Навигация
Пример расчета потребности фрезы в СИП на ОАО «УАЗ»
42826
знаков
2
таблицы
0
изображений
3. Пример расчета потребности фрезы в СИП на ОАО «УАЗ»
3.1 Краткая характеристика предприятия.
В 1941 году, в суровые дни первых месяцев войны, в результате эвакуации части производства Московского автозавода (в настоящее время завод имени Лихачева), началась история Ульяновского автомобильного завода (УАЗ).
С первых дней создания нового предприятия начался монтаж и подготовка к пуску двух инструментальных цехов, а уже в феврале-марте 1942 года оба цеха начали производство продукции. Таким образом, был заложен фундамент будущего завода. Стабильное производство инструмента и оснастки позволяло наладить бесперебойный выпуск автомобилей для нужд армии. С этого момента можно вести отсчет истории ООО «УАЗ-Техинструмент».
После окончания Великой Отечественной войны, в связи с началом выпуска грузовых автомобилей ГАЗ-АА (полуторки), а с 1954 года - ГАЗ-69, перед инструментальщиками стояли новые задачи — обеспечение производств завода более широкой номенклатурой оснастки, приспособлений, нормалей, уникального инструмента. За короткий срок объемы производства выросли в 2-3 раза. Было освоено производство сложных видов инструмента таких, как шлицевые калибры, шевера, резцы «Глиссон» и другие.
Инструментальный цех - инструменталъно-штамповый корпус (ИШК) -корпус вспомогательных цехов (КВЦ) - станко-инструменталъное производство (СИП), таков более чем шестидесятилетний путь развития инструментального производства на УАЗ.
В 2004 году, согласно плану реструктуризации завода, принято решение о выделении станко-инструменталъного производства в самостоятельную бизнес единицу. В апреле 2005 года на базе СИП была создана новая организация - ООО « УАЗ-Техинструмент».
Полное название организации (предприятия): Общество с ограниченной ответственностью « УАЗ-Техинструмент»
Форма собственности: Общество с ограниченной ответственностью
Год создания: Апрель 2005 года
Краткая характеристика организации (предприятия): ООО «УАЗ-Техинструмент» дочернее предприятие ОАО «Ульяновский автомобильный завод». Общая производственная площадь — 25300м2. Общее количество оборудования — 1293 единицы, из них технологического - 992 единицы. В 2004г. было изготовлено свыше 230 тысяч единиц инструмента и оснастки.
Производственный профиль: Машиностроение и металлообработка
Характеристика выпускаемой продукции /услуг: Режущий, мерительный и холодно - высадочный инструмент, вспомогательные и контрольно -измерительные приспособления, пресс - формы, металлические модели, кузнечные штампы, штампы холодной листовой штамповки (крупные, средние, мелкие). /Наладка и ремонт инструмента и технологической оснастки [20].
В настоящее время в ООО «УАЗ-Техинструмент» осуществляются следующие виды деятельности: производство различного инструмента, штампов и оснастки, а также крепежных изделий, обработка металлических изделий с использованием основных технических процессов машиностроения, а также нанесения покрытий на металлы; ковка, прессование, штамповка и профилирование. Кроме того, предоставляются услуги по монтажу, ремонту и техническому обслуживанию производимого оборудования и оснастки.
ООО «УАЗ-Техинструмент» является основным поставщиком инструмента и оснастки на ОАО «УАЗ».
В производстве занято около 1500 сотрудников, деятельность которых организована с главной целью - удовлетворение требований потребителей.
Предприятие выпускает:
ШТАМПЫ ХОЛОДНОЙ ЛИСТОВОЙ ШТАМПОВКИ:
• Крупные штампы, массой до 50 тонн (вытяжные, двойного действия, обрезные, формовочные, фланцевые). Представляют собой штампы для различных кузовных деталей автомобилей и сельхозмашин.
• Средние штампы, массой до 4 тонн (вырубные, гибочные, совмещенные и т.д.). Это штампы применяющиеся для изготовления различных деталей автомобилей, мотоциклов а также деталей бытовой техники.
• Мелкие штампы, массой до 500 кг. Представляют собой штампы для различных деталей автомобилей и сельхозмашин, электротехнических устройств, а также производства различных метизов.
ПРЕСС-ФОРМЫ
• Пресс-формы для резинотехнических изделий
• Пресс-формы для пластмассовых изделий
• Пресс-формы для литья под давлением
ПРИСПОСОБЛЕНИЯ
• Головки многошпиндельные
• Кондукторы
• Патроны станочные
• Приспособления станочные
• Приспособления вспомогательные
• Спецоснастка
• Приспособления сварочные
• Приспособления мерительные
• Шаблоны контрольные объемного профиля
• Клещи сварочные
ШТАМПЫ КУЗНЕЧНЫЕ И МЕТАЛЛИЧЕСКИЕ МОДЕЛИ
• Штампы молотовые
• Штампы обрезные
• Штампы высадочные
• Штампы разрубные
• Штампы прошивные
• Штампы чеканочные
• Штампы правочные, гибочные
• Штампы ковочные
• Ящики стержневые
• Модельная оснастка
РЕЖУЩИЙ ИНСТРУМЕНТ
• Высокоточный инструмент
Фрезы червячные модульные
Долбяки
Шевера
Протяжки
• Осевой инструмент
Сверла
Зенкеры
Фрезы концевые
Цековки
Похожие работы

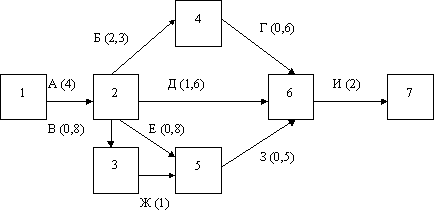
... , комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными. Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы. Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — ...
... которого входят конструкторы, технологические группы, спецслужбы, организаторы, экономисты, т.е. все специалисты, занимающиеся инструментообеспечением производства. Основным звеном инструментального хозяйства на предприятии является инструментальный цех, на который возлагаются задачи по изготовлению специнструмента, оснастки для основной продукции, изготовление инструмента, ремонта оснастки. ...

... типизации технологических процессов литья, ковки и сборки. Технологическая подготовка производства на заводе выполняется службой главного технолога. На крупных заводах технологическая подготовка производства в горячих цехах производится отделом главного металлурга или под его непосредственным руководством. Технологическая подготовка на машиностроительных заводах может быть организована по ...
... При оценке ОУ определяется степень приближения к наилучшим значениям конкретных показателей. Выделяют целый ряд показателей, характеризующих у или иную сторону организации производства · коэффициент использования производственной мощности; · коэффициент экстенсивного и интенсивного использования оборудования; · коэффициент сменности работы оборудования; · ...
0 комментариев