Навигация
3.5 Защитная среда
В качестве защитных газов при сварке плавлением применяют различные газы и их смеси. Для сварки углеродистой стали можно применить:
1 СО2 + 5% О2
2 Ar + 20% СО2[10]
Преимуществом защитной среды Ar + 20% СО2 над защитной средой СО2 и СО2 + 5% О2 существенно, но при этом ее стоимость значительно выше и применять защитную среду Ar + 20% СО2 нецелесообразно. Наиболее широкое применение находит в последние годы смесь СО2 + 5% О2 , она оказывает более интенсивное окисляющее действие на жидкий металл, чем чистый углекислый газ. Благодаря этому повышается жидкотекучесть металла, что приводит к стабильности струйного процесса и улучшает формирование шва, а также снижает привариваемость капель металла к поверхности изделия. При добавлении к углекислому газу кислорода уменьшается вероятность образования пор, кроме того, кислород дешевле углекислого газа, что делает смесь экономически выгодной. Выбираем защитную среду СО2 + 5% О2 . [10]
3.6 Сварочная проволока
Для сварки конструкционных сталей в окислительных защитных газах обычно применяют легированные кремнием и марганцем сварочные проволоки: Св-08Г2; Св-08ГС; Св-08Г2С. Все они отличаются количеством легирующих компонентов. Наиболее большое количество марганца содержится в проволоке Св-08Г2С, наиболее большое содержание кремния содержит проволока Св-08ГС и Св-08Г2С. Повышенное содержание марганца и кремния в металле сварочной ванны препятствует переходу серы из шлака в металл и устраняет вредное влияние серы в сварном соединении. Реакция окисления углерода проходит в металле сварочной ванны более интенсивно при варке проволоками, содержащими значительные количества марганца и кремния. Окисление углерода ведет к уменьшению его концентрации в металле шва, что повышает стойкость шва против образования кристаллизационных трещин. Выбираем проволоку Св-08Г2С, так как она содержит больше марганца по сравнению с проволокой Св-08ГС и больше кремния по сравнению с проволокой Св-08Г2. При сварке проволокой Св-08Г2С в металле шва будет меньшее содержание серы, и стойкость шва будет выше против образования кристаллизационных трещин. [10, 3]
3.7 Последовательность сборочно-сварочных операций
Последовательность выполнения сборочно-сварочных операций может быть различна:
1. Сварка после всей сборки;
2. Сборка и сварка поочередно;
3. Сборка и сварка узлов, а затем их общая сборка и сварка.
Выбираем сварку поочередно, так как изделие имеет конструктивные особенности. При такой последовательности сборки сварки не возникнет затруднений для наложения сварных швов.
3.8 Выбор оборудования
Для правки листов можно применить листоправильную многовалковую машину. Сравним две модели многовалковых машин. [13]
ПараметрыМодель I II
1. Толщина листа, мм4-64-10
2. Ширина листа, мм2500
3. Скорость правки, м/мин12 10
4. Число правильных валков, шт 5 7
5. Мощность электродвигателя, кВт70 80
6. Габаритные размеры, мм
Ширина36302330
Длина77809850
Высота35303385
7. Масса, кг53,561
По техническим данным оборудование примерно одинаковое, но модель I имеет меньшие габариты, большую скорость правки, но при этом меньше толщина исправляемого листа. Для нашей конструкции не нужны большие толщины, поэтому мы выбираем модель I.
Для резки листов применяем гильотинные ножницы. Из номенклатурного справочника «Кузнечно-прессовое оборудование», можно применить только одну модель ножниц Н407, так как наибольшая ширина разрезаемого листа 5000 мм. В нашей конструкции ширина реза составляет 3500 мм. Остальные предложенные там ножницы имеют недостаточную ширину реза, следовательно, они не подходят.
Для сборки можно применить электромагнитный стенд или механический стенд. Применяем электромагнитный стенд. Достоинством является то, что собранное на нем изделие полностью открыто сверху и легко доступно для любого автосварочного аппарата.[8] При выборе электромагнитного стенда, можно сравнить стенды Р-624 и Р-754.
Технические характеристики Р-624Р-754
1. Толщина свариваемых листов, мм 3-8 3-8
2. Количество листов в полотнище, штдо 6 до 8
3. Размер стенда, мм
Длина 9960 12460
Ширина4260 6860
Высота 690 720
4. Масса стенда, кг1430018500
Сравнивая по техническим характеристикам, стенд Р-624 имеет меньшие габариты и на него можно укладывать меньшее число свариваемых листов (до 6) по сравнению со стендом Р-754. Для нашей конструкции наиболее подходит электромагнитный стенд Р-624. [8] Для вырезки люка можно применить ручную машину для кислородной резки или портальную машину. Целесообразно применить ручную машину, чем портальную, так как вырезать отверстие нужно не часто, поэтому применение портальной машины экономически не выгодно. [9] Для сварки применяем портальную тележку со сварочной головкой, так как это позволит сваривать продольные и поперечные швы, не переналаживая, в отличии от других видов тележек.
3.9 Выбор метода контроля
Данная конструкция, предложенная для проекта, является частью корпуса судна,применяем капиллярние методы контроля. Задачей капиллярной дефектоскопии заключается в обнаружении поверхностных дефектов. Могут быть использованы следующие методы контроля:
1. Люминисцентный;
2. Цветной;
3. Лиминисцентно-цветной.
Выбираем цветной метод контроля, так как метод выявления дефектов более удобен, не надо использовать ультрафиолетовое излучение и производительность при этом методе контроля выше. [12]
4 Разработка техпроцесса заготовительных операций
После подбора металла по размерам и маркам стали необходимо выполнить следующие операции:
1. Правка листового и сортового проката;
2. Резка листового и сортового проката;
3. Вырезка люка.
4.1 Правка листового и сортового проката
Листовой прокат требует правки в том случае, если его поставляют в неправильном виде, а также, если деформации возникли при транспортировании. Правку листов осуществляем на листоправильной многовалковой машине (модель ИВК10х2500) с числом правильных валков-9. Правка осуществляется в холодном состоянии. Устранение волнистости достигается многократным изгибом листа при пропускании его между верхним и нижним рядами валков, расположенных в шахматном порядке. Приводим схему расположения валков (см. рис.3) [1]
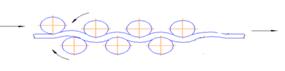
Рис. 3 Схема правки листов на листоправильных вальцах.
Правку сортового проката проводим на роликовых машинах (рис. 4), работающих по той же схеме, что и листоправильные.
Рис. 4 Схема правки сортового проката
Похожие работы





... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...

... с грузовыми вспомогательных операций, изменение последовательности обработки грузовых помещений). Непосредственными организаторами выполнения ТПГОС в части подготовки и организации погрузочно-разгрузочных работ, а также производства вспомогательных операций, выполняемых портом, являются старший стивидор и подчиненные ему сменные стивидоры; в части прочих операций комплексного обслуживания судна — ...
... обычно размещают на границе района или же за его пределами. В мастерских производится периодический контроль и мелкий ремонт некоторых перегрузочных и транспортных устройств. Административно-диспетчерские объекты находятся в различных местах контейнерного пункта, в их состав входят различные учреждения и бюро, ВЦ, специальные помещения, контрольные вышки и пр. Приемо-сдаточные объекты находятся ...
0 комментариев