Литературный обзор существующих
Производственные операции, осуществляемые на аглофабрике
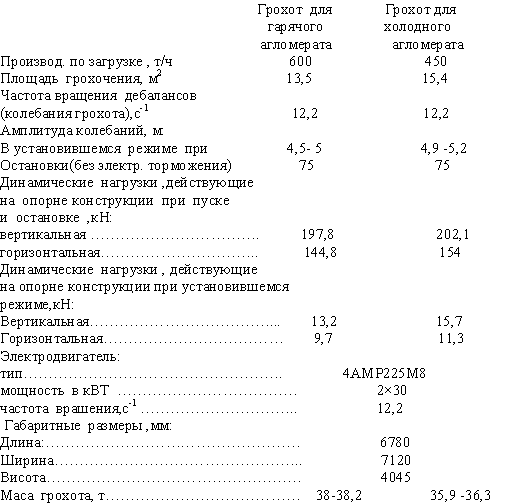
Характеристика и конструкция агломашины
Задачи управления процессом спекания
Описание, выбранной системы АСУ
ФУНКЦИОНАЛЬНАЯ СХЕМА АВТОМАТИЗАЦИИ
Разработка контура регулирования температуры
Проектирование принципиальной электрической схемы контура регулирования соотношением «топливо-воздух»
Навигация
Описание, выбранной системы АСУ
Автоматизация процесса спекания аглошихты
99103
знака
13
таблиц
6
изображений
4.2 Описание, выбранной системы АСУ
Структурная система АСУ ТП представлена в графической части дипломного проекта на листе 2 и представляет собой двухуровневую систему супервизорного типа, состоящую из следующих уровней:
1. Уровень измерительных средств и локальных средств контроля и регулирования. Состоит из датчиков, сигнализаторов значений параметров, источников питания. Он представляет собой уровень, на котором осуществляется контроль и регулирование параметров процесса при помощи средств контроля и регулирования, находящихся на объекте автоматизации. Все эти средства расположены непосредственно на объекте и на щитах участков КИПиА и представляют собой: первичные датчики, вторичные приборы, станции управления, цифровые регулирующие устройства (микроконтроллер). Также на этом уровне расположены средства диспетчерской связи и производственной громкоговорящей связи. На этом уровне система выполняет следующие функции: контроль параметров, измерительное преобразование, контроль и сигнализация измерительных параметров, выбор режимов работы, регистрация параметров, связь с объектом. На верхней ступени этого уровня находится оператор, который непосредственно контролирует и, если необходимо, регулирует определенные параметры процесса. В данном проекте на нижнем уровне находятся средства локальной автоматики – микроконтроллер, который выполняет функции регулятора и аналоговый вторичный прибор для оперативного отображения текущей информации на щите КИПиА. Для обеспечения гибкости системы предусмотрены возможности перехода системы в полуавтоматический (ручное определение задания регулятору), а также ручной режим работы (ручное управление исполнительными механизмами).
2. Уровень централизованных средств контроля и управления. На этом уровне происходит контроли и управление процессом централизованно, т.е. имеется возможность управлять несколькими технологическими объектами одновременно и решать дополнительные задачи связанные с обработкой данных. На этом уровне расположена ЭВМ, выполняющая следующие функции: ручной ввод данных, регистрация параметров на внешних запоминающих устройствах, моделирование работы объекта и выдача заданий на локальные регулирующие устройства, расчет показателей работы за смену на основании поступающих данных в течении смены, расчет технико-экономических показателей. На высшей ступени этого уровня располагается оператор, который и производит контроль за работой ЭВМ и вводит недостающие данные о работе агрегата. На данном уровне нет средств связи с объектом, т.к. всю необходимую информацию ЭВМ получает через модуль интерфейсной связи микроконтроллера в цифровом виде. Уровень АСУ связан с предыдущим уровнем при помощи диспетчерской связи и производственной громкоговорящей связи.
Данная структура позволяет системе гибко реагировать на выход из строя какого-либо элемента, для обеспечения непрерывности технологического процесса. При выходе из строя или нарушении связи с компьютером задание микроконтроллеру будет определено вручную. При выходе из строя или нарушении связи с микроконтроллером управление может осуществляться с помощью блока ручного управления.
Верхний уровень автоматизации
нижний уровень автоматизации
Рисунок 4.1 – Структура системы автоматизации
Таблица 4.1 – Условные обозначения технических средств на структурной схеме контроля и автоматизации
| Обозначение | Наименование |
| 1 | 2 |
| Д С СУ ИЦ ИА | Датчик-преобразователь Сигнализатор значений параметров процесса Станции управления исполнительными механизмами Индикатор цифровой Индикатор аналоговый |
Продолжение таблицы 4.1
| 1 | 2 |
| Р РА КА ЗД ПР ВЗУ ВВУ УП ВТ ПРВ ДС ПГС УСО | Регуляторы Регистр аналоговый Командо-аппарат Задатчик Процессор Внешнее запоминающее устройство Вводно-выводное устройство Устройство печати Видеотерминал Пульт ручного ввода данных Диспетчерская связь Производственная громкоговорящая связь Устройство связи с объектом |
Таблица 4.2 – Условные обозначения функций системы автоматизации
| Обозначение | Наименование |
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 | Контроль параметров Дистанционное управление исполнительным механизмом Измерения Контроль и сигнализация значений параметров Стабилизация параметров Выбор режима работы регулятора Ручной ввод данных Регистрация параметров Расчет ТЭП Учет производства и составление данных в смену Диагностика технологических линий Распределение технологических линий Оптимизация отдельных техпроцессов Анализ состояния техоборудования Прогнозирование основных показателей производства Оценка работы смены Контроль выполнения плановых заданий Контроль проведения ремонтов Подготовка, выдача информации в АСУ ТП Получение производственных ограничений от АСУ ТП |
Похожие работы
... коксовая мелочь и антрацитовый штыб. Коксовая мелочь поставляется крупностью фракций, согласно требованиям, 0-25мм. Аглодобавки. Отходы металлургического производства, поступающие на аглофабрику, должны подготавливаться по месту их образования и соответствовать требованиям, предъявляемым к агломерационной шихте. Окалина и сварочный шлак должны сортироваться и дробится до крупности не более 10мм ...
... 5 1513 950 6 1719 1073.7 Основным топливом доменного процесса является кокс. Используется кокс мариупольского коксохимического завода. В качестве заменителей кокса наиболее широко используется природный и коксовый газы, а также жидкое и пылевидное топливо. Комбинат “Азовсталь” работает на криворожском и камышбурунском железорудном сырье. Среднее содержание железа в криворожской ...
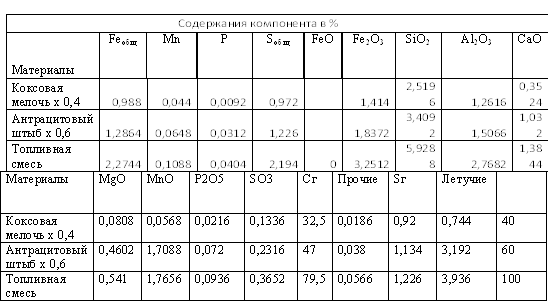
... Степень десульфурации шихты – 90%. 1.8 Потери при прокаливании (ППП) в агломерате – 0, 57%. 2 Основные технологические решения Согласно исходных данных для проектирования технологи производства агломерата применяют такие исходные компоненты шихты: железородный концентрат, аглоруда, колошниковая пыль, флюсующие добавки –известняк и доломитизированый известняк, топливные добавки – коксовая ...
... и использования отходов производства, используется устаревшая система охлаждения печей. Руководством Макеевского металлургического завода принято решение дальнейшей эксплуатации мартеновского цеха с применением некоторых усовершенствований, перевод производства стали на другую, более современную технологию не предполагается. 2.8 Выводы Одной из острейших проблем на современном этапе ...
0 комментариев