Навигация
Часов – продолжительность рабочего дня;
43036
знаков
9
таблиц
6
изображений
8 часов – продолжительность рабочего дня;
Нсвыр – старая норма выработки.
Новая сдельная расценка:
Рн=20*8/33=4,85 руб.
где: 20 руб/ч – часовая тарифная ставка;
8 часов – продолжительность рабочего дня;
Ннвыр – новая норма выработки.
Так как норма выработки имеет тенденцию к увеличению, следовательно, сдельная расценка будет снижаться.
Экономия фонда заработной платы:
Эфзп=(Рс-Рн)*В, (15)
где: Рс – старая расценка, до внедрения новой нормы выработки;
Рн – новая расценка, после внедрения новой нормы выработки;
В – количество продукции, вырабатываемое на участке пересмотра норм с момента внедрения новой нормы до конца года.
В=Ннвыр*См*Рд*Ме, (16)
где: Ннвыр – новая норма выработки;
См – количество смен в сутки;
Рд – количество рабочих дней в месяц;
Ме – количество месяцев в году.
В=33*3*22*12=26136 шт.;
Эфзп=(5,33-4,85)*26136=12545,28 руб.
3. Мероприятия по организации рабочего места токаря
Организация рабочего места является одним из важнейших факторов в системе научной организации труда (НОТ). Рациональная организация рабочего места — основа высокой производительности труда.
Хорошо организовать рабочее место значительно легче, если оно специализировано. При работе на токарном станке в условиях единичного или мелкосерийного производства это значит, что на данном рабочем месте обрабатывается ограниченная номенклатура деталей (группа или несколько групп).
Институтом Оргстанкинпром разработана система организации рабочих мест в мелкосерийном производстве. В частности, согласно этой системе, рабочие места станочников оснащаются приемным столом, позволяющим устанавливать на нем тару как для заготовок, так и для готовых деталей. Нижняя полка используется для технологической оснастки.
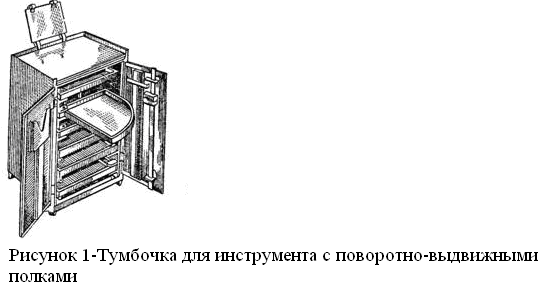
Тумбочка для двух сменщиков имеет легко выдвигающиеся ящики, в которых в определенном порядке расположен инструмент. В верхнем ящике рекомендуется размещать измерительный инструмент, а также чертежи, наряды и другие документы. В среднем ящике — резцы в строго определенном порядке. Ниже — сверла, метчики, плашки и прочий режущий инструмент широкой применяемости. Внизу — центры, хомутики, переходные втулки и прочий вспомогательный инструмент.
На внутренней стороне дверцы тумбочки размещают крупногабаритный измерительный инструмент — штангенциркули, линейки. Сверху на тумбочке установлен кронштейн для закрепления чертежей.
Перед началом работы рекомендуется располагать ключи и другие предметы, которыми приходится часто пользоваться, так, чтобы все, что нужно брать правой рукой, размещалось справа, левой — слева.
Подставка-решетка для ног предохраняет обувь от порезов стружкой и порчи осаждающейся у станка смазочно-охлаждающей жидкостью. Подставка делается легко регулируемой по высоте в зависимости от роста токаря, что облегчает его работу.
На рисунке 1 приложения В показана тумбочка к рабочему месту токаря, в которой ящики заменены более удобными поворотно-выдвижными полками. Имеются тумбочки, выполненные из оргстекла. Прозрачные стенки позволяют видеть содержимое тумбочки и быстро находить требующийся инструмент.
Рациональное размещение тары с заготовками и для готовых деталей, а также тумбочки с инструментом позволяет значительно сокращать утомляемость токаря. На снижение утомляемости влияют также такие факторы, как правильно подобранная окраска станка, вспомогательного оборудования и стен помещения, снижение шума в цехе, удобная одежда токаря и ряд других психофизиологических факторов.
Числовое программное управление - максимальная производительность.
В настоящее время особое место в машиностроении занимает внедрение в производство станков с числовым программным управлением (ЧПУ). Программное управление получило значительный размах в ряде ведущих отраслей машиностроения. На многих предприятиях работают станки с ЧПУ, выполняющие различные операции (токарные, сверлильные, фрезерные, шлифовальные и др.). Расширяется также выпуск многооперационных станков с ЧПУ и с автоматической сменой инструмента, концентрирующих на одном рабочем месте ряд технологических операций. Успешно работают автоматические линии, участки и целые производства с ЧПУ, на которых применяется централизованное управление на базе электронно-вычислительных машин (ЭВМ).
Внедрение станков с ЧПУ позволяет осуществлять определенную программу обработки в автоматическом или полуавтоматическом цикле (подобно работе на обычных станках-автоматах и полуавтоматах) и создает условия для сравнительно простого и достаточно точного выполнения переналадки и подналадки станка посредством ввода в него заранее рассчитанной и записанной на магнитную ленту или другом программоносителе программу работы (вместо смены кулачков и упоров на традиционных автоматах).
Путем регулирования корректоров можно вводить необходимые размерные поправки для обеспечения требуемой точности обрабатываемой детали. При этом механизацией и автоматизацией могут быть также охвачены подналадка и смена инструмента, изменение режимов резания и другие элементы обслуживания и управления станком. Таким образом, создание и широкое внедрение металлообрабатывающего оборудования с ЧПУ, в котором универсальность сочетается с автоматизацией, открыли новые возможности для совершенствования процесса металлообработки.
Современные станки с ЧПУ отличаются повышенной надежностью и жесткостью, быстродействием рабочих органов и точностью работы. В них успешно применяются гидравлические и электромеханические приводы. Эти станки комплектуются оснасткой для автоматической смены инструмента и устройствами для цифровой индикации действий исполнительных органов, а также электромагнитными муфтами (вместо зубчатых) для переключения скорости и шариковыми винтовыми парами.
При работе на станках с ЧПУ необходимо уделять особое внимание выбору и правильному использованию режущего инструмента. Внедрение этих станков для токарей ОАО «Газпром» потребует создания новых принципов технологии механической обработки. При этом в значительной степени изменятся задачи и функции конструкторов изделий и оснастки, технологов и мастеров, наладчиков и рабочих-операторов. Большая насыщенность электроникой и автоматикой и другие особенности станков с ЧПУ, их широкие возможности в повышении производительности труда и обеспечении стабильного качества продукции в значительной мере повысят значение безупречного соблюдения условий их обслуживания и эксплуатации, без чего не могут быть полностью использованы возможности станков с ЧПУ.
Заключение
Проектирование рациональных трудовых процессов является важным направлением усовершенствования организации и повышение производительности работы. Под трудовым процессом понимают совокупность действий работника, направленных на создание определенного вида продукции или предоставление услуги.
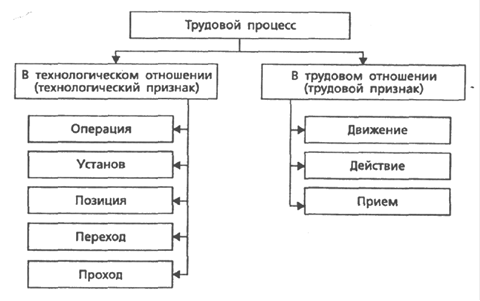
Содержание трудового процесса характеризуется сложным объединением моторных, перцептивних и мнемичных действий. Основным элементом трудового процесса является операция. Под операцией понимают законченную часть производственного процесса с обработки предмета работы на одном рабочем месте одним или группой рабочих. Элементарной единицей операции является движение — одноразовое перемещение рабочего органа исполнителя (руки, ноги, корпуса, глаз) в процессе работы. Совокупность трудовых движений, которые выполняются без перерыва одним или несколькими рабочими органами работника, называется трудовым действием. Совокупность трудовых действий, объединенных одним целевым назначением, называется трудовым приемом. Задача рационализации состоит в выборе наиболее экономных трудовых приемов и движений, то есть таких, что требуют наименьших затрат времени, нервной энергии и физических усилий работника при них выполнении.
Рациональность и качество трудового процесса на всех его стадиях обеспечиваются применяемыми методами выполнения отдельных элементов, позволяющих снижать физические нагрузки, создавать удобства в работе. В основе трудового процесса лежит технология производства. Поэтому эффективность работы зависит не только от исполнителя, но и от конструкции оборудования, организационной и технологической оснастки.
Для проектирования рациональной организации трудового процесса и расчета норм недостаточно разделения трудового процесса по технологическому признаку. Знание последовательности протекания технологического процесса и порядка выполнения тех или иных переходов не позволяет спроектировать наиболее рациональный и производительный способ ее выполнения. Поэтому технологическое разделение трудового процесса должно дополняться его разделением и по трудовому признаку.
Нормативные материалы для нормирования труда – это регламентированные величины режимов работы оборудования, времени перерывов в работе и затрат труда, разработанные в зависимости от различных производственных факторов и предназначенных для многократного использования при установлении конкретных норм затрат труда.
Нормативы для определения необходимых затрат труда могут быть установлены на все структурные элементы производственных процессов и изделий. Совокупность нормативов является многоуровневой системой. Нормативы каждого уровня могут быть получены путем агрегирования нормативов нижестоящих уровней. На базе нормативов времени на трудовые движения можно устанавливать нормативы на трудовые действия, комплексы приемов, обработку детали и др. Для каждого конкретного вида работ и условий их выполнения существует оптимальная степень агрегации нормативов.
В данном курсовом проекте был проведен анализ труда токаря V разряда, который работает в ОАО «Газпром».
Результаты работы стали основой для расчета норм сменной производительности и для анализа причин невыполнения сменных заданий.
В результате проведенной работы были разработаны предложения по оптимизации форм организации труда, приемов работы, обслуживанию рабочего места токаря V разряда.
Проведенная работа позволила более четко планировать выпуск продукции, исключить срывы в выполнении производственной программы. Тем самым руководство компании не только повысило свой имидж, но и зарекомендовало себя как стабильного партнера.
Настоящий труд не претендует на законченность и совершенство, это лишь попытка осмысления, предполагающая более развернутое и профессиональное исследование затрат рабочего времени токаря V разряда.
Хочется надеяться, что данный курсовой проект может найти практическое применение в области изучения данных вопросов.
Список использованной литературы
1. Адамчук В.В. и др. Организация и нормирование труда. - М.: 2002.
2. Базаров Т.Ю., Еремин Б.Л. Управление персоналом. - М.: 1998.
3. Генкин Б.М. Экономика и социология труда. - М.: 1998.
4. Грязное А.Я. Основы организации и оплаты труда. - М.: 1997.
5. Рофе А.И., Жуков А.Л. Теоретические основы экономики и социологии руда. - М.: 2001.
6. Завельский М.Г. Экономика и социология труда. - М.: 1998.
7. Кулинцев И.И. Экономика и социология труда. - М.: 1999.
8. Колосницына М.Г. Экономика труда. - М.: 1998.
9. Костюков Н.И. и др. Организация, нормирование и оплата труда. - Р.-на-Д.: 1993.
10. Меликьян Г.Г. Экономика труда и социально-трудовые отношения. - М.: 2003.
11. Мондена Я. и др. Как работают японские предприятия. Пер. с англ. - М.: 1989.
12. Охрана труда. Нормативные документы. - М.: 1999.
13. Погосян Г.В. Практикум по экономике, организации и нормированию труда. - М.: 1991.
14. Рофе А.И., Жуков А.Л. Теоретические основы экономики и социологии руда. - М.: 1999.
15. Рофе А.И. и др. Научная организация труда. - М.: 1998.
16. Рофе А.И. и др. Рынок труда, занятость населения, экономика ресурсов для труда. - М.: 1997.
17. Рональд Дж. Эренберг, Роберт С. Смит. Современная экономика труда. Пер. с англ. М. 1996.
18. Слезингер Г.Э. Труд в условиях рыночной экономики. - М.: 2002.
19. Справочник директора предприятия / Под ред. Лапусты М.Г. - М.: 2001.
20. Сыроватская Л.А. Трудовое право. - М.: 2002.
21. Фильев В.И. Нормирование труда. - М.: 1997.
Приложение А
| Элементы операции | Фиксажные точки | Номер наблюдения | Число год-ных заме-ров | Сумма време-ни выполнения годных замеров | Среднее время выполнение одного замера, ti | |||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
| Взять заготовку и закрепить ее в патроне | Касание рукой заготовки | Т | 0'00'' | 13'13'' | 26'21'' | 39'35'' | 52'47'' | 65'59'' | 79'12'' | 92'21'' | 105'37'' | 118'56'' | 123'14'' | 10 | 534 | 53,4 |
| П | 1'00'' | 0'57'' | 0'59'' | 1'00'' | 1'00'' | 0'58'' | 0'59'' | 1'00'' | 1'00'' | 1'00'' | ||||||
| Подвести резец к заготовке и обработать ее до нужного диаметра | Касание рукой станка | Т | 1'00'' | 14'10'' | 27'20'' | 40'35'' | 53'47'' | 66'57'' | 80'11'' | 93'21'' | 106'37'' | 119'56'' | 10 | 3298 | 329,8 | |
| П | 5'30' | 5'28'' | 5'28'' | 5'31'' | 5'30'' | 5'31'' | 5'29'' | 5'31'' | 5'30'' | 5'30'' | ||||||
| Измерить заготовку | Касание рукой измерительного инструмента | Т | 6'30'' | 19'38 '' | 32'48'' | 46'6'' | 59'17'' | 72'28'' | 85'40'' | 98'52'' | 112'7'' | 125'26'' | 10 | 292 | 29,2 | |
| П | 0'30'' | 0'30'' | 0'30'' | 0'27'' | 0'29'' | 0'29'' | 0'29'' | 0'28'' | 0'30'' | 0'30'' | ||||||
| Взять лерку и нарезать резьбу на заготовке | Касание рукой лерки | Т | 7'00'' | 20'8'' | 33'18'' | 46'33'' | 69'46'' | 72'57'' | 86'9'' | 99'20'' | 112'7'' | 125'26'' | 10 | 1790 | 179 | |
| П | 3'00'' | 2'58'' | 2'58'' | 2'59'' | 2'58'' | 3'00'' | 3'00'' | 2'59'' | 2'59'' | 2'59'' | ||||||
| Подвести резец и отрезать заготовку на нужную длину | Касание рукой станка | Т | 10'00'' | 23'4'' | 36''16'' | 49'32'' | 62'44'' | 75'57'' | 89'9'' | 102'19'' | 115'36'' | 128'55'' | 10 | 1779 | 177,9 | |
| П | 2'54'' | 3'00'' | 3'00'' | 2'58'' | 2'56'' | 2'58'' | 2'54'' | 2'54'' | 3'00'' | 3'00'' | ||||||
| Взять готовую деталь и отложить ее | Касание рукой готовой детали | Т | 12'54'' | 26'4'' | 39'16'' | 52'30'' | 65'40'' | 78'55'' | 92'3'' | 105'18'' | 118'36'' | 131'55'' | 10 | 89 | 8,9 | |
| П | 0'9'' | 0'8'' | 0'10'' | 0'8'' | 0'9'' | 0'9'' | 0'8'' | 0'9'' | 0'10'' | 0'9'' | ||||||
| Убрать стружку | Касание рукой стружки | Т | 13'3'' | 26'12'' | 39'26'' | 52'38'' | 65'49'' | 79'4'' | 92'11'' | 105'27'' | 118'46'' | 132'4'' | 10 | 95 | 9,5 | |
| П | 0'10'' | 0'9'' | 0'9'' | 0'9'' | 0'10'' | 0'8'' | 0'10'' | 0'10'' | 0'10'' | 0'10'' | ||||||
Приложение Б
Размещено на http://www.
Похожие работы
... атрибут» существенный признак, неотъемлемое свойство чего-либо), так как такое определение должно характеризовать существенное свойство рассматриваемого явления. В этом смысле организация трудового процесса на предприятии — это система производственных взаимосвязей работников со средствами производства и друг с другом, образующая определенный порядок осуществления трудового процесса. Существенным ...
... и др. Это способствует повышению степени объективности оценки. Одновременно по результатам анализа условий работы могут приниматься необходимые меры по ее улучшению. 3.Основные направления по совершенствованию принципов проектирования. Управленческих процессов на ООО «Принт-Экспресс» 3.1 Предложения по улучшению управленческих процессов на ООО «Принт-Экспресс» На рассматриваемом ...
... рассчитывать нормы еще до начала трудового процесса и способствует равнонапряженности норм. Раздел 2.Проектная часть 2.1 Цели и задачи изучения трудовых процессов Большинство задач, связанных с проектированием организации труда и ее нормирования, решаются исходя из информации, получаемой в результате исследований трудовых процессов. Исследование трудового процесса допускает анализ всех ...
... основными. Они обеспечивают необходимую степень обоснованности норм при значительно меньших по сравнению с исследовательскими методами затратах на сбор исходной информации. По степени дифференциации трудового процесса аналитические методы делятся на дифференциальные и укрупненные. Дифференцированные методы предполагают детальное расчленение трудового процесса на элементы (до трудовых достижений ...
0 комментариев