Навигация
Определяем последовательность обработки: заготовка, черновое точение, истовое точение, шлифование предварительное, шлифование окончательное
37972
знака
3
таблицы
0
изображений
1. Определяем последовательность обработки: заготовка, черновое точение, истовое точение, шлифование предварительное, шлифование окончательное.
2. Определяем Rzi-1 и Ti-1 исходя из таблиц Приложения П 1.1, П 1.2
3. Определяем для каждого технологического перехода и заготовки значение суммарного пространственного отклонения ![]() .
.
При обработке в патроне
![]() ,
,
![]() 50 мкм. ( Приложение П 1.3)
50 мкм. ( Приложение П 1.3) ![]() = ΔК*Lзагот = 4*19 = 76 мкм, где ΔК из приложения П1.4
= ΔК*Lзагот = 4*19 = 76 мкм, где ΔК из приложения П1.4
Δк = 4 мкм на 1 мм
ρ = 91 мкм.
Для переходов:
ρост = ρзагот * Куточнения, где Куточнения - Приложение П1.5
ρост1 = 91 * 0,06 = 5,46
ρост2 = 91 * 0,04 = 3,64
ρост3 = 91 * 0,03 = 2,73
ρост4 = 91 * 0,02 = 1,82
4. Погрешность установки заготовки в трехкулачковом патроне при черновом точении = 200 мкм (Приложение П1.6)
5. Определяем минимальные припуски по переходам по формуле:
![]()
Для чернового точения: 2Zmin = 2(200+300+√91²+200²) = 1439 мкм
Для чистового точения: 2Zmin = 2(50 + 120 +5,5) = 351 мкм
Для шлифования предварительного 2Zmin = 2(6,3+ 20 + 2,7) = 58 мкм
Для шлифования окончательного 2Zmin = 2(3,2 + 15 +1,8) = 40
6. Допуск определяем исходя из Приложения П1.7 и квалитетов 16, 14 и 8.
7. Определяем предельные размеры:
Определяем расчетные размеры ![]() ,допуски на заготовку и технологические переходы, предельные размеры по всем технологическим переходам:
,допуски на заготовку и технологические переходы, предельные размеры по всем технологическим переходам:
![]() округляя расчетные размеры в сторону увеличения; округление производится до того же знака десятичной дроби с каким дан допуск на размер для каждого перехода;
округляя расчетные размеры в сторону увеличения; округление производится до того же знака десятичной дроби с каким дан допуск на размер для каждого перехода;
![]() прибавляя допуск к округленному наименьшему предельному размеру.
прибавляя допуск к округленному наименьшему предельному размеру.
Полученные значения заносим в таблицу 3.
8. Определяем предельные значения припусков:
![]() как разность наибольших предельных размеров предшествующего и выполняемого переходов;
как разность наибольших предельных размеров предшествующего и выполняемого переходов;
![]() как разность наименьших предельных размеров предшествующего и выполняемого переходов.
как разность наименьших предельных размеров предшествующего и выполняемого переходов.
Полученные значения заносим в таблицу 3.
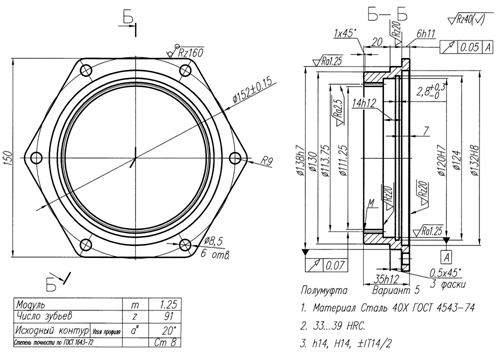
Таблица 3 - Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности
| Маршрут обработки поверхности | Элементы припуска, мкм | Расчетный припуск, мкм | Расчетный размер, мм | Допуск по переходам, мкм | Предельные Размеры, мм | Предельные припуски, мм | |||||
| Rzi-1 | Ti-1 | ρi-1 | εi | max мм | min | max | min | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| заготовка | 200 | 300 | 91 | 200 | - | 36.863 | 620 | 36.8 | 37.4 | - | - |
| Черновое точение | 50 | 120 | 5,5 | - | 1439 | 35.424 | 210 | 35.42 | 35.63 | 1,77 | 1.37 |
| Чистовое точение | 25 | 50 | 3,6 | - | 351 | 35.073 | 113 | 35.07 | 35.18 | 0,45 | 0,355 |
| Шлифование предварительное | 6.3 | 20 | 2,7 | - | 58 | 35.025 | 35 | 35.025 | 35,07 | 0,12 | 0,042 |
| Шлифование окончательное | 3.2 | 15 | 1,8 | - | 40 | 34.975 | 25 | 34.975 | 35 | 0,06 | 0,05 |
8. Основные принципы выбора технологического оснащения
В состав технологического оснащения входит оборудование и технологическая оснастка – установочные приспособления, режущий, мерительный и вспомогательный инструменты.
Выбор станочного оборудования является одной из важнейших задач при разработке техпроцесса механической обработки заготовки.
От правильности его выбора зависит производительность изготовления детали, экономное использование производственных площадей, механизацией и автоматизацией ручного труда, электроэнергии и в итоге себестоимости изделия.
При выборе станочного оборудования необходимо учитывать:
1. характер производства
2. методы достижения заданной точности при обработке
3. соответствие станка размерам детали
4. мощность станка
5. габаритные размеры
6. удобства управления и обслуживания
Чтобы правильно выбрать оборудование для изготовления детали необходимо ознакомиться с технической характеристикой станка.
Для изготовления крышки я выбрала токарно-винторезный станок 16К20.
Техническая характеристика
токарно-винторезного станка мод. 16К20.
ГОСТ 18097-72
Наибольший диаметр изделия, устанавливаемого над станиной, мм 400
Наибольший диаметр обрабатываемого прутка, мм 70
Наибольшая длина обтачивания, мм 645,935,1335,1935
Диапазон частоты вращения шпинделя, об/мин 12,5-1600
Пределы подач, мм/об:
Продольных 0,05-2,8
поперечных 0,025-1,4
Мощность главного электродвигателя, кВт 10
Станок имеет 24 частоты вращения шпинделя при прямом вращении и 12 при обратном. Причем n=500 об/мин и n=630 об/мин повторяются дважды. Установка частоты вращения шпинделя осуществляется рукоятками. /6/,/8/
Кроме того, нам понадобится круглошлифовальный станок 2М35.
Техническая характеристика
круглошлифовального станка 2М35
Наибольший диаметр обрабатываемой детали 200
Наибольшая длина обрабатываемой детали 125
Наибольший диаметр шлифования 700
Число оборотов изделия в минуту 50-550
Выбор станочных приспособлений. Применение станочных приспособлений и вспомогательных инструментов при обработке заготовок дает ряд преимуществ:
1) повышает качество обработки детали
2) сокращает трудоемкость обработки заготовок
3) расширяет технологические возможности станков
4) создает возможность одновременной обработки нескольких заготовок
Наиболее широко распространенными приспособлениями для токарных и шлифовальных работ являются кулачковые и цанговые патроны, которые применяют также и при других работах (например, сверлильных).
Из патронов, применяющихся для установки и закрепления заготовок на токарных станках, наиболее распространены самоцентрирующие трехкулачковые патроны. Патрон трехкулачковый самоцентрирующий Ø 250 мм ГОСТ 2675-63.
Для зажима детали в шлифовальный станок используем тиски ГОСТ 4045-57.
Выбор режущего инструмента. Режущий инструмент предопределяет производительность обработки, а в ряде случаев качественно-точностные характеристики. При выборе режущего инструмента прежде всего определяют его тип, а затем размер и материал режущей части.
Учитывая марку материала и способ обработки поверхности, для изготовления данной детали целесообразнее всего использовать режущий инструмент из твердого сплава Т5К10.
1. Для подрезания торцов используются подрезные резцы, Р18 ГОСТ 18880-73.
2. Для точения наружной поверхности крышки используется проходной резец Р18 ГОСТ 18878-73.
3. Для шлифования используется шлифовальный круг (абразивный) ПП (плоский прямого профиля) ГОСТ 17123-79.
Выбор мерительных инструментов. В условиях индивидуального производства контроль геометрической точности корпусных деталей выполняют на специальных приборах, обеспечивающих автоматическое измерение одновременно нескольких параметров точности детали. Измерительная система таких приборов основана обычно на применении пневматических, индуктивных или электроконтактных датчиков.
При выборе измерительных средств необходимо учитывать требования к точности контролируемой детали и допускаемые предельные погрешности измерительного прибора. Предельная погрешность измерительных средств, как правило, не должна превышать 0,1…0,2 мм допуска на контролируемый параметр и лишь в отдельных случаях при малом допуске возможно допустить погрешность измерения в пределах 0,3 допуска.
Штангенциркули применяют для измерения наружных и внутренних поверхностей, а также глубин и высот. По ГОСТ 166-51 штангенциркули изготовляют с пределом измерения 100; 125; 150; 200; 300; 400; 500; 600; 800; 1000; 1500 и 2000 мм с величиной отсчета по нониусу 0,1; 0,05; 0,02 мм.
Нутромеры применяются для точных наружных измерений диаметров, длины, толщины. По ГОСТ 6507-60 нутромеры имеют пределы измерений: 0-25; 25-50; 50-75; 75-100; 100-125; 125-150; 150-175; 175-200; 200-225; 225-250; 250-275; 275-300; 300-400; 400-500; 500-600; 600-700; 700-800; 800-900; 900-1000; 1000-1200; 1200-1400; 1400-1600 мм с ценой деления 0,01 мм.
деталь технологичность резание поверхность
9. Расчет режимов резания и техническое нормирование
В оформлении данного раздела по каждой из операций технологического процесса заносится следующая информация:
1.Номер и наименование операции
2. Оборудование: полное наименование и модель
3. Краткое описание работы, выполняемой в операции
4. Тип приспособления
Затем по каждому переходу заносится:
5. Номер перехода и его содержание
6. Наименование режущего инструмента, его основная характеристика и материал рабочей части
7. Расчет режимов резания. Он выполняется в следующей последовательности:
- Глубина резания
- Подача
- Скорость резания
- Частота вращения
- Коррекция частоты вращения (по паспорту станка)
- Действительная скорость резания
8. Техническое нормирование, связанное с переходом:
- Основное время
- Вспомогательное время
9. Основное время на операцию. Определяется как сумма основного времени по переходам.
10. Вспомогательное время на операцию определяется как сумма времени на установку и снятие детали и вспомогательного времени по переходам. В автоматизированном производстве при определении вспомогательного времени, связанного с переходом, следует учитывать время, затраченное на позиционирование, ускоренное перемещение рабочих органов станка, подвод инструмента вдоль оси в зону обработки и последующий отвод, автоматическую смену режущего инструмента. Вспомогательное время определяется по таблицам (приложение 3).
11. Оперативное время
12. Дополнительное время
13. Штучное время
Расчет режимов резания на один - два технологических перехода выполняется расчетно-аналитическим методом. На остальные переходы оптимальные режимы резания определяются по таблицам.
Техническое нормирование выполняется на одну – две операции.
Расчет режимов резания.
Расчет режимов резания на участок детали Ø35f7. Исходные данные: деталь крышка из стали 45. Заготовка – прокат. Обработка производится на токарно-винторезном станке. Режущий инструмент – проходной резец. Инструментальный материал – Т5К10.
Операция 005 Токарная. Переход 2. Точить поверхность Ø35f7.1.Глубина резания t, мм
t = 1,77 / 2=0,89 (расчет припусков)
2.Назначаем подачу S мм/об принимаем S = 0,8 мм/об. (табл П 2.7, для размера державки резца 25 мм).
Похожие работы
... поверхностей. Кроме того, специальные калибры применяются для контроля размеров фасок и глубины расположения поверхностей. 5. Разработка технологической документации Согласно последовательности операций и переходов, приведенной в разделе 4 составляется маршрутная карта механической обработки детали «Полумуфта». Операционные карты и карты эскизов будут составлены для операций 110 и 120 ...





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...





... 86,5 7 400 000 8770000 9460000 Примечание: Затраты на транспортировку и монтаж станков в среднем 15% от его стоимости. 5.2 Разработка плана расположения оборудования на участке Участок механической обработки детали «Стакан» располагается в пролете шириной 12 м и шагом колонн 6 м. Так как производство среднесерийное, то планировку участка осуществляем по порядку технологических операций, ...
0 комментариев