Навигация
Описание типа производства и формы организации работы
37972
знака
3
таблицы
0
изображений
2. Описание типа производства и формы организации работы
Заданный тип производства – индивидуальный.
В машиностроении в зависимости от производственной программы и характера изготовляемой продукции различают три основных вида производства: единичное, серийное и массовое. Индивидуальные тип производства – это частный случай единичного, при котором производство ориентируется на заданные заказчиком требования.
Индивидуальное производство характеризуется тем, что изготовляемая продукция выпускается в единичном экземпляре, поэтому на каждом станке выполняют разнообразные работы, периодически не повторяющиеся.
На предприятиях с единичным производством применяют преимущественно универсальное оборудование с расположением его в цехах по групповому признаку (т.е. с разбивкой на участки токарных, фрезерных, строгальных станков и т.д.). Эта форма организации работ называется «По видам оборудования». Технология производства характеризуется применением нормального режущего и универсального измерительного инструмента. Так как конструкции изготовляемых в единичном производстве машин нестабильны и подвергаются частым изменениям, то при обработке заготовок принципы полной взаимозаменяемости не соблюдаются (иначе потребовалось бы большое количество специальных измерительных средств, затраты на изготовление которых чрезмерно увеличили бы накладные расходы производства), поэтому при сборке применяют подгоночные работы.
Важной характеристикой станка является его производительность. Наиболее простым и наглядным показателем производительности является количество обработанных деталей за единицу времени. На станках с неавтоматизированным управлением производительность повышают путем рационального и удобного расположения органов управления и применения преселективного управления. Последнее позволяет сократить время на перестройку режимов обработки путем предварительного, в процессе рабочего хода на предыдущий операции, набора нужного сочетания блочных колес коробок скоростей и подач, требуемых на следующей операции.
Неавтоматизированное управление станком не должно утомлять рабочего, рукоятки управления должны находиться на высоте, предусмотренной соответствующими правилами, а усилие воздействия на них должно быть возможно минимальным. Большое внимание необходимо уделять плавности движения рабочих органов, исключающей возможность возникновения вибраций, ударов и повышенного шума.
Тип производства оказывает весомое влияние на формирование структуры предприятия, условия, требования и критерии рациональной организации производства.
При единичном производстве, например, в структуре предприятия, как правило, отсутствуют кузнечный и литейный цехи, заготовительный участок, самостоятельные цехи по изготовлению нестандартного оборудования и технологического оснащения.
Коэффициент закрепления операции Кз.о.=40 и более.
3. Анализ технологичности детали
В комплексе требований, предъявляемым к технико-экономическим показателям, важное место занимает вопрос о технологичности конструкции.
Отработка изделия на технологичность представляет собой одну из наиболее сложных функций технологической подготовки производства. Она обусловлена тесной взаимосвязью между конструкцией изделия и технологией его производства.
Главными факторами, определяющие требования технологичной конструкции является вид изделия, объём выпуска и тип производства.
При анализе технологичности детали устанавливают, на сколько конструкция детали соответствует требованиям минимальной трудоёмкости, материалоёмкости и экономичности изготовления.
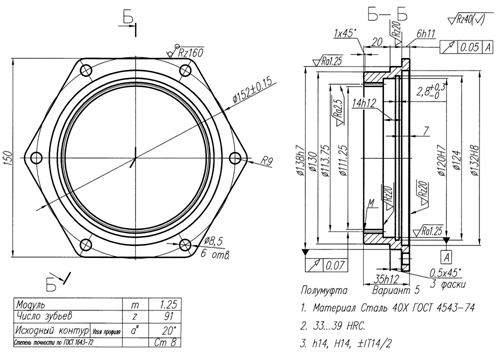
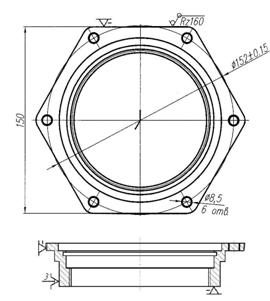
В соответствии с исходными данными крышка будет выполнена из стали. Сталь – это металл, для работы с которым нет необходимости использовать специальное оборудование. Обработка может осуществляться резцами известной формы. Таким образом, можно утверждать, что в производстве будут использоваться стандартные режущие и мерительные инструменты. Фиксатор будет изготавливаться на двух станках – токарном и шлифовальном. В соответствии с технологическими требованиями, предъявляемыми к детали, ее конструкция обеспечивает возможность удобства выполнения обработки – токарная работа. Затем деталь необходимо отшлифовать под конечные размеры. Крышка обрабатывается на предварительно настроенных станках. Измерение и наблюдение за процессом не вызывает затруднений.
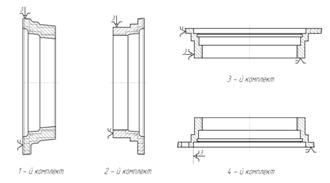
Конструкция детали и материал ее изготовления позволяет получить заготовку методом проката.
Базированием называется придание заготовке или изделию требуемого положения относительно выбранной системы координат. Поверхности заготовок или деталей, используемые при базировании, называют базами. Предположительно, в нашем случае базирующей поверхностью является поверхность диаметром 35мм. Выбор оптимален тем, что предположительно эта поверхность предназначена для посадки подшипника и целесообразно вести все расчёты исходя из этого диаметра.
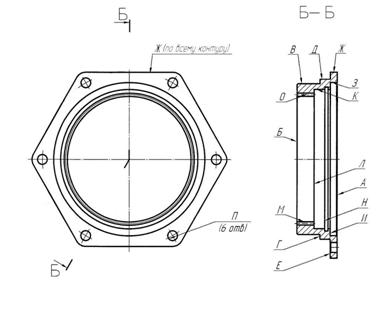
Эксплуатационные свойства детали и долговечность ее использования в значительной степени зависят от состояния поверхности. В отличие от теоретической поверхности деталей, изображаемых на чертеже, реальная поверхность всегда имеет неровности различной формы и высоты, образующиеся в процессе обработки. Высота, форма, характер расположения неровностей зависят от ряда причин: режима обработки, условий охлаждения и смазки режущего инструмента, химического состава материала и других.
Шероховатость поверхности – это совокупность неровностей с относительно малыми шагами (расстоянием между вершинами характерных неровностей измеренного профиля), образующих рельеф поверхности и рассматриваемых в пределах участка, длина которого выбирается в зависимости от характера поверхности и равна базовой длине. Шероховатость 12,5, 25, 6,3, 3,2, 0,8 поверхности ответственных деталей машин.
Точностью называют степень соответствия изготовления детали заданному эталону или образцу. Различают точность размеров, формы и взаимного расположения поверхностей. Точность размеров задается на чертеже либо цифровыми показателями, либо специальными значками. Величина несоответствия называется допуском. Количественная величина допуска зависит от размера и важности поверхности. Для удобства требования по ответственности, важности разделены на квалитеты. Квалитет – совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Для нашей детали установлены 11 квалитет.
В результате проведенного анализа можно утверждать, что деталь технологична. Размеры крышки позволяют использовать для ее производства стандартные методы изготовления заготовок, мерительный и режущий инструменты. Она отвечает технологическим требования по ее изготовлению, удобна для обработки, требует минимальных трудовых и материальных затрат. Деталь имеет хорошую обрабатываемость и оптимальное соотношение перепада диаметров.
Похожие работы
... поверхностей. Кроме того, специальные калибры применяются для контроля размеров фасок и глубины расположения поверхностей. 5. Разработка технологической документации Согласно последовательности операций и переходов, приведенной в разделе 4 составляется маршрутная карта механической обработки детали «Полумуфта». Операционные карты и карты эскизов будут составлены для операций 110 и 120 ...





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...





... 86,5 7 400 000 8770000 9460000 Примечание: Затраты на транспортировку и монтаж станков в среднем 15% от его стоимости. 5.2 Разработка плана расположения оборудования на участке Участок механической обработки детали «Стакан» располагается в пролете шириной 12 м и шагом колонн 6 м. Так как производство среднесерийное, то планировку участка осуществляем по порядку технологических операций, ...
0 комментариев