Навигация
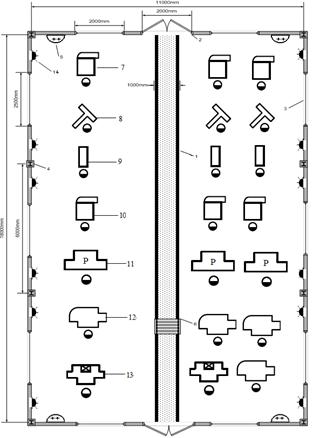
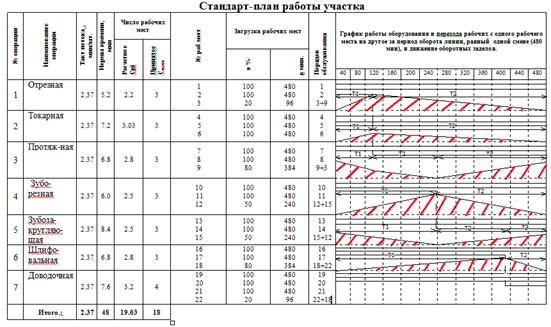
Предусматривает укрупненные проверочные расчеты загрузки производственных площадей и оборудования
20353
знака
6
таблиц
1
изображение
2. предусматривает укрупненные проверочные расчеты загрузки производственных площадей и оборудования.
3. показывает напряженность сосредоточения работ в одни периоды и недогрузку в другие. Резкие колебания не желательны. Надо искать равномерное распределение работ путем подборочного размещения //-но выполненных заказов.
1-й путь по перераспределению загрузки - это удлинение Тц путем введения межоперационного складирования либо укорочение Тц.
Пути развития единичного и мелкосерийного производства.
а)Унификация нормализация деталей. Определяется потребность сборки в таких деталях, ее повторяемость. Определяется целесообразный размер партии, нормативная трудоемкость партии Тц партии. Обязателен расчет необходимого уровня страхового запаса. Потребность в унифицированных норм. деталях определяют на основе сводной конструкционной спецификации.
б) Групповой запуск в обработку (унификация и нормализация технического процесса). Детали разных наименований и размеров группируются по конструкционно-технологическому сходству.
Групповая обработка деталей осуществляется на основе классификации деталей и технологических процессов, а также всей тех. оснастки. Примером классификационной схемы м. служить классификация деталей по геометрическим элементам (например: цилиндрическая поверхность).
Серийное производство.
Основная задача СП заключается в обеспечении периодически возобновляемого выпуска серий готовой продукции в соответствии с планом. Средством решения является ОКП. Элементами системы являются комплекс календарно-плановых нормативов.
Календарно-плановые нормативы.
Расчет размера партии запуска и выпуска деталей.
Партия - количество деталей определенного наименования с одной наладки, или количество деталей другого наименования.
В различных ситуациях значимыми могут быть критерии приводящие и противоречащие решениям. Размер партии устанавливают в 2-а этапа.
1) Определение nmin = max {Тпз/ tшт}
2) корректировка расчетной величины партии.
Пример корректировки партии:
деталь А расходуется в количестве 2 шт. на 1 - но изделие при среднемесячном выпуске 25 шт. Потребность деталей в мес. = 50шт (Nмес), Тсменное.эффек. = 420 мин.
| № | наименов. | tшт | сменная выработка | загрузка в сменах | ||
| операций | мин. | норма | факт. | n =50шт | n=25шт | |
| 1 2 3 4 5 | фрезерная фрезерная сверлильная сверлильная шлифовальн. | 65 140 40 20 60 | 6,5 3 10,5 21 7 | 5 3 10 20 7 | 10 16,7 5 2,5 7,14 | 5 8,35 2,5 1,25 3,6 |
Организация производства.
Раздел 1. Общее производство.
Раздел 2. Еденичное производство.
Раздел 3. Серийное произвдство.
Раздел 4. Массовое проиводство.
Раздел 5. Основные положения по организации контроля и регулирования хода производства.
Раздел 6. Информационное обеспечение систем управления производства.
Раздел 1. ОКП различных типов производств.
Общее начало ОКП.
ОКП обеспечивает режим различной работы в каждом производственном подразделении и на предприятии в целом. Организация движения производственных процессов оказывает заметное влияние на экономику предприятия.
Критерием выбора оптимального варианта программы, загрузки оборудования и других задач может только критерий экономической целесообразности (по min затратам).
Задачи ОКП.
1. Составление календарных планов путем дифференциации установленного выпуска продукции по срокам и подразделениям предприятия.
2. Обеспечение равномерного или равномернонарастающего выпуска готовой продукции на основе ритмичного хода производства на каждом производственном участке.
r - ритмичность.
3. Обеспечение max-но уплотненной загрузке оборудования производственных площадей и др.
Кзагр обор.,
Кисп.площ.,
Кзагр.раб., Тц.
и в полном соответствии с типом производства (степень специализации). Характеризуется организацией производственной структуры и видом движения предметов труда в производстве.
![]()
![]()
![]()
Е С М
единичное серийное массовое
Характеристика типов производства.
| Тип производства. | Выпуск продукции N | Номенклатура, шт. | Повторяемо сть, регуляр. мес, кв,год. |
| Единичный | “1” | “1000” разнооб. | отсутствие |
| Серийный: мелкосерийный среднесрийный, крупносерийн. | < 10 “10-100” “100-1000” | “500-1000” “100” “10” | квартал, год более регул. постоян. в год |
| Массовый | 1000 | “1” | непрерывн. в год |
Взамосвязь типа производства, уровня специализации с формами движения производства, формами организации.
| Тип производства | Ксер | Специализация | Форма движения | Форма организации. |
| Единичный | > 40 | Низкий | последовательный | непоточная |
| мелкосерийн. | 20-40 | нарастающ. | последовательный | непоточная |
| сред.серийн. | 5-20 | расширение внешней и внутренней кооперации | параллельно-последовательная | непоточная |
| крупносерийн. | 3-5 | высокая автоматизация | парал.-последов. параллельная | поточная |
| массовый | 1-2 | высокая | параллел | поточная |
Характер и содержание задач ОКП и организационные формы их выполнения отчетливо разделяются на 2 части: календарное планирование и диспетчирование.
КП заключается в разработке календарно-плановых нормативов движения производства загр. оборудования, производственных площадей и доведение до каждого цеха , участка, рабочего места и других производственных площадей - графиков, уточнений и корректировки этих программ и заданий в ходе выполнения.
Диспетчирование сводит в единый комплекс оперативное управление производством как планирование процессов во времени, так и регулирование их выполнения. Методы решения задач диспетчирования на основе непрерывного наблюдения, учета и контроля.
![]()
![]() ОКП межцеховое
(задания для
каждого цеха)
ОКП межцеховое
(задания для
каждого цеха)
внутрицеховое (корректирует работу внутри цеха).
Планово - учетные еденицы межцехового и внутрицехового планирования.
МУЕ понимается объект планирования. Их сводят к минимуму для межцехового планирования одного завода.
При межцеховом планировании: деталь, узловой комплект, групповой комплект, машино-комплект, условное изделие, производственный заказ.
При внутрицеховом: шт., кг., метры, н.-ч.
Узловой комплект - комплект деталей, образующий технологический сборочный узел, применяется при редкой повторяемости.
Групповой комплект - комплект деталей, формируемый в группу по признаку:
- одинаковость тех. маршрута,
- используемое оборудование и оснастка,
-пер-ти запуска.
Машино-комплект- комплект деталей, формируется по каждому цеху из заготовок, деталей конкретного наименования. Применяют во всех типах производства.
Применение планово-учетных единиц на предприятиях различного типа производства.
| ПУЕ | Тип производства. | ||||
| Е | М/С | С/С | К/С | М | |
| деталь | + | + | - | ++ | ++ |
| УК | ++ | ++ | ++ | - | - |
| ГК | ++ | ++ | ++ | - | - |
| МК | + | + | ++ | ++ | - |
| УК | - | + | ++ | - | - |
| сутко-комплек. | - | ++ | ++ | - | - |
| пр-ый заказ | ++ | ++ | + | - | - |
“ ++ “ - рекомендован,
“ - “ - не применяется,
“ + “ - часто применяется.
Лекция 9.
Корректирование размера партии должно учитывать:
1) трудоемкость по ведущей операции (принимаем по tшт = max, либо по max - ой величине tпз/tшт),
2) стойкость инструмента, оснастки,
3) необходимость переналадки оборудования,
4) условия транспортирования,
5) необходимость улучшения использования оборудования.
Расчет периодичности запуска, выпуска партии.
Размер партии вырожается в днях (это отрезок времени следующего уровня за уровнем партии одного наименования).
П =nнорм / Nдн.
nнорм - нормативный размер партии
Однообразие решений в выборе различных партий может приводить к разнообразию нормативов производительности. Однообразие нормативов для деталей различных наименований одного изделия усложняет ОКП, контроль, регулирование. Поэтому в серийном производстве возникает необходимость унификации.
Нормативы периодичности подетальной системы.
| Унификация величины П, дн. | Количество запусков, выпусков деталей. | Условные обознач. пер-ти. |
| 3 6 12 ... 144 | 8 4 2 .... 1 раз в полгода | М/8 М/4 М/2 .... 6 мес. |
Нормативы периодичности на основе комплектно-групповой системы.
| Унифицированная нормативная величина периодичности впятидневных. | Количество запусков, выпусков партии деталей одного наимен. | Условное обозначение периодичности. |
| 1 2 6 72 | 6 в месяц 3 в месяц. 1 в месяц. 1 раз в год | М/6 М/3 М 12М |
![]()
![]()
 Кзагр
Кзагр
15
Похожие работы
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...
... по формуле: (35) Расчёт цены реализации с учётом косвенных налогов производится по формуле: Цр = Цоц + Рндс = 37,299 + 6,714 = 44,013 . (36) 4.3 Расчёт технико-экономических показателей Результаты производственно-хозяйственной деятельности любого производственно-хозяйственного подразделения оцениваются с помощью ряда технико-экономических показателей. ...
... значение, выдвигающее на первый план многовариантный анализ и экономическое обоснование принимаемых решений. Полное содержание проекта предполагает проведение анализа уровня организации участка серийной сборки, выполнение исследований и проектирование производственных процессов с экономическим обоснованием выбранных решений. Курсовое проектирование ставит своей целью закрепить и углубить знания ...


... оборудования для выполнения ГППЗ 4. РАСЧЕТ КАЛЕНДАРНО-ПЛАНОВЫХ НОРМАТИВОВ Научно обоснованные календарно-плановые нормативы (КПН) являются основой качественного оперативно-календарного планирования, служат исходной базой для составления взаимосвязанных планов, обеспечивающих равномерную работу рабочих мест, участков, цехов и эффективное использование основных фондов, материальных и трудовых ...
0 комментариев