 | 2 | Тобс |
| 4. | Доставка материала к станку | 8 | 18 | 9 | Тв |
| 5. | Работа на станке | 9 | 48 | 90 | То |
| 6. | Личные надобности | 9 | 53 | 5 | Тлн |
| 7. | Доставка материала к станку | 10 | 10 | 17 | Тв |
| 8. | Работа на станке | 10 | 50 | 40 | То |
| 9. | Поиск наладчика станка | 10 | 53 | 3 | Тпнт |
| 10. | Разговор с наладчиком | 10 | 55 | 2 | Тобс |
| 11. | Доставка материала к станку | 11 | 03 | 8 | Тв |
| 12. | Ожидание переналадки станка | 11 | 20 | 17 | Тпот |
| 13. | Работа на станке | 12 | 00 | 40 | То |
| 14. | Обед | 12 | 30 | 30 | Тотд |
| 15. | Плановое собрание цеха | 12 | 45 | 15 | Тпот |
| 16. | Работа на станке | 13 | 30 | 45 | То |
| 17. | Инструктаж с мастером | 13 | 33 | 3 | Тобс |
| 18. | Личные надобности | 13 | 40 | 7 | Тлн |
| 19. | Доставка материала к станку | 13 | 50 | 10 | Тв |
| 20. | Работа на станке | 14 | 52 | 62 | То |
| 21. | Посторонний разговор | 14 | 55 | 3 | Тпнд |
| 22. | Поиск наладчика станка | 14 | 57 | 2 | Тпнт |
| 23. | Разговор с наладчиком | 15 | 00 | 3 | Тобс |
| 24. | Доставка материала к станку | 15 | 11 | 11 | Тв |
| 25. | Ожидание переналадки станка | 15 | 23 | 12 | Тпот |
| 26. | Работа на станке | 16 | 15 | 52 | То |
| 27. | Уборка рабочего места | 16 | 30 | 15 | Тпз |
| 28. | Конец смены | 16 | 30 | - | |
Классификация затрат рабочего времени приводится в приложении А.
Сводка одноименных затрат рабочего времени приводится в таблице 2.
Таблица 2. Сводка одноименных затрат рабочего времени
| Тобс | Тв | То | Тлн | Тпнт | Тпот | Тпнд | Тпз |
| 7 2 2 3 3 | 9 17 8 10 11 | 90 40 40 45 62 52 | 5 7 | 3 2 | 17 15 12 | 3 | 15 |
| 17 | 55 | 329 | 12 | 5 | 44 | 3 | 15 |
Итого: 17+55+329+12+5+44+3+15=480 мин.
Теперь построим баланс рабочего времени. Это представлено в таблице 3.
Балансом рабочего времени называется соотношение (в минутах, процентах) элементов рабочего времени, составляющих общую продолжительность рабочего дня.
В данном случае следующие нормативы: Тобс = 21 мин.; Тв = 40 мин.; То = 329 мин.; Тлн = 10 мин.; Тпнд = 10 мин.; Тпот = 35 мин.; Тпз = 15 мин.
Таблица 3. Баланс рабочего времени
| Наименование затрат рабочего времени | Условное обозначение | Баланс рабочего времени | Затраты времени, подлежащее сокращению, мин. | |||
| фактическое | нормативное | |||||
| мин. | % | мин. | % | |||
| Время по обслуживанию места | Тобс | 17 | 4 | 21 | 4 | -4 |
| Время вспомогательной работы | Тв | 55 | 11 | 40 | 8 | +5 |
| Время основной работы | То | 329 | 69 | 329 | 69 | – |
| Перерыв на личные надобности | Тлн | 12 | 2 | 10 | 2 | +2 |
| Время на перерыв, связанный с нарушением технологии | Тпнт | 5 | 1 | – | – | +5 |
| Время перерыва, связанный с нарушением дисциплины | Тпнд | 3 | 1 | 10 | 2 | -7 |
| Время на перерыв, связанный с обслуживанием технологии | Тпот | 44 | 9 | 35 | 7 | +9 |
| Время работы по завершению | Тпз | 15 | 3 | 15 | 3 | – |
| ВРЕМЯ СМЕНЫ | Тсм | 480 | 100 | 460 | 96 | +20 |
Затем составим нормативный баланс рабочего времени. Это представлено в таблице 4.
Таблица 4. Нормативный баланс рабочего времени
| Наименование затрат рабочего времени | Условное обозначение | Нормативный баланс рабочего времени, мин. |
| Время по обслуживанию места | Тобс | 21 |
| Время вспомогательной работы | Тв | 40 |
| Время основной работы | То | 329 + 20 |
| Перерыв на личные надобности | Тлн | 10 |
| Время на перерыв, связанный с нарушением технологии | Тпнт | – |
| Время перерыва, связанный с нарушением дисциплины | Тпнд | 10 |
| Время на перерыв, связанный с обслуживанием технологии | Тпот | 35 |
| Время работы по завершению | Тпз | 15 |
| ВРЕМЯ СМЕНЫ | Тсм | 480 |
По итогам данной таблицы рассчитаем следующие коэффициенты:
1) Коэффициент использования рабочего времени, который показывает, какая часть рабочего времени затрачивается на выполнение оперативной работы:
Квр=Топ/Тсм, (6)
где: Топ - время оперативной работы, мин;
Тсм – время смены, мин.
Кфвр=384/480*100%=80%;
Кнвр=369/480*100%=77%.
2) Коэффициент загрузки:
Тз=Тр/Тсм, (7)
где: Тр – вся работа, мин.
Тр = Тпз + Топ + Тобс. (8)
где: Тпз – время работы по завершению, мин;
Топ – время оперативной работы, мин;
Тобс – время по обслуживанию места, мин.
Тсм – время смены, мин.
Тфз=416/480*100%=87%;
Тфр=15+384+17=416 мин.;
Тнз=405/480*100%=84%;
Тнр=15+369+21=405 мин.
Высокие показатели использования рабочего времени (Квр и Кз) являются следствием правильной организации рабочего места.
3) Коэффициент возможного улучшения рабочего времени:
К1=Тсз/Тсм, (9)
где: Тсз – время возможного сокращения затрат рабочего времени за период наблюдения;
Тсм – время смены, мин.
К1=20/480*100=4,17%
4) Коэффициент возможного увеличения производительности труда:
К2= К1 /(100-К1); (10)
где: К1 - коэффициент возможного улучшения рабочего времени.
К2=[4,17/(100-4,17)]*100%=4,35%.
Похожие работы
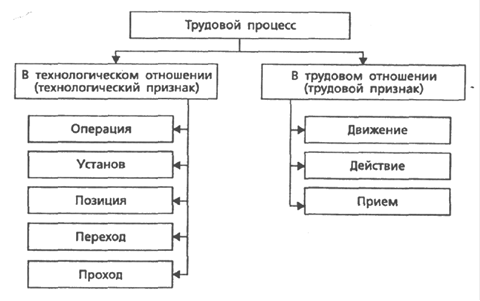
... атрибут» существенный признак, неотъемлемое свойство чего-либо), так как такое определение должно характеризовать существенное свойство рассматриваемого явления. В этом смысле организация трудового процесса на предприятии — это система производственных взаимосвязей работников со средствами производства и друг с другом, образующая определенный порядок осуществления трудового процесса. Существенным ...
... и др. Это способствует повышению степени объективности оценки. Одновременно по результатам анализа условий работы могут приниматься необходимые меры по ее улучшению. 3.Основные направления по совершенствованию принципов проектирования. Управленческих процессов на ООО «Принт-Экспресс» 3.1 Предложения по улучшению управленческих процессов на ООО «Принт-Экспресс» На рассматриваемом ...
... рассчитывать нормы еще до начала трудового процесса и способствует равнонапряженности норм. Раздел 2.Проектная часть 2.1 Цели и задачи изучения трудовых процессов Большинство задач, связанных с проектированием организации труда и ее нормирования, решаются исходя из информации, получаемой в результате исследований трудовых процессов. Исследование трудового процесса допускает анализ всех ...
... основными. Они обеспечивают необходимую степень обоснованности норм при значительно меньших по сравнению с исследовательскими методами затратах на сбор исходной информации. По степени дифференциации трудового процесса аналитические методы делятся на дифференциальные и укрупненные. Дифференцированные методы предполагают детальное расчленение трудового процесса на элементы (до трудовых достижений ...
0 комментариев