Навигация
Автоматизация производственных процессов
8900
знаков
3
таблицы
5
изображений
Министерство образования РФ.
Московская Государственная Академия Приборостроения и Информатики.
Балашихинский филиал.
Курсовой проект.
Автоматизация производственных процессов.
Студент:_____/Беззубиков В.В./
5-й курс группа БФ-2
Шифр: 95743
Отметка о зачёте______
Преподаватель:______/Албагачиев А.Ю./
МГАПИ 1999г.
1. Введение.
Автоматы могут работать в тяжёлых, вредных и опасных для здоровья человека условиях. Поэтому автоматизация производства полностью исключает или существенно снижает отрицательное воздействие производственного процесса на человека, поскольку человек заменяется автоматами различного служебного назначения.
Экономические преимущества использования автоматических систем в производстве вытекают из их технических преимуществ. К экономическим преимуществам автоматизации можно отнести: возможность значительного повышения производительности труда; более экономичное использование физического труда, материалов и энергии; более высокое и стабильное качество продукции; сокращение периода времени от возникновения потребности в изделии до получения готовой продукции; возможность расширения производства без увеличения трудовых ресурсов.
2. Исходные данные.
Наименование детали – корпус.
Деталь относится к корпусу запорного клапана. Форма корпуса клапана – проходной.
Материал – Латунь ЛЖМц 59-1-1 ГОСТ 15527-70.
Заготовка – штамповка, обрубленная, зачищенная.
Масса заготовки – 4.1 кг, масса детали – 2.1 кг.
Годовой объём выпуска, шт.: N = 2000 .
Определение типа производства.
Определить тип производства можно по коэффициенту k.
k = tс / tшс
где tс - средний производственный такт;
tшс - среднее штучное время изготовления детали по всем
операциям (0.86ч = 51.6 мин);
tс = 60*Fдс / N
где Fдс - действительный фонд рабочего времени (3988.64 ч);
N - годовой выпуск (2000 шт);
tс = 60*3988.64/2000= 119.75
k =119.75/51.6= 2.3
Т.к. k > 1 это будет крупносерийное производство.
5. Выбор операции для работотизации.
Подготовка баз на обрабатываемой детали производится вне РТК. Деталь полностью обрабатывается в условиях РТК за одну операцию, что значительно повышает точность обработки, т.к. не происходит смена баз. Поэтому выбираю операцию №115 – комбинированную.
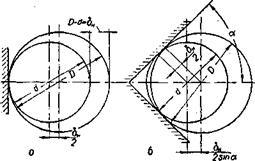
6. Схемы базирования и установки.
Схема базирования и установки на тактовом столе (см.Рис.6.1.)
Базирование по черной наружной цилиндрической поверхности. Для реализации принятой схемы базирования принял три неподвижных установочных элемента - две призмы и пластина. Данная схема предпочтительна тем, что приспособления базирования и установки, установленные на платформах тактового стола, не требуют переналадки при групповой обработке.
Схема базирования в захватном устройстве (см.Рис.6.2.).
Базирование по черной наружной цилиндрической поверхности. Для реализации принятой схемы базирования принял захват, у которого конфигурация одной губки в виде призмы, а вторая в виде штыря.
Схема базирования и установки на станке (см.Рис.6.3.).
Базирование по черной наружной цилиндрической поверхности. Для реализации принятой схемы базирования принял три неподвижных установочных элемента - три призмы. Соблюдён принцип постоянства баз, т.к. данная схема базирования позволяет обрабатывать заготовку с трёх сторон. Сила закрепления действует сверху на технологический буртик.
7. Выбор технологического оборудования.
Заготовка обрабатывается в режиме “по кадрам”
на станке – 2206ВМФ4; УЧПУ – 2С42 – многоцелевой (сверлильно-фрезерно-расточной) горизонтальный станок высокой точности с инструментальным магазином и с комбинированной системой ЧПУ.
Техническая характеристика станка 2206ВМФ4.
Размеры рабочей поверхности стола: 630´800
Наибольшая масса обрабатываемой заготовки, кг: 800Наибольшие перемещения стола, мм:
· продольное: 800
· поперечное: 630
· шпиндельной головки (бабки) вертикальное: 630
Расстояние от оси шпинделя до рабочей поверхности стола: 95-725
Расстояние от торца шпинделя до центра стола: 165-795
Конус отверстия шпинделя (по ГОСТ 15945-82): 50
Вместимость инструментального магазина, шт.: 30
Число ступеней вращения шпинделя, об/мин: 19
Частота вращения шпинделя, об/мин: 31.5-2500
Число рабочих подач: 31
Рабочие подачи (продольная, поперечная, вертикальная), мм/об: 1-4000
Наибольшая сила подачи стола, МН: 10
Скорость быстрого перемещения (стола и бабки), мм/мин: 10000
Мощность двигателя привода главного движения, кВТ: 11
Габаритные размеры, мм:
длина: 5480
ширина: 5115
высота: 3130
Масса, кг: 15000
Число управляемых координат одновременно: 3
Похожие работы
... Ориентировочный объем раздела КИП и А в дипломном проекте - 10...15 страниц рукописного текста. Графическая часть состоит из одного чертежа - функциональной схемы автоматизации заданного технологического процесса. Подробные указания по выполнению функциональной схемы приведены в разделе 4. 3. УКАЗАНИЯ ПО ВЫБОРУ СРЕДСТВ АВТОМАТИЗАЦИИ Конкретные типы средств автоматизации выбирают с учетом ...
... деталей винта и шайбы. Описан технологический процесс автоматизированного сборочного участка с применением бункерно-загрузочных устройств, ориентируещего приспособления, отсекающих механизмов, транспортеров. СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ.Автоматизация производственных процессов. Шаумян Г.А. ’’ Высшая школа ’’, 1967, -172с. Автоматизация процессов в машиностроении. Учеб. пособие для вузов. ...
... сопряжения их. Устройства автоматического контроля. Контрольные автоматы классификация по назначению. Разработка новых высокопроизводительных методов и все шире внедряющаяся автоматизация технологических процессов обработки деталей машин привели к существенному снижению трудоемкости их изготовления. Производительность процессов контроля пока растет медленнее. Увеличивается количество ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...
0 комментариев