Техническая керамика
Классификация керамических материалов
Основные физико-химические свойства керамических материалов
Общая схема технологических этапов производства керамических материалов и ее характеристика
Производство и применение стеновых изделий
Производство и применение облицовочных изделий
Искусственные пористые заполнители, основы технологии производства, основные виды и свойства легких заполнителей
Свойства аглопорита
Навигация
Производство и применение облицовочных изделий
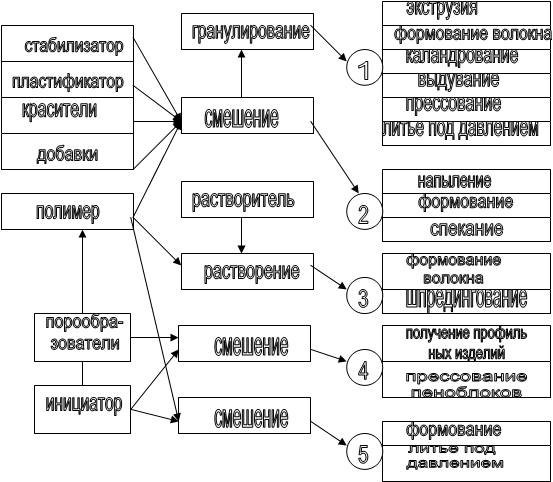
Технологические схемы производства различных видов керамики
114052
знака
0
таблиц
0
изображений
14 Производство и применение облицовочных изделий
Широкое и эффективное применение в современном строительстве керамических облицовочных материалов определяется качествами их, отвечающими всем требованиям, предъявляемым к облицовочным материалам.
Все керамические облицовочные изделия можно разбить на две группы: для облицовки фасадов и внешних стен зданий и для облицовки внутренних стен зданий. Поскольку условия эксплуатации этих материалов различны, то их физико-механические показатели также во многом могут быть различными. Так, например, изделия для внешней облицовки должны обладать высокими показателями водонепроницаемости и морозостойкости, что не обязательно для изделий внутренней облицовки.
Внешние стены зданий под воздействием атмосферных осадков периодически увлажняются, вследствие чего увеличивается теплопроводность стен. Следовательно, облицовочные материалы должны обладать большой водонепроницаемостью и не допускать проникания воды к основному материалу стены. Очень опасно и разрушительно для наружной облицовки совместное действие воды и мороза. Поэтому облицовочные материалы должны быть морозостойкими и выдерживать без видимого разрушения многократное замораживание и оттаивание в насыщенном водой состоянии. Облицовка должна надежно противостоять механическим воздействиям — удару, сжатию, излому, т.е. обладать высокой прочностью. Кроме того, она должна иметь красивый внешний вид, правильную форму и хороший естественный цвет, не меняющийся в течение длительного времени под воздействием различных факторов (солнечный свет, перепад температур, атмосферные осадки, газы, находящиеся в воздухе, и др.)- Весьма важным качеством для облицовочных материалов является простота их укладки в конструкцию стены и надежность крепления.
Кирпич и камни лицевые, в настоящее время являющиеся основными облицовочными керамическими материалами, делают сплошными и пустотелыми. Лицевая поверхность их может быть гладкой, рифленой или офактуренной. Рельефное офактуривание поверхности достигается дополнительной обработкой влажного сырца специальными гребенками и рифлеными валиками. Изготовляются они из глин, с добавками или без них, формуются и обжигаются примерно в тех же условиях, как и другие керамические изделия. При облицовке фасадов зданий надежность крепления этих материалов достигается тем, что облицовка ведется одновременно с кладкой стен; таким образом, облицовочные кирпичи и камни служат и конструктивным несущим элементом наряду с обычным стеновым материалом.
В зависимости от формы и назначения лицевой керамический кирпич и камни подразделяют на рядовые и профильные. Наиболее часто применяемые материалы имеют размеры: кирпич лицевой рядовой и профильный 250X120X65 (90) мм, камень лицевой рядовой 250 X X 120x140 мм и камень трехчетвертной 185x120x140 мм. Допускаемые техническими условиями отклонения от размеров не должны превышать ±4 для размеров 185 и 250 мм и +3 —2 для размеров 65— 90 мм.
Фасадные плиты предназначаются для облицовки фасадов зданий. В зависимости от конструкции, способов изготовления и методов крепления плиты подразделяются на закладные и прислонные. Закладные плиты устанавливаются одновременно с кладкой стен, а прислонные крепятся на растворе после возведения и осадки стен. Вырабатываются плиты различных размеров от 250X215 мм и более с допусками ±5 мм по длине и ±3 мм по ширине. Структура черепка плит должна быть однородной, без расслоений и пустот. По морозостойкости плиты должны выдерживать не менее 25 повторных циклов замораживания и оттаивания без каких-либо признаков видимых повреждений: расслоений, выкрашивания углов и ребер и т.п. Водопоглощение плит из светложгущихся глин должно быть не более 12%, из остальных глин не более 14%. Цвет лицевых поверхностей плит должен соответствовать утвержденному эталону, видимая с расстояния 10 м разнотонность лицевой поверхности не допускается. Показатели внешнего вида, правила маркировки, хранения, транспортирования и приемки определяются ГОСТ 6664—59.
Плитки фасадные малогабаритные изготовляют с гладкой или фактурной наружной поверхностью. На тыльной стороне плитки делают углубления для лучшего сцепления с цементным раствором. Лицевая сторона может быть различного цвета, глазурованной или неглазуро-ванной.
Выпускаются плитки прямые (рядовые) и угловые. Всего предусмотрено по 4 размера этих плиток (табл. 10). Отклонения по размерам плиток не должны превышать по длине ±3, по ширине (высоте) ±2 и по толщине ±2 мм.
15 Огнеупоры. Классификация. Сырьевые материалы для производства огнеупоров. Основы технологии
Огнеупорные материалы — это материалы применяемые для проведения металлургических процессов (плавка, отжиг, обжиг, испарение и дистилляция), конструирования печей, высокотемпературных агрегатов (реакторы, двигатели, конструкционные элементы и др).
Огнеупорные материалы отличаются повышенной прочностью при высоких температурах, химической инертностью. По составу огнеупорные материалы это керамические смеси тугоплавких оксидов, силикатов, карбидов, нитридов, боридов. В качестве огнеупорного материала применяется углерод (кокс, графит). В основном это неметаллические материалы, обладающие огнеупорностью не ниже 1580°C, применяются практически везде где требуется ведение какого-либо процесса при высоких температурах.
Классификация
Огнеупоры подразделяются на формованные (изделия) и неформованные (порошки, мертели и т. д.), также их классифицируют по следующим признакам:
· огнеупорность
· пористость
· химико-минеральный состав
· область применения
Классификация по огнеупорности
· огнеупорные (огнеупорность от 1580 до 1770 ° С)
· высокоогнеупорные (от 1770 до 2000 ° С)
· высшей огнеупорности (более 2000 ° С)
Классификация по пористости
· особоплотные (открытая пористость до 3 %)
· высокоплотные (открытая пористость от 3 до 10 %)
· плотные (открытая пористость от 10 до 16 %)
· уплотненные (открытая пористость от 16 до 20 %)
· среднеплотные (открытая пористость от 20 до 30 %)
· низкоплотные (пористость от 30 % до 45 %)
· высокопористые (общая пористость от 45 до 75 %)
· ультрапористые (общая пористость более 75 %)]
Классификация по химико-минеральному составу
Следует различать кислые, нейтральные и основные огнеупоры. Более детальная классификация производится по их химическому составу:
· Кремнеземистые
· Алюмосиликатные
· Глиноземистые
· Глиноземоизвестковые
· Высокомагнезиальные
· Магнезиально-известковые
· Известковые
· Магнезиально-шпинелидные
· Магнезиально-силикатные
· Хромистые
· Цирконистые
· Оксидные
· Углеродистые
· Оксидоуглеродистые
· Карбидкремниевые
· Бескислородные
Алюмосиликатные огнеупоры (alumina-silica refractories) - огнеупоры, изготовленные преимущественно из А12О3 и SiO2. Алюмосиликатные огнеупоры подразделяют на полукислые (14-28% А12О3 ), шамотные (28-45%), высокоглиноземистые (49-95%) и применяют во многих тепловых агрегатах.
Безобжиговые огнеупоры (unburned refractories) - изделия из огнеупорных материалов и связки, приобретают требуемые свойства при сушке < 400°С (после нагрева изделий от 400 до 1000°С их называют термообработанными). Связкой могут быть глины, керамические суспензии, растворы фосфатов, щелочные силикаты (жидкое стекло), смолы термопластичные и термореактивные, эластомеры и другие безобжиговые огнеупоры по прочности и пластичности не уступают, а по термостойкости превосходят обожженные огнеупоры. Наиболее широко применяют следующие безобжиговые огнеупоры: кремнеземистые бетонные блоки (для нагревательных колодцев), шамот и высокоглиноземные (для обжиговых агрегатов), магнезиальноизвестковые на смоляной (пековой) связке (для сталеплавильных конвертеров) периклазовые и периклазохромитовые (для сталеразливочных стаканов), магнезиальные в стальных кассетах.
Бескислородные огнеупоры (non-oxygenous refractories) - огнеупоры, изготовленные из тугоплавких бескислородных соединений: карбидов, нитридов, боридов, силицидов, сульфидов. Технология бескислородных огнеупоров включает приготовление порошков бескислородных соединений, формование из них изделий с добавлением связки и последующий обжиг при высоких температуpax. Применение бескислородных огнеупоров при высоких температуpax в окислительной атмосфере ограничено.
Волокнистые огнеупоры (fibrous refractories) - теплоизоляционные, состоящие из волокон огнеупоры в виде формованных (плиты, блоки, листы и др.) с неорганической или органической связкой и неформованных (вата, войлок и др.) изделий. Волокнистые огнеупоры изготовляют преимущественно из высоко-глиноземного и глиноземного стекловолокна и из корундового, поликристалличического волокна, а также из ZrO2 и др. оксидов. Волокнистые огнеупоры применяют для теплоизоляции и футеровки тепловых агрегатов, а также для заполнения компенсационных швов.
Высокоглиноземистые огнеупоры (high-alumina refractories) - алюмосиликатные огнеупоры, содержащие > 45% А12О3. Высокоглиноземистые огнеупоры подразделяются на муллитокремнеземистые (МКР, 45-62% А12О3), муллитовые (МЛ, 62-72%) и муллитокорундные (МК, 72-90%). Изделия МКР изготавливают на основе шамота из бокситов, глин и бокситов, а также концентратов высокоглиноземистых алюмосиликатов, МЛ и МК - на основе технического глинозема, электрокорунда, маложелезистых бокситов, богатых глиноземом. Высокоглиноземистые огнеупоры применяют для футеровки сталеразливочных, промежуточных и чугуновозных ковшей, скользящих затворов ковшей, сводов электродуговых печей, лещади и горна домен, печей, воздухонагревателей нагревательных печей и др. тепловых агрегатов с рабочей температурой выше 1300-1350°С, а также в качестве стаканов для разливки стали, трубок для термопар и др. Неформованные высокоглиноземистые огнеупоры типа МЛ и МК применяют в виде набивных масс (для сталеразливочных ковшей), заполнителей огнеупорных бетонов, мертелей и т.п.
Высокоглиноземистые (корундовые) огнеупоры (high-alumina (corundum) refractories) - огнеупоры, содержащие > 95% А12О3. Корундовые огнеупоры изготавливают из порошков электроплавкого корунда и технического глинозема, формуют разными способами и обжигают при 1600-1750°C. Корундовые огнеупоры применяют в агрегатах с рабочей температурой до 1750-1800°С, они обеспечивают необходимую стойкость в условиях контакта со шлаком, жидким металлом, расплавом стекла, щелочами и кислотами. Из корундовых огнеупоров изготовляют корундовые плиты для шиберных затворов сталеразливочных ковшей, изделия для футеровки камер вакууматоров стали, насадки высокотемпературных воздухонагревателей, чехлы термопар, тигли для плавки стекол, металлов и др. Неформовованные корундовые огнеупоры - мертели и бетоны с корундовым заполнителем применяют для футеровки патрубков вакууматоров стали, а массы и обмазки - для изгототовления и ремонта огнеупорных футеровок с рабочей температурой > 1700°С.
Известковопериклазовые (доломитовые) огнеупоры (lime-periclase (dolomite) refractories) - огнеупоры, изготовленные из доломита, в т.ч. с добавлением периклазового порошка с массовой долей MgO - 10-50% и СаО - 45-85%. Безобжиговые известковопериклазовые огнеупоры изготавливают формованием порошков обожженного доломита на органической связке (каменноугольная смола, пекбез или с термической обработкой при 300-600°С); огнеупорность их > 2000°С. Изготовляют также известковопериклазовые огнеупоры, обожженные при 1500-1750°С и сохранившие частично свобобные СаО. Известковопериклазовые огнеупоры устойчивы при взаимодействии с основными шлаками. Безобжиговые известковопериклазовые огнеупоры применяют для футеровки сталеплавильных конвертеров, а обожженные известковопериклазовые огнеупоры - сталеплавильных печей, сталеразливочных ковшей и т.п. Используют неформовованные известковопериклазовые огнеупоры (массы из обожженного доломита со связкой) для набивки блочных и монолитных футеровок электросталеплавильных печей, конвертеров, сталеразливочных ковшей и др.
Карбидкремниевые огнеупоры (silicon-carbide refractiries) - огнеупоры, изготовленные на основе SiC (> 70%). Карбидкремниевые огнеупоры применяют для изготовления муфелей, рекуператоров, чехлов термопар и др.; футеровки электрических нагревательных колодцев, агрегатов производства цинка и алюминия, циклонов трубопроводов и т.п. Карбидкремниевые огнеупоры на нитридной и оксинитридной связке используют также для футеровки нижней части шахты домен, печей. Неформованные карбидкремниевые огнеупоры применяют для покрытий щитовых экранов котельных топок, в виде мертелей и масс при выполнении огнеупорной кладки.
Кремнеземистые огнеупоры (silicons refractories) - огнеупоры, содержащие > 80% SiO2. К ним относят наиболее распространенные динасовые и кварцевые огнеупоры, а также кварц, стекло.
Динасовые огнеупоры содержат > 93% SiO2 или 80-93% SiO2 (при изготовлении с добавками) и изготовливаются из кварцитов. В порошок кварцита добавляют известковое молоко и железистые добавки, формуют на прессах изделия задан, размеров и обжигают при 1430-1460°С. Динасовые огнеупоры применяют для футеровки коксовых, стекловар, печей, воздухонагревателей, а также ряда плавильных агрегатов в ЦМ и др. Неформованные динасовые огнеупоры - мертели, материалы для обмазок и т.п. изготавливают из молотых боя динас, огнеупоров и кварцитов, применяют при выполнении и ремонте кладки.
Кварцевое стекло - переохлажденный расплав природного (песок, жильный кварц, горный хрусталь и др.) или синтетического кремнезема, содержащего > 99% SiO2, применяют для изготовления стекловарных печей (в виде блоков), ламп инфракрасного нагрева, защитных чехлов термопар и др. Из кварцевого стекла путем измельчения, формования и обжига (а также без обжига) изготавливают также термостойкие огнеупорные изделия (так называемая кварцевая керамика), используют в качестве погружных стаканов и защитных труб при разливке стали, в лабораторной практике и др.
Легковесные огнеупоры (lightweight refractories) - огнеупоры с высокой (45-85%) пористостью. Легковесные огнеупоры подразделяют на: шамотные, высокоглиноземные, динасовые, глиноземные (корундовые) и другие типы. Основа технологии изготовления: введение в шихту измельченных выгорающих добавок (древесных опилок, лигнина, кокса, полистирола и др.) и формование изделий пластичным или полусухим способами; смешивание суспензий из огнеупорных порошков с пеной из клеевого раствора с поверхностно-активной добавкой, химическое газообразование и вспучивание суспензии, содержащей стабилизатор, разливка в форму; формование изделий из легковесных заполнителей (пористых зерен, пустотелых сфер) с добавлением связующего. Заключительная стадия - обжиг при > 1250°С. Легковесные огнеупоры применяют в качестве теплоизоляционных материалов для футеровки стен и сводов нагревательных и обжиговых печей, котельных топок и др. Экономия энергоресурсов от применения легковесных огнеупоров по сравнению с обычными 10-30%. Высокоогнеупорные легковесные огнеупоры на основе оксидов применяют в вакуумной технике, высокотемпературных печах, силовых установках легательных аппаратов и др. Неформованные легковесные огнеупоры в виде засыпок из зернистых материалов, в т.ч. из пустотелых гранул применяют для внешней теплоизоляции тепловых агрегатов.
Магнезиальные огнеупоры (magnesia refractories) - огнеупоры, содержащие в основе MgO. К ним относят: магнезиальносиликатные (45-85%), магнезиальношпинелидные (40-85%) и магнезиальноизвестковые (10-85%). Магнезиальные огнеупоры изготовляют из обожженных и частично сырых материалов с добавлением связки и обжигом при 1500-1900°С. Магнезиальные огнеупоры имеют высокую стойкость при взаимодействии с расплавами металлов и основных шлаков, широко применяются для футеровки металлургических и других агрегатов.
Магнезиальносиликатные огнеупоры (magnesia-silica refractories) - огнеупоры, состоящие в основном из форстерита (Mg2(SiO4)) и содержащие 50-60% MgO, 25-40% SiO2. Магнезиальносиликатные огнеупоры формуют со связующей добавкой и обжигают при 1450-1550°С (или используют без обжига). Основные свойства магнезиальносиликатных огнеупоров: пористость открытая 22-28%, температуpa начала размягчения под нагрузкой - до 1610-1620°С. Магнезиальносиликатные огнеупоры применяют для футеровки насадок регенераторов мартенов, и стекловарных печей, сталеразливочных ковшей (в т.ч. в виде набивных масс), плавильных агрегатов ЦМ, а также для изготовления сталеразливочных стаканов и др. Неформованные магнезиальносиликатные огнеупоры могут применяться как добавка в металлургических порошках.
Магнезиальношпинелидные огнеупоры (magnesia spinel refractories) - огнеупоры, состящие из периклаза и хромшпинелида MgO. Сг2О3 (в т.ч. со шпинелью MgO o А12О3). Периклазохромитовые огнеупоры содержат > 60% MgO и 5-20% Сг2О3. Периклазохромитовые огнеупоры формуют и обжигают при 1700-1850°С. Для высококачественных периклазохромитовых огнеупоров используют MgO чистотой > 96% и концентраты хромита. Периклазохромитовые огнеупоры применяют для футеровки сводов сталеплавильных печей, вакууматоров стали, кислородных конвертеров (горловина, летки), сталеразливочных ковшей (шлак, пояс), медеплавильных агрегатов, высокотемпературных обжиговых печей и др.). К магнезиальношпинелидным огнеупорам (также относят: хромитопериклазовые, изготовляемые из смеси периклазового порошка с хромитовой рудой и содержащие 40-60% MgO и 15-35% Сг2О3; периклазошпинельные (> 40% MgO и 5-55% А12О3), шпинельные, состоящие в основном из шпинели состава MgO и хромитовые огнеупоры. Магнезиальношпинелидные огнеупоры этих типов используют взамен более дорогостоящих магнезиальношпинелидных периклазохромитовых огнеупоров для футеровки менее ответственных частей (участков) сталеплавильных агрегатов, обжиговых печей и др. Применяют безобжиговые магнезиальношпинелидные огнеупоры для изготовления сталеразливочных стаканов и др.
Неформованные огнеупоры (non-shaped refractories) - огнеупоры, изготовленные без определенной форм и размеров в виде кусковых, порошковых и волокнистых материалов, а также паст и суспензий. К ним относят: металлургические заправочные порошки, заполнители и мелкозернистые компоненты для огнеупорных бетонов, огнеупорные цементы, бетонные смеси и готовые к применению массы, мертели, материалы для покрытий (в т.ч. торкрет-массы), некоторые виды волокнистых огнеупоров. Неформованные огнеупоры могут быть сухими, полусухими, пластичными и жидкотекучими. Неформованные огнеупоры применяют для выполнения и ремонта футеровок сталеразливочных ковшей (набивные и наливные кремнеземные, высокоглиноземные и магнезиальные массы); конвертеров (торкрет-массы), нагревательных и обжиговых печей (шамот, и высокоглиноземные массы), индукционных печей (корундовые и периклазовые массы), коксовых печей (обмазки), подин мартен, и электродуговых печей (заправочные порошки) и т. д. Неформованные огнеупоры применяют для рабочего слоя футеровки промежуточных и сталеразливочных ковшей, стен и сводов мартеновских печей, в набивных частях футеровки вакууматоров, печей ЦМ и др.
Оксидные огнеупоры (oxide refractories) - огнеупоры, содержащие > 97% высокоогнеупорных оксидов или их соединений и твердых растворов. Формованные оксидные огнеупоры изготовляют преимущественно из тонкозернистых порошков прессов, или литьем из суспензий с последующим обжигом, а неформованные оксидные огнеупоры - измельчением оксидов, обычно после предварительного обжига и введения необходимых добавок. В металлургии оксидные огнеупоры применяют в виде изделий из технической керамики для аппаратуры при измерении высоких температур, датчиков контроля масс, доли кислорода в стали, тиглей для лабораторных плавильных печей, вкладышей в разлив, устройствах и др.
Периклазовые огнеупоры (periclase (mag-nesite) refractories) - магнезиальные огнеупоры, содержащие > 85% MgO. Периклазовые огнеупоры изготовляют из периклазового порошка с добавлением клеящей связки обжигом при 1600-1900°С; для безобжиговыех периклазовых огнеупоров используют связки из лигносульфонатового сульфата магния и др. Периклазовые огнеупоры применяют для футеровки стенок мартеновских печей, миксеров, печей для плавки меди и никеля, высокотемпературных нагревательных печей, леток кислородных конвертеров и др., а также в виде плит шиберных затворов сталеразливочных ковшей, стаканов для разливки сталей, пористых фурм для продувки стали газами и т.п. Неформованные периклазовые огнеупоры используют для изготовления мертеля, металлургических (заправочных) порошков, набивных масс для вакууматоров стали, индукционных печей и др.
Периклазоуглеродистые огнеупоры (periclase (magnesite)-carbon refractories) - огнеупоры, изготовленные из периклазового порошка с добавлением 6-25% природного или искусственного графита и органической связки (например, фенольной порошкообразной с этиленгли-колем или бакелита). Периклазоуглеродистые огнеупоры применяют для футеровки устройств для подачи газа снизу в конвертерах с комбинированной продувкой и ответственных участков стен мощных электродуговых печей; для шлакового пояса электродуговых печей и сталеразливочных ковшей, а также шиберных затворов.
Плавленые огнеупоры (fused refractories) - огнеупоры, изготовленные расплавлением огнеупорных материалов и разливкой в формы. Для плавки большинства огнеупорных материалов используют электродуговые печи, а кварца - печи сопротивления и кислородные горелки. Корундовые и корундомуллитовые плавленые огнеупоры применяют в виде блоков для изготовления подин нагреватательных печей и колодцев, днищ вакуум-камер и др., бадделеитокорундовые кварцевые плавленые огнеупоры - для футеровки стекловарных печей. Порошки плавленых периклаза, глинозема и шпинелей используют для изготовления огнеупорных изделий и бетонов. Корундовые порошки из глинозема и боксита применяются также в производстве абразивов.
Полукислые огнеупоры (semi-silicious (silica-acid) refractories) - алюмосиликатные огнеупоры с массовой долей А12О3 от 14 до 28 %. Полукислые огнеупоры применяют преимущественно для малоответственных участков футеровок металлургических агрегатов, в т.ч. коксовых печей, в виде капсул для определения серы и углерода в чугуне, стали и др.
Смолодоломитовые огнеупоры (tar-dolomite refractories) - формованные на прессах изделия из порошка обожженного доломита (крупность зерен до 6-8 мм), смешанного при нагревании до 100-120°С с 4-6% каменноугольной смолы или пека. Смолодоломитовые огнеупоры имеют кажущуюся плотность 2800-2900 кг/м3, предел прочности при сжатии 2000-4000 МПа, устойчивы против основных шлаков. При добавке в массу магнезитового порошка изделие называются смолодоломитомагнезитовыми. Смолодоломитовые огнеупоры применяются для футеровки кислородных конвертеров. Иногда смолодоломитовые огнеупоры применяют в кладке дуговых сталеплавильных печей.
Смоломагнезитовые огнеупоры (tar-magnesite refractories) - изделия и массы, приготовленной из обожженного магнезитового (периклазового) порошка смешением при нагреве до 100-120°С с 4-6% каменноугольной смолы или пека. При содержании примеси < 2-3 % СаО стойки к гидратации на воздухе; применение аналогично смолодоломитовым огнеупорам.
Углеродистые огнеупоры (carbon refractories) - огнеупоры, состоящие преимущественно из свободного углерода или содержащие углерод в качестве основного компонента. К углеродистым огнеупорам относят: угольные и графитированные блоки, изготовленные из кокса и термоантрацита с каменноугольной смолой, пеком, битумом, антрацитовым маслом, обжигаемые при 1100-1450°С; графитированные изделия из нефтяного кокса с графитовой структурой и малым содержанием золы, получаемые обжигом при > 2000°С; пирографит - продукт разложения углеродсодержащего газа на нагретой поверхности и др. К углеродистым огнеупорам относят также углеродсодержащие огнеупоры, изготовленные из графита, огнеупорной глины, шамота (в т.ч. высокоглиноземистого), корунда и т.п. Углеродистые огнеупоры отличаются высокой теплопроводностью, низким ТКЛР, хорошей стойкостью при взаимодействии с расплавами металлов и шлаками. Углеродистые огнеупоры применяют для футеровки нижнего строения домен, печей, электротермических печей, агрегатов для плавки свинца, меди и др., а также для изготовления погружных стаканов, стопоров-моноблоков, вкладышей для изложниц, тиглей для плавки цветных металлов и др. Неформованные углеродистые огнеупоры из коксрвых порошков на каменноугольной смоле применяют для заполнения швов кладки, углеродсодержащие - для футеровки желобов домен, печей и др.
Шамотные огнеупоры (fireclay refractories) - алюмосиликатные огнеупоры, содержащие 28-45% А12О3 и 50-70 SiO2. Технология производства формованных шамотных огнеупоров включает: обжиг глины (каолина) при 1300-1500°С во вращающихся или шахтных печах, измельчение полученного шамота, смешивание со связующей глиной и водой (иногда с добавлением других связующих материалов), формование, сушку и обжиг при 1300-1400°С. Шамотные огнеупоры применяют для футеровки доменных печей, сталеразливочных ковшей, нагревательных и обжиговых печей, котельных топок и др., а также для изготовления сифонных изделий для разливки стали. Неформованные шамотные огнеупоры изготовляют из измельчения шамота и связующих материалов и применяют в виде мертелей, набивных масс, порошков, заполнителей бетонов и др. при выполнении и ремонте огнеупорных футеровок разных тепловых агрегатов.
Похожие работы
... слива жидкости. Форма обычно коническая или цилиндрическая. Емкость кувшина для воды до 1,5 л, для других напитков - до 2,5-2,7 л. Кувшины могут быть с крышкой и без нее. 2.2 Разработка керамического питьевого набора "Пасхальный" Каждое изделие обладает своей спецификой, ставит свои задачи, раскрывает свой неповторимый замысел. В данной работе использовались основные формы - во всех сосудах ...
... пород. 4. возможность использования в рецептуре композита вторичных сырьевых материалов (отходов потребления полимерной химии и деревопереработки) без ухудшения качества композита. 5. разработка двух технологических схем производства микрокомпозита (экструдер-режущее устройство-сушка-упаковка) и нанокомпозита (виброакустическая мельница – экструдер-режущее устройство). 5. Расчетно- ...
... 795 материал, содержащий 95—99 % А12О3; Подгруппа высокоглиноземистый 799 материал, содержащий свыше 99 % А1203./1/ Электроизоляционные керамические материалы по назначению классифицируются согласно табл. 2 (см. приложения)./16/ Если поры керамики сообщаются между собой и поверхностью изделия, то она называется «пористой», т. е. имеющей ...
... не требуют обслуживания и ремонта, то есть являются более эффективными при долговременной эксплуатации. Краснодарский край в течение многих лет является лидером среди регионов России по производству керамического кирпича. Его удельный выпуск сопоставим с развитыми странами и заметно выше среднего по России (табл. 4). /2.3/ Таблица 4 - Удельное производство керамического кирпича Страны ...
0 комментариев