Навигация
Резка листового и сортового проката
44445
знаков
3
таблицы
9
изображений
4.2 Резка листового и сортового проката
Резку производим на гильотинных ножницах. Разрезаемый лист заводится между нижним и верхним ножами до упора и зажимается прижимом. Верхний нож, нажимая на лист, производит скалывание. Резка по следующим схемам раскроя см. рис. 5
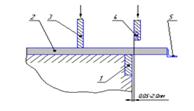
Рис. 5 Схема резки на гильотинных ножницах 1-нижний нож; 2-разрезаемый лист; 3- прижим; 4- верхний нож; 5 –упор.
Для резки сортового проката применяем ножницы сортовые открытые (модель Н1226А). Резать на длину 3350,1325 и 975 мм.
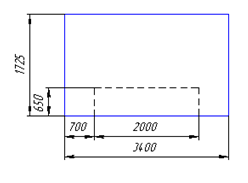
Для вырезки люка используется ручная машина для кислородной резки (модель ТО1). Режут заготовки по следующим схемам раскроя (см. рис. 6, 7).
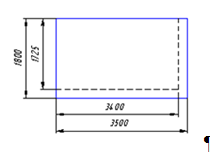
а) заготовка для листа поз. 1
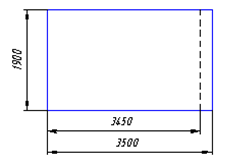
б) заготовка для листа поз. 2
Рис. 6. Схема раскроя листового проката:
а) лист поз. 1
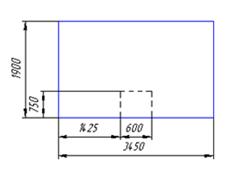
б) лист поз. 2
Рис. 7 Схема раскроя заготовок:
4.3 Описание оборудования для заготовительных операций
Для правки листов применяем листоправильную многовалковую машину модель ИВК 10х2500 [13]
Основные технические характеристики:
1.Размеры выправляемого листа
толщина, мм4-10
ширина, мм2500
2. Скорость правки, м/мин12
3. Число правильных валков, шт.7
4. Шаг правильных валков, мм200
5. Диаметр правильных валков, мм180
6. Число рядов опорных роликов2
7. Мощность электродвигателя, кВт70
8. Габаритные размеры, мм
ширина3630
длина7780
высота3530
9. Вес машины, кг53500
Для резки листов применяем ножницы кривошипные листовые с наклонным ножом Н407.
Техническая характеристика.
1. Наибольшая толщина разрезаемого листа, мм 12,5
2. Наибольшая ширина листа, мм 5000
3. Расстояние от кромки неподвижного ножа до станины, мм 500
4. Число ходов ножа в минуту 25
5. Угол наклона подвижного ножа 1º50'
6. Мощность электродвигателя, кВт 20,6
7. Габаритные размеры, мм
длина 4350
ширина 6450
высота 2670
8. Вес, кг[14] 35000
Для резки уголка используем ножницы сортовые открытые Н1226А [14]
Технические характеристики
1. Наибольшее допускаемое усилие на ножницах, кН400
2. Наибольшие размеры обрабатываемого проката, мм
(при σв=500 МПа) 70х70х8
3. Частота ходов, мин-132
4. Мощность привода, кВт2,5
5. Габаритные размеры, мм
длина 1280
ширина940
высота760
6. Масса, кг0,7
Для вырезки люка из листа используем ручную машину для кислородной резки ТО1 [9]
Технологические параметры
1. Толщина разрезаемого металла, мм 5-70
2. Скорость резки, мм/мин 150-800
3. Горючий газ: ацетилен, пропан, природный газ
5. Разработка техпроцесса
1. Перед сборкой листы укладываются на опорные ролики электромагнитного стенда и выставляются так, чтобы стыки были расположены по осям флюсоподушек. После этого опорные ролики опускаются, включаются электромагниты, а затем поджимаются флюсоподушки. После этого проверяется плотность поджатия листов. [15]
2. Сборка ведется полуавтоматом для дуговой сварки в углекислом газе А1698 с помощью прихваток 20±5/200±10.
3. Собранное изделие сваривается при помощи портала ПТ1, снабженного сварочной головкой А-1408. Сначала свариваются стыковые швы (рис. 8), затем прерывистым швом 50±5/150±10 тавровые швы (рис. 9).
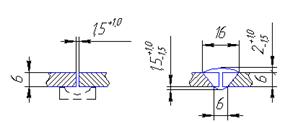
Рис. 8 Стыковое соединение без скоса кромок
Обозначение шва.
а) б)
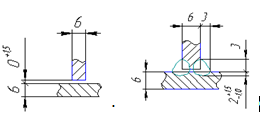
Рис. 9. Тавровое соединение:
а) Подготовка кромок; б) Сварное соединение.
Обозначение шва.
![]()
4. Контролировать тавровые швы визуально, стыковые швы – капиллярной дефектоскопией цветным методом контроля.
5.1 Характеристика и особенности сварки применяемых материалов
В данной конструкции применяется конструкционная низкоуглеродистая сталь обыкновенного качества ВСт3сп.
Таблица 2. Состав низкоуглеродистой стали ВСт3сп по ГОСТ 380-71, %.
| Марка стали | С | Mn | Si | P | S | Cr | Ni | Cu | As |
| не более | |||||||||
| ВСт3сп | 0,14-0,22 | 0,4-0,65 | 0,12-0,3 | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 | 0,08 |
Сталь ВСт3сп относится к числу хорошо сваривающихся металлов. Для этой стали технологию сварки выбираем из условия обеспечения достижения равнопрочности сварного соединения с основным металлом и отсутствие дефектов в сварном соединении. Для этого механические свойства металла шва, околошовной зоны и сварного соединения в целом должны быть не ниже минимальных механических свойств основного металла. В металле швов не должно быть трещин, непроваров, пор, подрезов и других дефектов. Сварное соединение должно быть стойким против перехода в хрупкое состояние. Для обеспечения необходимых механических свойств металла шва и высокой стойкости против кристаллизационных трещин и пор при сварке применяют сварочные проволоки Св-08ГС или Св-08Г2С, легированные кремнием и марганцем. Серьезное влияние на свойства шва оказывает качество углекислого газа. Повышенное содержание в нем водяных паров и воды способствует образованию пор даже при хорошей защите дуги от воздуха. При применении углекислого газа и сварочной проволоки соответствующего состава поры в швах не образуются. Устойчивое горение дуги достигается при плотности тока свыше 100 А/мм2. [10]
В качестве присадочного материала применяем проволоку Св-08Г2С по ГОСТ 2246-70, она достаточно легирована кремнием и марганцем и по содержанию углерода более подходит к стали ВСт3сп. При сварке стали ВСт3сп этой проволокой поры исключаются.
Таблица 3. Химический состав
| Химические элементы | ||||||||
| С | Mn | Si | Cr | Ni | Mo | S | P | |
| Св-08Г2С | 0,05-0,11 | 1,8-2,1 | 0,7-0,95 | 0,2 | 0,25 | 0,2 | 0,025 | 0,03 |
Сварка производится в среде углекислого газа. Углекислый газ по ГОСТ 8050-76, используется сварочная углекислота первого сорта (содержание паров воды в 1 м3 СО2 – 0,178).
5.2 Расчет режимов для сварки в среде углекислого газа
Рассчитываем режимы сварки для стыкового соединения.
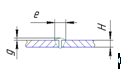
Рис. 10. Сварное соединение
1. Устанавливаем требуемую глубину провара Н = 6 мм, необходимую для проплавления металла. Рис.10
2. Рассчитываем силу сварного тока, обеспечивающую заданную глубину проплавления
![]() ,
,
где Н – необходимая глубина провара, мм;
Kh – коэффициент пропорциональности, величина которого зависит от условий проведения сварки.
Коэффициент Kh выбираем из таблицы в зависимости от диаметра проволоки и защитной среды.
Kh = 1,75.
Тогда ![]() (А)
(А)
3. Рассчитываем диаметр электродной проволоки.
![]() ,
,
где j – допускаемая плотность тока (j = 160 А/мм2).
![]() (мм)
(мм)
Принимаем диаметр проволоки 1,6 мм.
4. Для определения скорости сварки для стыковых соединений можно воспользоваться следующей формулой
![]() ,
,
где А – выбирается в зависимости от диаметра электродной проволоки
А = (5÷8)103 А·м/ч
![]()
5. Для принятого диаметра электродной проволоки и силы сварочного тока определяем оптимальное напряжение на дуге
![]() (В)
(В)
![]() (В)
(В)
6. Определяем погонную энергию
![]()
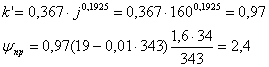
7. Определяем коэффициент формы провара
![]() ,
,
где k’ – коэффициент, величина которого зависит от рода тока и полярности.
8. Рассчитываем реальную глубину провара

Рассчитанная глубина провара обеспечивает полное проплавление основного металла.
9. Рассчитываем площадь провара
![]()
Рассчитываем режимы сварки для углового соединения.
Рис. 11. Расчетная схема формы шва
1. По заданному катету шва определяем площадь поперечного сечения шва наплавленного металла. Рис 11
![]()
2. Для данной толщины металла применяем электродную проволоку диаметром 1,6 мм (![]() ).
).
3. В зависимости от диаметра электродной проволоки определяем плотность тока
![]() (А/мм2)
(А/мм2)
4. Определяем ток сварки
![]()
5. Определяем коэффициент наплавки
![]() ,
,
где αр – коэффициент расплавленного металла;
ψ – коэффициент потерь, зависящий от плотности тока в электроде.
![]() (г/А·ч)
(г/А·ч)

6. Зная коэффициент наплавки определяем скорость сварки
![]() ,
,
где j = 7,8 г/см3
![]()
7. Для принятого диаметра электродной проволоки и силы сварочного тока определяем оптимальное напряжение на дуге
![]() (В)
(В)
![]() (В)
(В)
8. Определяем коэффициент формы провара
![]() ,
,
где k’ – коэффициент, величина которого зависит от рода тока и полярности.

9. Определяем погонную энергию
![]()
10. Определяем глубину провара

11. Определяем площадь провара
![]()
Из проведенных выше расчетов видно, что режимы сварки стыковых и угловых швов отличаются друг от друга незначительно, поэтому для удобства выполнения операций мы принимаем следующие режимы сварки:
![]()
![]()
![]()
![]() .
.
5.3 Описание применяемого сборочно-сварочного оборудования
1. Для сборки применяем электромагнитный стенд (модель Р-624) предназначенный для сборки и сварки плоских конструкций. Стенд снабжен флюсо-медными подкладками, поджимаемыми электромагнитами, для формирования обратной стороны шва. Листы, укладываемые на стенд, так же поджимаются электромагнитами. Стенд Р-624 является универсальным и может быть использован не только для данной конструкции, но и для других. [15] ( Рис.12)

Рис. 12. Электромагнитный сборочный стенд
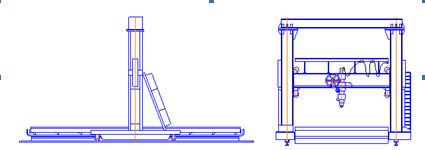
Рис. 13. Установка для сборки и сварки плоских секций
Техническая характеристика
1. Толщина свариваемых листов, мм3-8
2. Количество листов в полотнице, штдо 6
3. Размеры стенда, мм
длина9960
ширина4260
высота690
4. Сила притяжения листов толщиной 5 мм на 1 пог. м. стыка, кгс до 4000
5. Мощность генератора питания электромагнитов
постоянным током, кВт27
6. Масса стенда, кг14300
2. Для сборки с помощью прихваток применяем полуавтомат для дуговой сварки в углекислом газе (модель А1698), представляющее собой самоходное устройство, обеспечивающее подачу электродной проволоки в зону дуги, управление подачей защитного газа, перемещение вдоль шва с установленной скоростью и копирование полок изделия, автоматическое выключение при наезде на упор или сходе устройства с изделия. Скорость подачи проволоки устанавливается одним из подающих сменных роликов и регулируется плавно с пульта управления изменением оборотов электродвигателя. Скорость сварочного перемещения четырехступенчатая, устанавливается сменными шестернями.
Полуавтомат представляет собой малогабаритный сварочный трактор. Источниками сварочного тока могут служить источники ВС-300, ВС-600. [17]
Технические характеристики
1. Диаметр электродной проволоки, мм1,2-1,6
2. Скорость подачи проволоки, м/ч150-500
3. Скорость сварки, м/ч15-45
4. Напряжение сварочного тока, В25-33
5. Длина шлангового провода, м15
6. Расход углекислого газа, м/мин12-30
7. Масса проволоки в кассете, кг4
8. Номинальный сварочный ток при ПВ=60%, А350
9. Номинальное напряжение питающей трехфазной сети
частотой 50Гц, В380
10. Суммарная мощность всех электродвигателей, кВ·А0,09
11. Габаритные размеры, мм
длина430
ширина292
высота297
12. Масса без проволоки, кг16
3. Для сварки используем портал (модель ПТ1) , снабженный сварочной головкой (модель А-1408), он обеспечивает сварку продольных и поперечных швов. Портал передвигается по двум рельсам, расположенным с обеих сторон стенда, на котором закреплено изделие. Установка предназначена для сварки прямолинейных швов в среде защитного газа (рис. 12).
Технические характеристики
1. Диаметр электродной проволоки, мм1-3
2. Сварочный ток при ПВ=100%, А500
3. Скорость подачи электрода, м/ч17-168
4. Регулирование скорости подачи электрода55-558 (плавное)
5. Скорость перемещения тележки, м/мин
маршевая6
рабочая18-74
6. Скорость перемещения головки, м/мин
маршевая6
рабочая18-74
7. Расход углекислого газа, м/мин12-30
8. Габаритные размеры, мм
длина4100
ширина6170
высота5750
9. Масса без проволоки, кг13500
6 Технология контроля
Данная конструкция не является ответственной, но она является частью корпуса судна, поэтому никаких дефектов не допускается. Прежде всего применяется внешний осмотр. Он позволяет оценить качество подготовки к сборке заготовок под сварку, выполнение швов в процессе сварки и готовых сварных соединений. Особенно тавровых соединений, так как они не подвергаются больше ни каким способам контроля. Внешний осмотр – это наиболее дешевый и оперативный метод контроля, во многих случаях достаточно информирует о наличии дефектов.
Стыковые швы контролируем капиллярной дефектоскопией цветным методом контроля, так как они являются более ответственными, по сравнению с тавровыми, и к ним предъявляются более высокие требования. Задача капиллярной дефектоскопии заключается в обнаружении поверхностных дефектов при использовании средств, позволяющих изменить светоотдачу дефектных участков. Тем самым искусственно изменяют контрастность дефектного и неповрежденного мест. При отсутствии таких дефектов значит будет и герметичность сварного соединения, что является обязательным условием при изготовлении корпусных конструкций в судостроении, а проверить данную конструкцию на данном этапе ее создания на течеискание не представляется возможным. Поэтому и применяем цветной метод контроля.
При контроле на поверхность контролируемого изделия наносят пенетрант, способный проникать в капиллярные несплошности и имеющий характерный цветовой тон. После нанесения остатки пенетранта смывают, а если присутствуют дефекты, то они остаются заполненные им, и имеют характерный цветовой окрас. [12]
Похожие работы





... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...

... с грузовыми вспомогательных операций, изменение последовательности обработки грузовых помещений). Непосредственными организаторами выполнения ТПГОС в части подготовки и организации погрузочно-разгрузочных работ, а также производства вспомогательных операций, выполняемых портом, являются старший стивидор и подчиненные ему сменные стивидоры; в части прочих операций комплексного обслуживания судна — ...
... обычно размещают на границе района или же за его пределами. В мастерских производится периодический контроль и мелкий ремонт некоторых перегрузочных и транспортных устройств. Административно-диспетчерские объекты находятся в различных местах контейнерного пункта, в их состав входят различные учреждения и бюро, ВЦ, специальные помещения, контрольные вышки и пр. Приемо-сдаточные объекты находятся ...
0 комментариев