Навигация
Выбор промышленного робота
8900
знаков
3
таблицы
5
изображений
8. Выбор промышленного робота.
Для обслуживания станка выбираю промышленный робот модели М20П.40.01, т.к. его техническая характеристика удовлетворяет по всем параметрам.
Техническая характеристика робота М20П.40.01.
Грузоподъёмность, суммарная/на одно захватное устройство, кг:
20/10
Число ступеней подвижности (без захватного устройства): 5
Число рук/захватных устройств на руку: 1/2
Тип привода: электропневматический
Управление: позиционное
Число программируемых координат: 5
Способ программирования перемещения: обучение
Вместимость памяти системы, число точек: 300
Погрешность позиционирования, мм: ±1.0
Наибольший вылет руки, мм: 800
Масса, кг: 570
Габаритные размеры, мм:
высота: 2359
max длина: 2385
Максимальный угол поворота: 300°
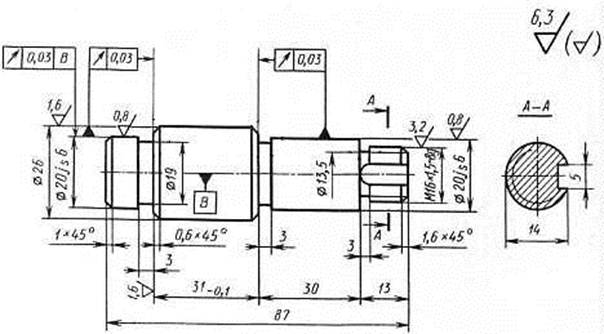
9. Расчёт контактных напряжений.
Для расчёта контактного напряжения использую формулу:
Q* l1 – W*( l1 + l2) = 0
где:
Q = 1.3*P*(W1/g+1)*(0.63*b/a+1.5*a1*b/(b1+0.1*d)*a)*k
P = m*g = 4.1*9.8= 40.18 Н
где а,b – размеры захватов
d – диаметр заготовки
a1 – расстояние от края зажимных губок до центра
тяжести заготовки
b1 – ширина зева захвата
W1 – ускорение, возникающее при движении захвата
k – коэффициент запаса k = 1.2¸2
а = 0.03 м; b = 0.045 м
a1 = 0.035 м; b1 = 0.03 м
d = 0.05 м
k = 1.5
Q = 1.3*40.18*(1.9+1)*(0.63*0.045/0.03 + 1.5*0.035*0.045/
/ (0.03+0.1*0.05)*0.03)*1.5 = 725.96 Н
Напряжение на контактном звене:
где l1 = 1.044 м
l2 = 0.8 м
725.96*1.044 – W*(1.044+0.8) = 0
W = 411 H
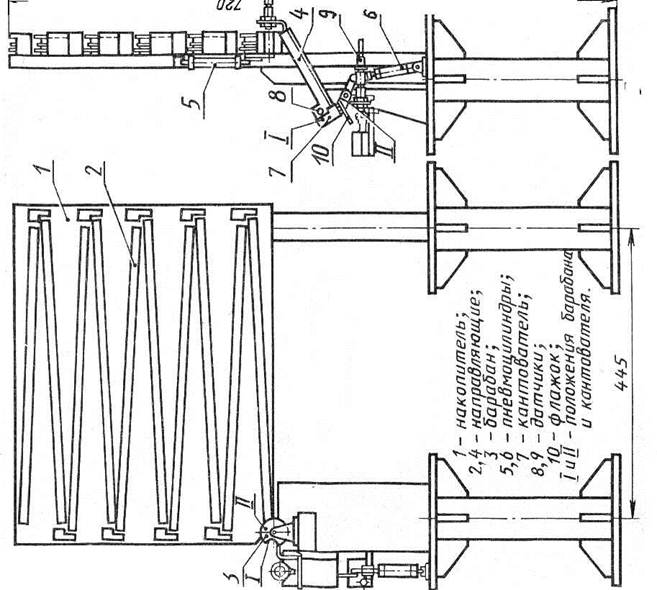
10. Выбор загрузочного устройства.
Загрузочное устройство выполнено в виде тактового стола типа СТ220, на платформы которого устанавливаются в ориентированном виде заготовки и обработанные детали.
Технические характеристики тактового стола СТ220.
Габаритные размеры, мм:
длина: 3000
ширина: 650
Скорость перемещения: 0.25 м/с.
Способ установки заготовки и готовой детали на платформе тактового стола см. Рис. 10.1.
11. Схема компоновки РТК.
Роботизированный комплекс на базе промышленного робота модели М20П.40.01, станка модели 2206ВМФ4, УЧПУ – 2С42 и тактового стола СТ220.
Промышленный робот берёт заготовку с тактового стола, загружает деталь и затем возвращает обработанную деталь на тактовый стол.
12. Последовательность перехода выполнения на РТК.
13. Составление циклограммы.
Описание циклограммы представленной на листе 1 чертеж 4.
Промышленный робот.
Начало цикла.
Выдвиг руки к тактовому столу. Время – 1 с.
Зажим заготовки. Время – 1 с.
Движение руки вверх вместе с заготовкой. Время – 1 с.
Поворот руки от тактового стола к станку на 90°. Время – 2 с.
Движение руки вниз к месту обработки. Время – 1 с.
Разжим заготовки. Время – 1 с.
Вдвиг руки. Время – 1с.
Станок.
Зажим заготовки на станке зажимным устройством. Время – 1с.
Обработка детали. Время – 3096 с (51.6 мин).
Разжим обработанной детали. Время – 1 с.
Промышленный робот.
Выдвиг руки. Время – 1с.
Зажим детали. Время – 1 с.
Движение руки вверх вместе с деталью. Время –1 с.
Поворот руки от станка к тактовому столу на 90°.Время – 1с.
Движение руки вниз к тактовому столу. Время – 1 с.
Разжим детали. Время – 1 с.
Вдвиг руки. Время – 1 с.
Тактовый стол.
Поворот тактового стола со скоростью 0.25 м/с на одну позицию. Время – 2 с.
Конец цикла.
Общее время цикла – 3121 с (52.017 мин).
 ______
______ 
| Обозначение | Наименование | Кол. | |||||||
| Документация | |||||||||
| Компоновка РТК | |||||||||
| Наименование | |||||||||
| 1 |
| Робот “Циклон-5.02” | 1 | ||||||
| 2 |
| Станок 3М151Ф2 | 1 | ||||||
| 3 |
| Бункерное ЗУ | 1 | ||||||
| 4 |
| Накопитель | 1 | ||||||
| 5 |
| УУ ПР | 1 | ||||||
|
|
|
| |||||||
| Изм. Лист Разраб. Провер. | № докум. Кудряшов Д.В. Албагачиев А.Ю | Подп. | Дата | Схема компоновки РТК | Лит. Масса Масшт.
Лист Листов | ||||
|
|
|
|
|
| МГАПИ | ||||
| Обозначение | Наименование | Кол. | ||||||||
| Документация | ||||||||||
| Бункерное ЗУ | ||||||||||
| Наименование | ||||||||||
| 1 |
| Накопитель | 1 | |||||||
| 2 |
| Направляющая | 1 | |||||||
| 3 |
| Барабан | 1 | |||||||
| 4 |
| Направляющая | 1 | |||||||
| 5 |
| Пневмоцилиндр | 1 | |||||||
| 6 |
| Пневмоцилиндр | 1 | |||||||
| 7 |
| Кантователь | 1 | |||||||
| 8 |
| Датчик | 1 | |||||||
| 9 |
| Датчик | 1 | |||||||
| 10 |
| Флажок | 1 | |||||||
|
|
|
| ||||||||
| Изм. Лист Разраб. Провер. | № докум. Кудряшов Д.В. Албагачиев А.Ю. | Подп. | Дата | Бункерное загрузочное устройство | Лит. Масса Масшт. Лист Листов | |||||
|
|
|
|
|
| МГАПИ | |||||
| Обозначение | Наименование | Кол. | ||||||||
| Документация | ||||||||||
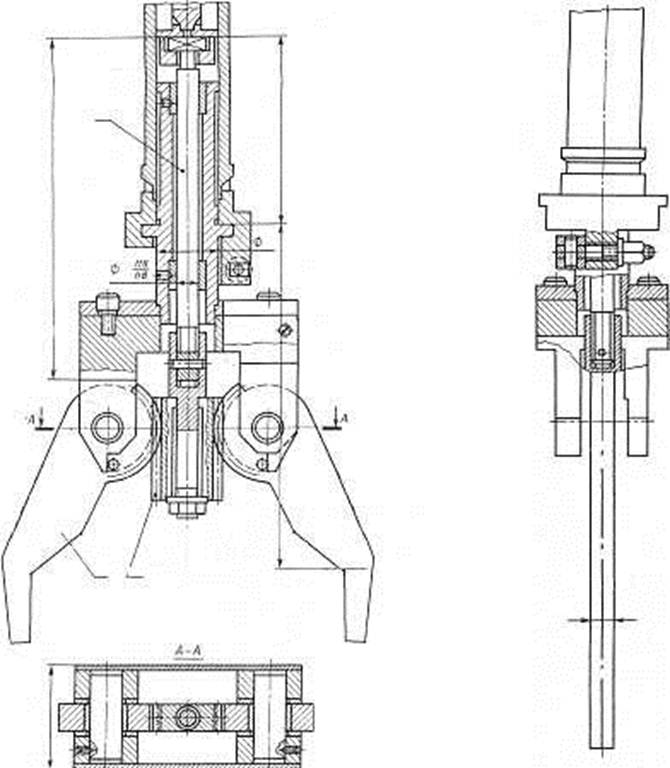
| Контрольное ус.-во | ||||||||||
| Наименование | ||||||||||
| 1 |
| Наконечник | 2 | |||||||
| 2 |
| Измерительн. ножка | 2 | |||||||
| 3 |
| Каретка | 2 | |||||||
| 4 |
| Микрометрич. винт | 2 | |||||||
| 5 |
| Серьга с пружиной | 2 | |||||||
| 6 |
| Стакан | 1 | |||||||
| 7 |
| Плоская пружина | 2 | |||||||
| 8 |
| Эксцентрик | 2 | |||||||
| 9 |
| Упор | 2 | |||||||
| 10 |
| Планка | 1 | |||||||
| 11 |
| Кабель | 1 | |||||||
| 12 |
| Зажим | 1 | |||||||
| 13 |
| Преобразователь | 1 | |||||||
|
|
|
| ||||||||
| Изм. Лист Разраб. Провер. | № докум. Кудряшов Д.В. Албагачиев А.Ю. | Подп. | Дата | Контрольное устройство (индуктивная скоба) | Лит. Масса Масшт.
Лист Листов | |||||
|
|
|
|
|
| МГАПИ | |||||
Похожие работы
... Ориентировочный объем раздела КИП и А в дипломном проекте - 10...15 страниц рукописного текста. Графическая часть состоит из одного чертежа - функциональной схемы автоматизации заданного технологического процесса. Подробные указания по выполнению функциональной схемы приведены в разделе 4. 3. УКАЗАНИЯ ПО ВЫБОРУ СРЕДСТВ АВТОМАТИЗАЦИИ Конкретные типы средств автоматизации выбирают с учетом ...
... деталей винта и шайбы. Описан технологический процесс автоматизированного сборочного участка с применением бункерно-загрузочных устройств, ориентируещего приспособления, отсекающих механизмов, транспортеров. СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ.Автоматизация производственных процессов. Шаумян Г.А. ’’ Высшая школа ’’, 1967, -172с. Автоматизация процессов в машиностроении. Учеб. пособие для вузов. ...
... сопряжения их. Устройства автоматического контроля. Контрольные автоматы классификация по назначению. Разработка новых высокопроизводительных методов и все шире внедряющаяся автоматизация технологических процессов обработки деталей машин привели к существенному снижению трудоемкости их изготовления. Производительность процессов контроля пока растет медленнее. Увеличивается количество ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...
0 комментариев