Состояние вопроса, цель и задачи исследования
Свариваемость титановых сплавов
Особенности формирования швов при сварке с повышенной скоростью
Методы исследования
Аппаратура и методика исследования распределения тока в зоне сварки
Методика исследования отклонения дуги магнитным полем
Формирование швов при сварке с присадочной проволокой
Свойства сварных соединений
Навигация
Аппаратура и методика исследования распределения тока в зоне сварки
Процесс сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4
95721
знак
2
таблицы
21
изображение
2.2 Аппаратура и методика исследования распределения тока в зоне сварки
О возможности определения характера растекания тока по изделию, для случая сварки встык сравнительно тонких листов непрерывно действующей дугой, известно [43]. Теоретически такая задача сводится к решению дифференциального уравнения в частных производных эллиптического типа:
 (2.2)
(2.2)
где ![]() - коэффициент электропроводности материала, являющегося в общем случае функцией координат
- коэффициент электропроводности материала, являющегося в общем случае функцией координат ![]() ,
, ![]() ;
;
![]() - потенциал электрического поля.
- потенциал электрического поля.
Пренебрегая неоднородностью металла в работе [43] электропроводность свариваемых пластин определялась как функция температуры ![]() и вычислялось по формуле Лоренца:
и вычислялось по формуле Лоренца:
 , (2.3)
, (2.3)
где ![]() - коэффициент теплопроводности;
- коэффициент теплопроводности;
![]() - коэффициент пропорциональности.
- коэффициент пропорциональности.
Температурное Т (х,y) принималось плоскопараллельными и для предельного установившегося состояния строилось согласно уравнению:
 , (2.4)
, (2.4)
где ![]() - эффективная тепловая мощность дуги;
- эффективная тепловая мощность дуги;
![]() - толщина пластины;
- толщина пластины;
![]() -скорость сварки;
-скорость сварки;
![]() -коэффициент температуропроводности;
-коэффициент температуропроводности;
![]() - функция Бесселя от мнимого аргумента второго рода нулевого порядка;
- функция Бесселя от мнимого аргумента второго рода нулевого порядка;
![]() - расстояние от центра источника тепла до интересующей нас точки;
- расстояние от центра источника тепла до интересующей нас точки;
 - коэффициент температуроотдачи;
- коэффициент температуроотдачи;
![]() - коэффициент теплоотдачи;
- коэффициент теплоотдачи;
![]() -удельная теплоемкость;
-удельная теплоемкость;
![]() -плотность.
-плотность.
При принятых допущениях уравнение (2.2) решалось с помощью электрических аналогий путем моделирования на электропроводной бумаге. При этом область сварочной ванны на модели обратной задачи вырезалось.
Таким образом, в работе [43] решена конкретная задача распределения тока по пластине при сварке непрерывно действующей дугой, однако не рассматривается картина растекания тока в сварочной ванне, хотя магнитные поля именно этих токов оказывают существенное влияние на положение сварочной дуги и расплавленного металла в объеме сварочной ванны. Более того, без рассмотрения растекания токов в зоне сварки нельзя получить достоверную картину распределения тока и в прилегающих участках основного металла.
В наших исследованиях изучения характера распределения тока в зоне сварки проводилось путем регистрации интенсивности магнитного поля зондирующего тока ![]() в различных участках высокотемпературной области. Необходимость создания в зоне сварки зондирующего тока была вызвана тем, что при установившихся значениях сварочного регистрация интенсивности его магнитного поля связана с рядом технических трудностей.
в различных участках высокотемпературной области. Необходимость создания в зоне сварки зондирующего тока была вызвана тем, что при установившихся значениях сварочного регистрация интенсивности его магнитного поля связана с рядом технических трудностей.
Зондирующей ток изменялся по синусоидальному закону ![]() , где
, где ![]() -амплитуда зондирующего тока с циклической частотой , позволяющей получать необходимую информацию о распределении его магнитного поля по исследуемой области. При этом полярности сварочного и зондирующего токов совпадали.
-амплитуда зондирующего тока с циклической частотой , позволяющей получать необходимую информацию о распределении его магнитного поля по исследуемой области. При этом полярности сварочного и зондирующего токов совпадали.
Представление о распределении магнитного поля зондирующего тока получали посредством регистрации амплитуды, наведенной э.д.с. на обмотке магнитной головки, в различных участках исследуемой области.
Функциональная схема установки для исследования характера распределения тока в зоне сварки приведена на рисунке 2.6.
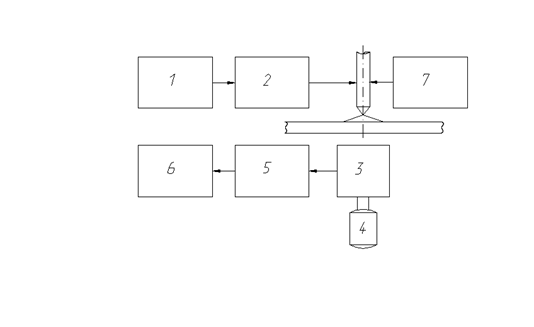
1-звуковой генератор; 2-согласующий усилитель; 3-магнитная головка;4- электродвигатель; 5- усилитель мощности; 6-шлейфовый осциллограф; 7- источник сварочного тока.
Рисунок 2.6 - Функциональная схема установки для исследования распределения тока в зоне сварки
В её состав входит генератор зондирующего тока 1; согласующий усилитель2; магнитная головка 3; электродвигатель 4; усилитель мощности 5; шлейфовый осциллограф 6; источник сварочного тока 7.
Выходной сигнал блока 7 служил непосредственно для сварки. источником зондирующего сигнала являлся генератор 1. частота и амплетуда сигнала генератора устанавливались органами регулировки. Величина последнего параметра выбиралась такой, чтобы сигнал магнитной головки 3 имел достаточную амплитуду для последующей качественной обработки. Частота сигнала генератора не превышала 500Гц.
Выходной сигнал генератора 1 усиливался согласующим усилителем 2 и затем поступал в зону сварки. Здесь зондирующий ток распределялся аналогично сварочному, в соответствии со значениями проводимости в различных точках.
Регистрация интенсивности магнитного поля зондирующего тока осуществлялась с помощью магнитной головки 3, которая устанавливалась на торце вала электродвигателя 4 таким образом, чтобы при его вращении один конец рабочего зазора головки совпадал с осью электрода, а другой описывал окружность в плоскости, расположенной параллельно плоскости свариваемого образца. Схема расположения магнитной головки приведена на рисунке 2.7. при таком положении рабочего зазора, через магнитопровод головки замыкался магнитный поток, соответствующий величине зондирующего тока, протекающего в области определяемым углом поворота ![]() вала электродвигателя.
вала электродвигателя.
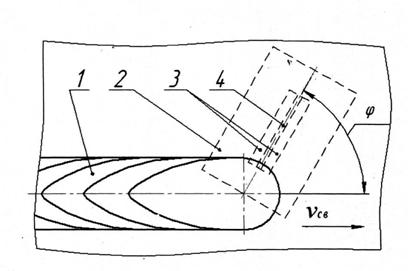
1-сварочная ванна; 2-магнитная головка; 3-магнитопровод головки; 4- рабочий зазор головки.
Рисунок 2.7 - Схема расположения магнитной головки
Выходной сигнал магнитной головки, с амплитудой, пропорциональной величине зондирующего тока, поступал на вход усилителя мощности 5. последний необходим для записи сигнала магнитной головки с помощью шлейфового осциллографа 6.
Эксперименты проводились при сварке пластин 500х300х2 мм из сплава ОТ4 вольфрамовым электродом в аргоне дугой прямой полярности с постоянной погонной энергией. Токоподвод к свариваемой пластине осуществляется с помощью медных полос по всей длине её наибольших сторон. Характер распределения тока изучали при квазиустановившемся процессе сварки, выполняемой вдоль токопроводящих полос по оси пластины.
В ходе экспериментов магнитная головка устанавливалась в исходное положение, соответствующее значению угла её поворота ![]() , где с наступлением квазиустановившегося процесса сварки выходной сигнал усилителя мощности 5 регистрировался осциллографом. Затем, в течении процесса сварки головка поворачивалась на угол
, где с наступлением квазиустановившегося процесса сварки выходной сигнал усилителя мощности 5 регистрировался осциллографом. Затем, в течении процесса сварки головка поворачивалась на угол  , где регистрация сигнала возобновлялась. При
, где регистрация сигнала возобновлялась. При ![]() цикл измерений завершался. осциллограммы полученные
цикл измерений завершался. осциллограммы полученные ![]() и
и ![]() , сопоставлялись. При этом, разброс результатов измерений не превышал 4%.
, сопоставлялись. При этом, разброс результатов измерений не превышал 4%.
0 комментариев