Состояние вопроса, цель и задачи исследования
Свариваемость титановых сплавов
Особенности формирования швов при сварке с повышенной скоростью
Методы исследования
Аппаратура и методика исследования распределения тока в зоне сварки
Методика исследования отклонения дуги магнитным полем
Формирование швов при сварке с присадочной проволокой
Свойства сварных соединений
Навигация
Методика исследования отклонения дуги магнитным полем
Процесс сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4
95721
знак
2
таблицы
21
изображение
2.3 Методика исследования отклонения дуги магнитным полем
Экспериментальное исследование отклонения сварочной дуги в магнитном поле тока ![]() , протекающего по присадочной проволоке, проводили методом фотографирования дуги с последующим фотометрировании пленок на микрометре МФ-2 по направлениям, перпендикулярным оси электрода.
, протекающего по присадочной проволоке, проводили методом фотографирования дуги с последующим фотометрировании пленок на микрометре МФ-2 по направлениям, перпендикулярным оси электрода.
Эксперименты проводили для дуги прямой полярности длиной ![]() . Использовали фотоаппарат «Зенит». Режим фотографирования: светофильтр марки Э-2; выдержка 1:125; диафрагма 5.6; светочувствительность фотопленки 130 ед.
. Использовали фотоаппарат «Зенит». Режим фотографирования: светофильтр марки Э-2; выдержка 1:125; диафрагма 5.6; светочувствительность фотопленки 130 ед.
Дугу зажигали на медной водоохлаждаемой пластине, токоподвод к которой осуществляли через медный стержень , имитирующий присадочную проволоку (рисунок 2.4) и собственно токоподвод через сопротивление R, величина которого в ходе экспериментов изменялась.
Полученные после фотографирования негативные кадры дуги на фотопленке фонтометрировали по линиям находящихся на расстоянии 0,5 мм от основания дуги (анодного пятна). Схема фотометрирования представлена на рисунке 2.8.
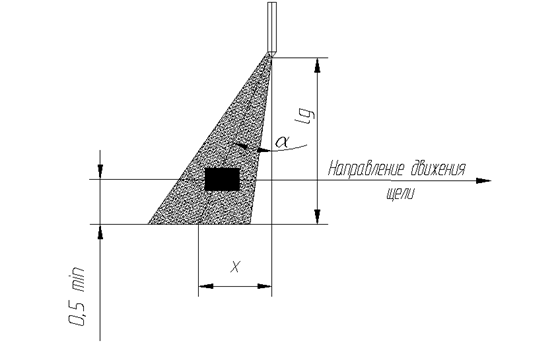
Рисунок 2.8 – Схема фотометрирования пленок.
За единицу интенсивности засветки негатива принимали величину, называемую относительной интенсивностью засветки
 (2.5)
(2.5)
где А0 – отсчет по шкале микрофонтомера для незасвеченной пленки;
А – то же, только для засвеченных пленок на негативе.
Оптимальный размер щели lщ микрофонтомера обеспечивающий достаточную чувствительность замеров, находится в пределах 3 мм. интервал фонтометрирования принимаем, исходя из возможностей прибора МФ-2, равный 0,5 мм.
Зависимость ![]() от тока
от тока ![]() определили из отношения:
определили из отношения:
 ………… (2.6)
………… (2.6)
где х – расстояние от максимальных фонтоночернений нормально горящей дуги и дуги в магнитном поле тока ![]() ;
;
![]() - длина дуги.
- длина дуги.
3. Результаты исследований
3.1 Распределение тока в зоне сварки
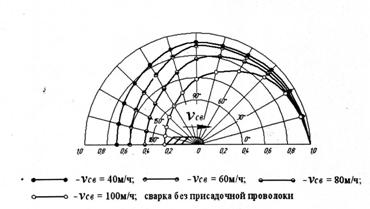
Зависимости распределения тока по пластине в зоне сварки, характеризуемые отношением ![]()
![]() , где А(φ) – амплитуда наведённой э.д.с. на обмотке магнитной головки при её повороте на угол φ ; ||А(φ)|| = max |А(φ)|, 0≤φ≤2π, от скорости сварки Vсв и величины тока In в присадочной проволоке приведены соответственно, на рисунках 3.1, 3.2 и 3.3.
, где А(φ) – амплитуда наведённой э.д.с. на обмотке магнитной головки при её повороте на угол φ ; ||А(φ)|| = max |А(φ)|, 0≤φ≤2π, от скорости сварки Vсв и величины тока In в присадочной проволоке приведены соответственно, на рисунках 3.1, 3.2 и 3.3.
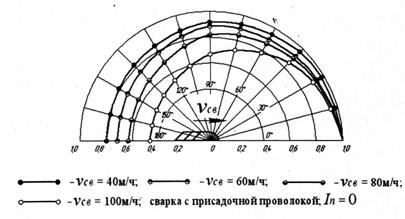 |
Рисунок 3.1 – Влияние скорости сварки на распределение тока по пластине в зоне сварки
Рисунок 3.2 – Влияние присадочной проволоки на распределение тока по пластине в зоне сварки
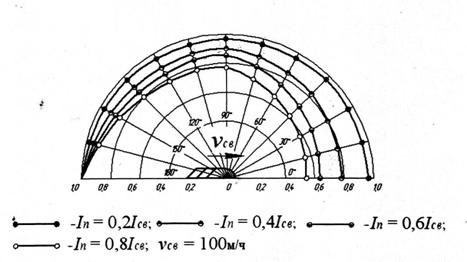 |
Рисунок 3.3 – Влияние тока в присадочной проволоке на распределение тока по пластине в зоне сварки
Как следует из рисунка 3.1, по мере повышения скорости сварки, распределение тока по пластине в зоне сварки увеличивается. Так, увеличение скорости сварки с 40 до 60 м/ч приводит к снижению величины ![]() от 0,73 до 0,6; с 60 до 80м/ч от 0,6 до 0,48; с 80 до 100м/ч от 0,48 до 0,32.
от 0,73 до 0,6; с 60 до 80м/ч от 0,6 до 0,48; с 80 до 100м/ч от 0,48 до 0,32.
Перераспределение тока по пластине с повышением скорости сварки, при неизменном месте токоподвода, связано с изменением температурных полей в зоне сварки [14, 15]. При этом, геометрии сварной ванны, описываемая изотермой плавления, очевидно, играет существенную роль.
Уже в ранних исследованиях удельного сопротивления расплавленных металлов было показано, что тип проводимости в жидких металлах не отличается от типа проводимости в твёрдом состоянии и обусловлен наличием коллективизированных электронов. Однако переход металла из твёрдого состояния в жидкое сопровождается некоторым изменением электрических свойств: при плавлении удельное сопротивление большинства металлов увеличивается в 1,5 – 3 раза; как правило, температурный коэффициент удельного сопротивления металлов в жидком состоянии меньше чем в твёрдом. Только у меди, серебра, золота и алюминия величина dρ/dt приблизительно одинакова в твёрдом и жидком состоянии [44].
Скачкообразное повышение удельного сопротивления металлов при плавлении говорит о том, что распределение тока по сварочной ванне в значительной степени определяется её геометрией. Кроме того, без рассмотрения растекания токов по ванне нельзя получить достоверную картинку распределения тока и в прилегающих к ней участках свариваемого металла.
Пользуясь расчётами тепловых процессов при сварке Н.Н. Рыкалина [14], оценим степень вытянутости ванны в зависимости от скорости сварки, при ![]() = const. Для этого воспользуемся уравнением предельного состояния процесса распространения тепла при нагреве пластин без теплоотдачи мощным быстродвижущимся линейным источником
= const. Для этого воспользуемся уравнением предельного состояния процесса распространения тепла при нагреве пластин без теплоотдачи мощным быстродвижущимся линейным источником
Т(y,t) = ![]() ехр(-
ехр(-![]() ) (3.1)
) (3.1)
где q – эффективная тепловая мощность дуги;
δ – тощина пластины;
а – коэффициент температуропроводности;
λ – коэффициент теплопроводности;
с – удельная теплоёмкость;
γ – плотность
В соответствии с формулой (3.1) температура точек, расположенных на оси шва, выразится соотношением
T(0,t) = ![]() (3.2)
(3.2)
Из выражения ( 3.2 ) можно определить теоретическую длительность tв пребывания в жидком состоянии частиц материала, расположенных в плоскости перемещения источника, полагая Т( 0,t ) = Т пл
tв = ![]() (3.3)
(3.3)
Тогда длина сварочной ванны Lв = Vсв∙tв определится следующим образом
Lв = ![]() (3.4)
(3.4)
Ширину В сварочной ванны, согласно [8] можно выразить следующим образом
В = ![]() (3.5)
(3.5)
В соответствии с (3.4) и (3.5) степень вытянутости сварочной ванны, определяемая отношением её длины L к ширине В, выражается соотношением
![]() =
= ![]() ∙
∙![]() (3.6)
(3.6)
или, полагая ![]()
![]() =
=![]() (3.7)
(3.7)
Из выражения (3.7) следует, что степень вытянутости ванны при заданной толщине металла δ и ![]() = const пропорциональна скорости сварки.
= const пропорциональна скорости сварки.
Увеличение степени вытянутости ванны, связанное с повышением скорости сварки, должно привести к тому, что перед дугой, где жидкая прослойка металла уменьшается, концентрация тока увеличивается, а позади дуги, в силу обратного явления - уменьшается, что и отображено на рисунке 3.1.
Введение в хвостовую часть сварочной ванны обеспеченной присадочной проволоки приводит к уменьшению её длины и незначительному перераспределению тока в зоне сварки (рисунок 3.2). Так, при Vсв = 40 м/ч величина ![]() возрастает от 0,6 до 0,72; при Vсв = 80 м/ч от 0,48 до 0,63 и при Vсв = =100 м/ч от 0,32 до 0,46.
возрастает от 0,6 до 0,72; при Vсв = 80 м/ч от 0,48 до 0,63 и при Vсв = =100 м/ч от 0,32 до 0,46.
Обстановка радикальным образом изменяется когда по присадочной проволоке протекает часть сварочного тока (рисунок 3.3). Так, при In = 0,2Iсв величина ![]() уменьшается от 1 до 0,97 при In = 0,4Iсв от 1 до 0,78, при In = 0,6Iсв от 1 до 0,6 и при In = 0,8Iсв от 1 до 0,5
уменьшается от 1 до 0,97 при In = 0,4Iсв от 1 до 0,78, при In = 0,6Iсв от 1 до 0,6 и при In = 0,8Iсв от 1 до 0,5
0 комментариев