Литературный обзор существующих
Производственные операции, осуществляемые на аглофабрике
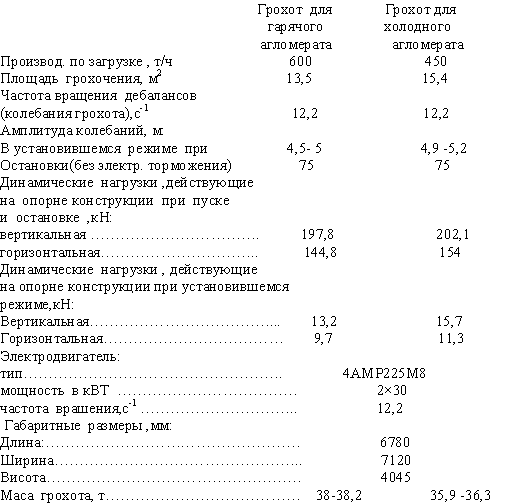
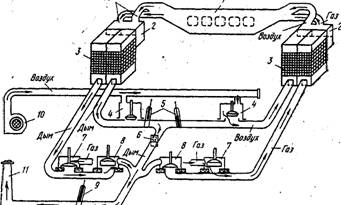
Характеристика и конструкция агломашины
Задачи управления процессом спекания
Описание, выбранной системы АСУ
ФУНКЦИОНАЛЬНАЯ СХЕМА АВТОМАТИЗАЦИИ
Разработка контура регулирования температуры
Проектирование принципиальной электрической схемы контура регулирования соотношением «топливо-воздух»
Навигация
Разработка контура регулирования температуры
Автоматизация процесса спекания аглошихты
99103
знака
13
таблиц
6
изображений
6.1 Разработка контура регулирования температуры
в зажигательном горне
Основной контур в системе автоматизации - контур контроля и регулирования температуры в зажигательном горне. Рассмотрим его работу подробнее.
Измерение температуры осуществляется первичным пирометрическим преобразователем ППТ-121 (поз.1-1), с которого сигнал поступает на вторичный измерительный преобразователь ПВ-0 (поз.1-2), который выдает стандартный сигнал 0-5 мА на вторичный регистрирующий прибор Диск-250-1121 (поз.1-3) и на микроконтроллер Symatic S7-300. С микроконтроллера сигнал поступает в ЭВМ. После обработки поступившего сигнала в соответствии с заданным алгоритмом ЭВМ вырабатывает задание для микроконтроллера, при этом в системе предусмотрен переключатель ПМОФ-45 (поз.1-5), позволяющий подавать задание на микроконтроллер либо с ручного задатчика РЗД-22 (поз. 1-4), либо с ЭВМ. Заданное значение индуцируется миллиамперметром М1730 (поз.1-6) и поступает на вход микроконтроллера. На основании полученного задания микроконтроллер вырабатывает управляющее воздействие, которое с выхода микроконтроллера поступает на БРУ-32 (поз.1-7), затем на пускатель ФЦ-0611 (поз.1-8) и на исполнительный механизм МЭО-250/63 (поз.1-9), который управляет клапаном подачи природного газа в горн (поз.1-10). Кроме того на микроконтроллер заводится сигнал о положении регулирующего органа. Регулирование можно осуществлять в трех режимах: автоматическом режиме – когда заданное значение поступает с ЭВМ; режиме локальной автоматики – когда заданное значение поступает с задатчика, если ЭВМ выйдет из строя или с ней будет нарушена связь; режиме ручного управления – когда микроконтроллер выходит из строя и управляющее воздействие подается с помощью блока ручного управления.
6.2 Разработка контура регулирования законченностью
процесса спекания
Не менее важным является контур автоматического контроля и регулирования законченностью процесса спекания на агломашине. Он состоит из термоэлектрических преобразователей ТХК-1087 установленных в вакуум-камерах №16-21, 31 (поз.10-1,…13-1), с которых сигнал поступает на 12-ти канальный регистрирующий и показывающий прибор ФЩЛ 501 (поз.7-2) и на микроконтроллер Symatic S7-300. С микроконтроллера сигнал поступает в ЭВМ. После обработки поступившего сигнала в соответствии с заданным алгоритмом ЭВМ вырабатывает задание для микроконтроллера, при этом в системе предусмотрен переключатель ПМОФ-45 (поз.7-4), позволяющий подавать задание на микроконтроллер либо с ручного задатчика РЗД-22 (поз.7-3), либо с ЭВМ. Заданное значение индуцируется миллиамперметром М1730 (поз.7-5) и поступает на вход микроконтроллера. На основании полученного задания микроконтроллер вырабатывает управляющее воздействие, которое с выхода микроконтроллера поступает на БРУ-32 (поз.7-6), затем на тиристорный усилитель ФЦ-0611 (поз.7-7). Дальнейшее управление осуществляется согласно электрическим схемам управления электродвигателем. Регулирование можно осуществлять в трех режимах: автоматическом режиме – когда заданное значение поступает с ЭВМ; режиме локальной автоматики – когда заданное значение поступает с задатчика, если ЭВМ выйдет из строя или с ней будет нарушена связь; режиме ручного управления – когда микроконтроллер выходит из строя и управляющее воздействие подается с помощью блока ручного управления.
6.3 Разработка контура регулирования соотношением
«топливо-воздух»
Важным параметром, влияющим на процесс спекания, является расход воздуха и природного газа на горение, поэтому проектируется контур автоматического контроля и регулирования соотношением топливо-воздух. Он состоит из двух стандартных комплектов для измерения расхода методом переменного перепада – диафрагмы, преобразователя разности давлений «САПФИР-22М-ДД» (поз.24-2, 26-2) и блока извлечения корня БИК (поз.24-3, 26-3). Комплекты установлены на трубопроводах воздуха и природного газа. Сигналы поступают на вторичные регистрирующие приборы Диск-250-1121 (поз.24-4, 26-4) и на микроконтроллер Symatic S7-300. С микроконтроллера сигнал поступает в ЭВМ. После обработки поступившего сигнала в соответствии с заданным алгоритмом ЭВМ вырабатывает задание для микроконтроллера, при этом в системе предусмотрен переключатель ПМОФ-45 (поз.26-6), позволяющий подавать задание на микроконтроллер либо с ручного задатчика РЗД-22 (поз.26-5), либо с ЭВМ. Заданное значение индуцируется миллиамперметром М1730 (поз.26-7) и поступает на вход микроконтроллера. На основании полученного задания микроконтроллер вырабатывает управляющее воздействие, которое с выхода микроконтроллера поступает на БРУ-32 (поз.26-8), затем на пускатель ФЦ-0611 (поз.26-9) и на исполнительный механизм МЭО-250/63 (поз.26-10), который управляет клапаном подачи природного газа в горн. Кроме того на микроконтроллер заводится сигнал о положении регулирующего органа. Регулирование можно осуществлять в трех режимах: автоматическом режиме – когда заданное значение поступает с ЭВМ; режиме локальной автоматики – когда заданное значение поступает с задатчика, если ЭВМ выйдет из строя или с ней будет нарушена связь; режиме ручного управления – когда микроконтроллер выходит из строя и управляющее воздействие подается с помощью блока ручного управления.
Похожие работы
... коксовая мелочь и антрацитовый штыб. Коксовая мелочь поставляется крупностью фракций, согласно требованиям, 0-25мм. Аглодобавки. Отходы металлургического производства, поступающие на аглофабрику, должны подготавливаться по месту их образования и соответствовать требованиям, предъявляемым к агломерационной шихте. Окалина и сварочный шлак должны сортироваться и дробится до крупности не более 10мм ...
... 5 1513 950 6 1719 1073.7 Основным топливом доменного процесса является кокс. Используется кокс мариупольского коксохимического завода. В качестве заменителей кокса наиболее широко используется природный и коксовый газы, а также жидкое и пылевидное топливо. Комбинат “Азовсталь” работает на криворожском и камышбурунском железорудном сырье. Среднее содержание железа в криворожской ...
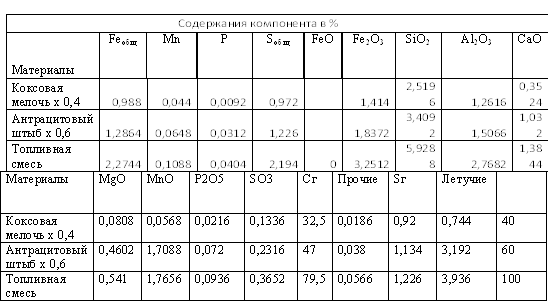
... Степень десульфурации шихты – 90%. 1.8 Потери при прокаливании (ППП) в агломерате – 0, 57%. 2 Основные технологические решения Согласно исходных данных для проектирования технологи производства агломерата применяют такие исходные компоненты шихты: железородный концентрат, аглоруда, колошниковая пыль, флюсующие добавки –известняк и доломитизированый известняк, топливные добавки – коксовая ...
... и использования отходов производства, используется устаревшая система охлаждения печей. Руководством Макеевского металлургического завода принято решение дальнейшей эксплуатации мартеновского цеха с применением некоторых усовершенствований, перевод производства стали на другую, более современную технологию не предполагается. 2.8 Выводы Одной из острейших проблем на современном этапе ...
0 комментариев