Литературный обзор существующих
Производственные операции, осуществляемые на аглофабрике
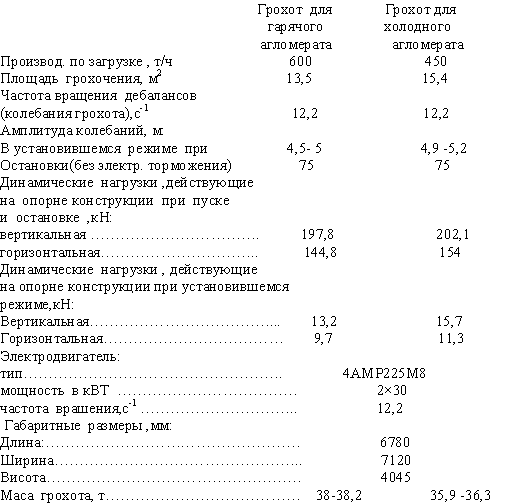
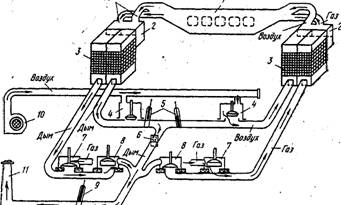
Характеристика и конструкция агломашины
Задачи управления процессом спекания
Описание, выбранной системы АСУ
ФУНКЦИОНАЛЬНАЯ СХЕМА АВТОМАТИЗАЦИИ
Разработка контура регулирования температуры
Проектирование принципиальной электрической схемы контура регулирования соотношением «топливо-воздух»
Навигация
Задачи управления процессом спекания
Автоматизация процесса спекания аглошихты
99103
знака
13
таблиц
6
изображений
3.1 Задачи управления процессом спекания
Для обеспечения максимальной производительности агломашин служат системы автоматического контроля и управления процессом спекания, выполняющие операции подготовки шихты (увлажнения и окомкования), загрузки её на агломерационную машину, контроля теплового режима и оптимизации процесса спекания. Определенное значение имеют также локальные схемы контроля и управления уровнем материалов в потоках и емкостях, а также системы управления отдельными механизмами агломерационной фабрики – дробилками, эксгаустерами, обжиговыми установками и др.
Точность дозирования компонентов шихты влияет на качество готового агломерата и ход спекания на аглоленте. Постоянство химического состава шихты достигается дозировкой шихтовых материалов системой бункеров с питателями. Дозирование осуществляется по массе материалов с учетом их химического состава. Соотношение компонентов шихты регулируют путем автоматического поддержания расхода отдельных составляющих с корректировкой по данным химических анализов и анализов влажности материалов. Качество регулирования при этом зависит от частоты отбора проб и анализа.
Для обеспечения качественной загрузки шихты спекательные тележки агломашины оборудуют промежуточным (загрузочным) бункером, который, как промежуточная емкость, сглаживает колебания разности между приходом шихты из барабана-окомкователя и расходом ее на аглоленту. Чтобы не нарушалась газопроницаемость окомкованной шихты, уровень ее в промежуточном бункере необходимо поддерживать как можно точнее.
Автоматизация управления процессами в спекательном отделении заключается в автоматическом поддержании высоты слоя аглошихты, загружаемой на машину, автоматическом регулировании уровня шихты в промежуточном бункере (промбункере) над агломашиной, контроле и автоматическом управлении процессом зажигания шихты и регулировании законченности процесса спекания в конце активного участка аглоленты. Отдельный узел управления составляют механизмы охлаждения и дозирования возврата.
С целью оперативного управления агломерационным процессом на аглофабрике осуществляют контроль следующих технологических параметров:
- скорость движения аглоленты;
- объемных расходов природного газа и воздуха на зажигание;
- температуры зажигания слоя шихты, отходящих газов в последних вакуум-камерах, коллекторах агломашины, перед эксгаустерами, шихты перед барабанами-окомкователями;
- разрежения в вакуум-камерах, коллекторе агломашины перед эксгаустерами;
- толщина слоя агломерата на аглоленте.
Скорость движения аглоленты необходимо контролировать, т.к. равномерное распределение шихты по ширине аглоленты является одним из необходимых условий для нормального протекания процесса спекания. Если скорость аглоленты увеличится, то температура шихта к 11-14 вакуум-камерам может быть выше нормы, что ухудшает качество спекаемой шихты.
Контроль объемов расхода природного газа и воздуха на зажигание, т.к. необходимо равномерное зажигание шихты по аглоленте. Высокая температура факела, избыток тепла для зажигания вызывает плавление поверхности слоя и ухудшение его газопроницаемости. При низкой температуре зажигания получается плохо спеченная с малой прочностью верхняя часть «пирога».
Температура регулируется в ходе всего процесса спекания, т.к. от этого зависит качество спекаемой шихты.
АСУ ТП отделения спекания агломерата является подсистемой АСУ ТП агломерационного производства. В целом АСУ ТП должна обеспечивать за счет стабилизации и оптимизации технологического процесса:
- повышение производительности агломашин;
- повышение выхода годного агломерата;
- снижение доли возврата в шихте;
- повышение качества агломерационной шихты;
- снижение удельного расхода шихты на окомкование и брак по окомкованию и спеканию;
- уменьшение числа аварийных режимов работы;
- улучшение условий труда обслуживающего персонала;
- облегчение управления объектом.
4 СТРУКТУРА АСУТП процессом спекания на аглофабрике4.1 Обоснование выбора АСУТП
На структурной схеме отображают в общем виде основные решения проекта по функциональной, организационной и технической структурам АСУ ТП с соблюдением иерархии системы и взаимосвязей между технологическим объектом и комплексом технических средств (КТС) системы управления.
Многоуровневая структурная система управления обеспечивает надежность, оперативность, ремонтоспособность системы автоматизации, при этом легко решается оптимальный уровень централизации управления с минимальным количеством технологического контроля, управления и линий связи между ними.
Так как, процесс спекания является сложным технологическим процессом (дозирование и подача сыпучих материалов, режим зажигания, подача шихты системой конвейеров, процесс спекания агломерата, скорость аглоленты и т.д.), то целесообразно применять многоуровневую структуру управления супервизорного типа.
Супервизорная система с использованием средств локальной автоматики обеспечивает достаточно качественное управление для процессов с относительно небольшим количеством параметров и несложными алгоритмами выработки управляющих воздействий, а использование локальной автоматики уменьшает использование машинного времени ЭВМ, что целесообразно с экономических позиций: один компьютер можно использовать для управления несколькими АСУ, также возможно использование машинного времени для иных операций.
Под супервизорным понимается такой режим работы АСУ ТП, когда на нижних уровнях функционируют регуляторы, управляющие локальными контурами (на базе серийных электронных устройств или контроллеров), а на верхнем – ЭВМ, на которой реализованы задачи управления этими контурами через механизм выдачи управляющих воздействий на автоматические задатчики локальных контуров.
В дипломном проекте разработана система супервизорного типа. На высшем уровне ЭВМ, на низшем микроконтроллер. ЭВМ вырабатывает задание для микроконтроллера, а также осуществляет другие функции. Непосредственным управлением занят микроконтроллер. В данном случае ЭВМ может выполнять вычислительные функции АСУ отделения спекания, а также АСУ участка дозирования и даже АСУ ТП всей аглофабрики. Для обеспечения гибкости системы предусмотрены возможности перехода системы в полуавтоматический (ручное определение задания регулятору), а также ручной режим работы (ручное управление исполнительными механизмами).
Похожие работы
... коксовая мелочь и антрацитовый штыб. Коксовая мелочь поставляется крупностью фракций, согласно требованиям, 0-25мм. Аглодобавки. Отходы металлургического производства, поступающие на аглофабрику, должны подготавливаться по месту их образования и соответствовать требованиям, предъявляемым к агломерационной шихте. Окалина и сварочный шлак должны сортироваться и дробится до крупности не более 10мм ...
... 5 1513 950 6 1719 1073.7 Основным топливом доменного процесса является кокс. Используется кокс мариупольского коксохимического завода. В качестве заменителей кокса наиболее широко используется природный и коксовый газы, а также жидкое и пылевидное топливо. Комбинат “Азовсталь” работает на криворожском и камышбурунском железорудном сырье. Среднее содержание железа в криворожской ...
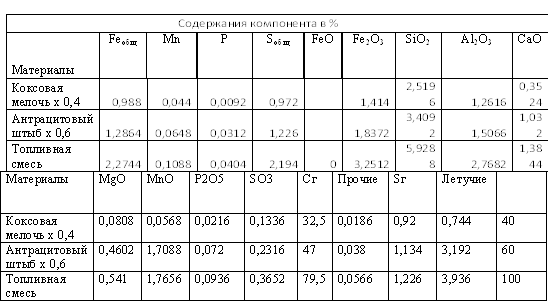
... Степень десульфурации шихты – 90%. 1.8 Потери при прокаливании (ППП) в агломерате – 0, 57%. 2 Основные технологические решения Согласно исходных данных для проектирования технологи производства агломерата применяют такие исходные компоненты шихты: железородный концентрат, аглоруда, колошниковая пыль, флюсующие добавки –известняк и доломитизированый известняк, топливные добавки – коксовая ...
... и использования отходов производства, используется устаревшая система охлаждения печей. Руководством Макеевского металлургического завода принято решение дальнейшей эксплуатации мартеновского цеха с применением некоторых усовершенствований, перевод производства стали на другую, более современную технологию не предполагается. 2.8 Выводы Одной из острейших проблем на современном этапе ...
0 комментариев