Навигация
Технологічний процес виготовлення деталі "Палець шнека"
21071
знак
8
таблиц
4
изображения
ВСТУП
Машинобудування – це найважливіша галузь промисловості. Її продукція це машини різного призначення, які доставляються усім галузям народного господарства. Розвиток машинобудування – це основа техніко-економічної незалежності країни. Провідне місце в рості економіки країни належить тим галузям машинобудування, що забезпечують матеріальну основу технічного прогресу всіх галузей народного господарства. Зараз машинобудування має могутню виробничу базу і випускає більше 4-ї частини всієї промислової продукції країни.
Швидкий ріст машинобудування – важливої гілки промисловості – визначає темпи переоснащення народного господарства новою технікою і викликає необхідність подальшого вдосконалення технології машинобудування.
Однією з головних задач машинобудування являється: вивчення закономірностей протікання технологічних процесів; вплив різних параметрів на них, якими можна інтенсифікувати виробництво, підвищити його точність і якість.
Для вирішення цієї задачі значне місце займають створення та випуск високопродуктивних машин і обладнання великої потужності, застосування нової техніки і матеріалів, прогресивної технології і систематизації машин для комплексної автоматизації і механізації виробництва.
У зв’язку із цим велику увагу необхідно приділяти розробці, освоєнню і застосуванню прогресивних, високоефективних технологічних процесів, композиційних матеріалів, зниженню металоємкості виробів, економії томливо-енергетичних ресурсів, автоматизації технологічних процесів, підвищенню їх надійності та якості.
Одним із показників економічно-раціональної підготовки виробництва є скорочення термінів проведення всього підготовчого та виробничого циклів. Виконання цієї умови в значній мірі залежить від складу і кількості верстатних пристосувань, що знижують трудомісткість виготовлення продукції і підвищують її якість. Знання усіх цих закономірностей являється основною умовою раціонального проектування технологічних процесів і використання електронно-обчислювальних машин.
1. ЗАГАЛЬНИЙ РОЗДІЛ
1.1 Короткі відомості про деталь
Технічні вимоги до виготовлення деталі
Проаналізувавши робоче креслення деталі “Палец шнека”, я визначив, що:
- деталь “Палець шнека” виготовляється на ВАТ Полтавамаш, номер заводського креслення К7-ФВП-200.04.001;
- деталь відноситься до класу валів;
- деталь по класифікатору має код 715322;
- деталь “Палец шнека” призначена для передачі крутного моменту за рахунок лисок;
- дана деталь витримує слідуючи навантаження в процесі експлуатації:
а) навантаження кручення;
б) навантаження розтягування;
- деталь являється складовою частиною циліндричного редуктора.
Аналіз технологічних умов до виготовлення деталі. Точність розмірів.
Найвищий квалітет точності має зовнішня поверхня шийок валу D=55 з квалітетом точності К6.
Точність геометричної форми: радіальне биття.
Твердість деталі: 45…50 HRC3 , мають зуб’я.
Найнижча шорсткість поверхонь:Ra=1,6 мкм.
Ескіз деталі “Палець шнека” з нумерацією поверхонь представлений на рисунку 1.
Характеристика поверхонь деталі “Палець шнека” представлена в таблиці 1.
Таблиця 1
Характеристика поверхонь деталі “Палець шнека”
| Поверхня | Точність, квалітет | Граничні відхилення, мм | Шорсткість, мм | ||||
| № | Назва, розміри | ||||||
| Діаметри | |||||||
| 1 | Сквозний отвір Æ9 | 7 | +0,018 | Ra 3,2 | |||
| 2 | Зовнішня циліндрична поверхня Æ28f7 | 7 |
| Ra 1,6 | |||
| 3 | Зовнішня циліндрична поверхня Æ36е8 | 8 |
| Ra 1,6 | |||
| 4 | Канавка Æ36h14 | 14 | -0,74 | Ra 6,3 | |||
| 5 | Зовнішня циліндрична поверхня Æ50h6 | 6 | -0,016 | Ra 1,6 | |||
| 6 | Зовнішня циліндрична поверхня з різьбою М42-8g | 8 | 0 | Ra 3,2 | |||
| Поверхня | Точність, квалітет | Граничні відхилення, мм | Шорсткість, мм | ||||
| № | Назва, розміри | ||||||
| 7 | Зовнішні лиски Æ29d10 | 10 |
| Ra 3,2 | |||
| Довжини | |||||||
| 8,9 | Торець 245h14 | 14 | -1,3 | Ra 12,5 | |||
| 10,11 | Торець 60h14 | 14 | -1 | Ra 6,3 | |||
| 12,13 | Торець 103h14 | 14 | -0,96 | Ra 6,3 | |||
| 14,15 | Торець 95h14 | 14 | -0,87 | Ra 6,3 | |||
| 16,17 | Торець 52h14 | 14 | -0,82 | Ra 6,3 | |||
| 18,19 | Торець 30h12 | 12 | -0,74 | Ra 6,3 | |||
| Інші розміри | |||||||
| 20 | Фаска | ± | – | Ra 6,3 | |||
| 21 | Фаска | ± | – | Ra 6,3 | |||
| 22 | Галтель R3 | ± | – | Ra 6,3 | |||
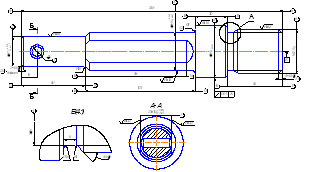
Рисунок 1 – Ескіз деталі “Палець шнека” з нумерацією поверхонь
Похожие работы
... ЭВД -2 Частота обертання – 1500 Продуктивність вентилятора – 600 Напір вентилятора – 25 ККД вентилятора – 0,54 Тип електродвигуна – АОЛ -21 - 4 3. Технологічна частина 3.1 Технологічний процес ремонту жаток кормозбирального комбайна КСК-100 3.1.1 Ремонт валів До основних дефектів валів відносяться причин скручення, знос посадочних місць під підшипники, знос шліців, зрив різьби, ...
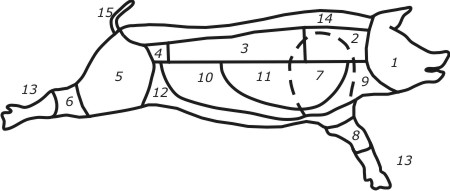
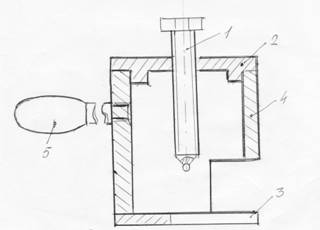
... ця страва готується спеціально для нього, створює найбільш позитивні емоції. У лiтнiй період для виготовлення шашлику використовують складний мангал, який розташовують приміщення ресторану, на веранді (рис. 14). 1.3 Технологія приготування страви Для приготування м'ясних страв з свинини найкраще вживати м'ясо молодих тварин. Його просто відрізнити за кольором. М'ясо тварин у віці до шести ...

... ів на установці ЭМР-100 у режимі дифракції на відображення з поверхні тертя при напрузі, яка з ковзає , 100 кв. 2.3 Математична модель процесів тертя й зношування покрити по пружно - пластичній основі На підставі [12-21] простір існування властивостей детонаційно-газових покриттів можна описати, як: Ω (Rфм Rмф Rфт Rі) З обліком першого обмеження: Ω Ψ де Ψ - простір ...
0 комментариев