Навигация
Вихідна заготовка це штампування на ГКМ
21071
знак
8
таблиц
4
изображения
1. Вихідна заготовка це штампування на ГКМ.
2. Тип виробництва – масовий.
Заготовка підлягає фрезерно-центрувальній операції. В даному типі виробництва токарну обробку вала виконують на гідро копіювальному верстаті 1Е730, заготовка встановлюється в центрах. Шліфувальна операція виконується на верстаті 3Б161.
Складаємо технологічний маршрут обробки поверхні Æ50h6
Операція 005 Токарна (чорнова обробка)
Операція 010 Токарна (чистова обробка)
Операція 015 Шліфувальна
Для того, щоб було зручно працювати необхідно технологічний процес і розрахунки занести в таблицю 2.7.
Елементи припусків Rz i T визначаються за таблицею 3.20 /1, с. 63/
Розрахунковий мінімальний припуск на обробку при токарно-чорновій операції визначається за формулою (1)
![]() (2.7)
(2.7)
де Rzi-1 – величина висоти мікро нерівностей, які залишилися після виконання попереднього технологічного переходу.
Ti-1 – глибина дефектного поверхневого шару, який залишився після виконання попереднього технологічного переходу.
r0 i-1 – сумарне відхилення розташування, яке виникло на попередньому технологічному переході і вимірюється в мкм.
xyi – похибка встановлення заготовки при виконуваному переході або операції.
Для визначення елементів припуска rом і xуі із формули (2.7) необхідно виконати наступні дії:
визначити відхилення розташування заготовки в залежності від закріплення деталі в мкм за формулою (2.8)
rом = 2DуĥLk (2.8)
де Dу – величина питомого відхилення розташування (мкм /мм)
Lk – відстань від перерізу для якого визначається величина відхилення розташування до місця закріплення заготовки
Dу вибираємо за таблицею 3.22 /1, с. 64/
Dу = 0,12 мкм/мм
Відстань Lk перерізу для якого визначається кривизна до місця опори при розташуванні в центрах визначається із рівняння (2.9)
Lk £ 0,5 L (2.9)
де L – загальна довжина заготовки. L=245 мм.
Lk=0,5ĥ245=122,5 мм.
rом=2ĥ0,12ĥ122,5=29,4 мкм.
величина відхилення розташування заготовки при зацентровці rц визначається за формулою (2.10)
![]() (2.10)
(2.10)
де dз – допуск на діаметр базової заготовки. dз=0,019 мм.
![]()
Сумарне відхилення розташування r0 визначається за формулою (2.11) в мкм
![]() (2.11)
(2.11)
![]()
Похибка встановлення при базуванні в центрах визначається за формулою (2.12)
xуі = 0,25ĥdз (3.12)
xуі=0,25ĥ1000=250
Мінімальний припуск на обробку
![]()
Максимальний припуск на чернову обробку визначається за формулою (2.13)
2zmax = 2zmin + dDп – dDв (3.13)
2zmax=1581+1000-250=2331 мкм
Розрахунок мінімального припуска на токарно-чистову обробку.
Величину остатнього сумарного розташування заготовки rост в мкм після виконання токарно-чорнової обробки визначаємо за формулою (2.14)
rост = Куĥrо.з. (2.14)
де Ку – коєфіціент уточнення і визначається за таблицею 3.19 /1,с. 61/
Ку = 0,06
rост = 0,06ĥ351,2=21,07 мкм
Розраховуємо xу за формулою (2.15)
xуі = Куĥxуі-1 (3.15)
xуі = 0,06ĥ250=15 мкм
Мінімальний припуск на токарно-чистову обробку
![]()
Максимальний припуск на токарно-чистову обробку
2zmax =251,6+250-39=512,6 мкм =0,51 мм
Розрахунковий максимальний і мінімальний припуски на шліфування
2zmin = 2(25+25)=100 мкм =0,1 мм
2zmax =100+39-16=123 мкм =0,123мм
Таблиця 2.5
Розрахунок припусків, допусків та між операційних розмірів за технологічними операціями
| Вид заготовки і технологічної операції | Точність заготовки і обробляємої поверхні | Допуск dз, мм | Елементи припуска, мкм | Міжопераційні розміри, мм | Між операційні припуски, мм | |||||
| Rz | T | r0 | xy | Dmax | Dmin | 2zmax | 2zmin | |||
| Заготовка-штампування | h15 | 1 | 160 | 200 | 351,2 | 52,965 | 51,919 | |||
| Токарна чорнова | h12 | 0,25 | 50 | 50 | 21,7 | 250 | 50,635 | 50,334 | 2,33 | 1,58 |
| Токарна чистова | h8 | 0,039 | 25 | 25 | – | 15 | 50,123 | 50,084 | 0,512 | 0,25 |
| Шліфувальна | h6 | 0,016 | 5 | 15 | – | 50,0 | 49,984 | 0,123 | 0,1 | |
| Разом | 2,965 | 1,93 | ||||||||
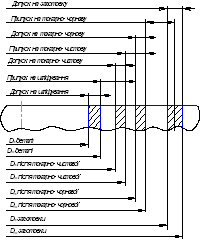
Рисунок 4 – Схема полів допусків
2.8 Докладна розробка фрезерної операції технологічного процесу, з визначенням режимів обробки аналітичним методом.
Враховуючи, що необхідно досягти шорсткості RA= 3,2 мкм.
Визначаємо швидкість різання за формулою (2.16) /4,с.285 таблиця 39, 40/
![]() (2.16)
(2.16)
Сu=22,5
q=0,35
x=0,21
y=0,48
u=0,03
p=0,1
m=0,27
T=90
Sz=0,2 мм/зуб
t=3,5
B=20
z=4
D=29
Ku=0,9
![]()
Силу різання визначаємо за формулою (2.17)
![]() (2.17)
(2.17)
де z – кількість зубців фрези, z=4
n – частота обертання фрези, об/хв., n=250
Ср=82
x=0,75
y=0,6
u=1
q=0,86
w=0
Kmp=1,04
![]() кН
кН
Визначаємо потужність різання при фрезеруванні за формулою (2.18)
![]() (2.18)
(2.18)
![]()
Визначаємо ефективну потужність різання за формулою (2.19)
Nф=Nріз´h (3.19)
h - коефіцієнт корисної дії, h=0,85
Nріз беремо з паспорта верстата
Nф=7,5´0,85=6,37 кВт
Висновок: визначивши потужність різання та ефективну потужність різання і порівнявши їх з верстатними даними, ми дійшли висновку, що Nріз< Nф. Отже, обробка можлива.
2.9 Розрахунок норми часу на фрезерну операцію
При масовому виробництві норма штучного часу в хв. визначається за формулою (2.20)
Тшт=То+То.о.+Твід (2.20)
де То – основний технологічний час, частина штучного часу, який витрачається на досягнення основної мети даної роботи або технологічної операції.
То.о. – час організаційного обслуговування верстата, частина штучного часу, який витрачається на обслуговування верстата під час роботи і після її закінчення (прибирання, змащування мастилом)
Твід – час відпочинку, частина штучного, який витрачається при інтенсивних фізично-навантажених працях.
![]() (2.21)
(2.21)
де L- довжина фрезерування, L=95 мм.
і – кількість заходів, і=1
Sм – подача, Sм=82 мм/об
![]()
Тд=0,37 хв.
Час обслуговування робочого місця (технічного і організаційного) визначається у відсотках до оперативного часу, який в свою чергу визначається за формулою (2.22)
Топ=То+Тдоп (3.22)
Топ=1,1+0,37=1,47 хв.
Тобс.=2,5%ĥТоп (3.18)
Тобс.=0,025ĥ1,47=0,036 хв.
Твід.=4%ĥТоп (3.19)
Твід.=0,04ĥ1,47=0,058 хв.
Тшт.=1,1+0,036+0,058=1,194 хв.
ЛІТЕРАТУРА
1. Н.А. Силантьева, В.Р. Малиновский Техническое нормирование труда в машиностроении.-М.: Машиностроение, 1990, 256 с.
2. Добрыднев И.С. Курсовое проектирование по предмету “Технология машиностроения”: Учебн. пособие для техникумов по специальности “Обработка металлов резанием”. – М.: Машиностроение, 1985. 184 с.
3. В.В. Данилевский Технология машиностроения. Учебник для техникумов.– М.: Высшая школа, 1988, 415с.
4. Косилова А.Р. Справочник технолога-машиностроителя. Том 2 – М.: Высшая школа, 1986.
Похожие работы
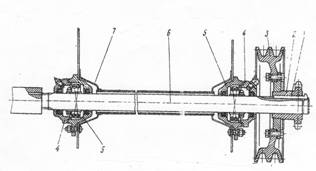
... ЭВД -2 Частота обертання – 1500 Продуктивність вентилятора – 600 Напір вентилятора – 25 ККД вентилятора – 0,54 Тип електродвигуна – АОЛ -21 - 4 3. Технологічна частина 3.1 Технологічний процес ремонту жаток кормозбирального комбайна КСК-100 3.1.1 Ремонт валів До основних дефектів валів відносяться причин скручення, знос посадочних місць під підшипники, знос шліців, зрив різьби, ...
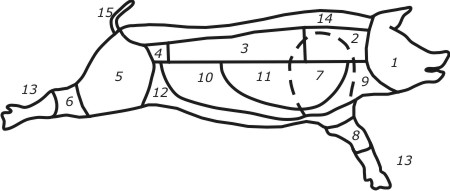
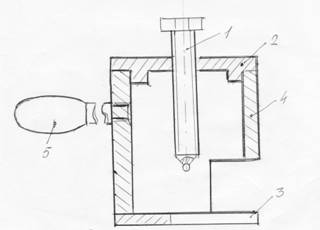
... ця страва готується спеціально для нього, створює найбільш позитивні емоції. У лiтнiй період для виготовлення шашлику використовують складний мангал, який розташовують приміщення ресторану, на веранді (рис. 14). 1.3 Технологія приготування страви Для приготування м'ясних страв з свинини найкраще вживати м'ясо молодих тварин. Його просто відрізнити за кольором. М'ясо тварин у віці до шести ...

... ів на установці ЭМР-100 у режимі дифракції на відображення з поверхні тертя при напрузі, яка з ковзає , 100 кв. 2.3 Математична модель процесів тертя й зношування покрити по пружно - пластичній основі На підставі [12-21] простір існування властивостей детонаційно-газових покриттів можна описати, як: Ω (Rфм Rмф Rфт Rі) З обліком першого обмеження: Ω Ψ де Ψ - простір ...
0 комментариев