Навигация
Анализ трудового процесса
52532
знака
32
таблицы
0
изображений
1.4 Анализ трудового процесса
Токарь начинает работу с получения задания, чтения чертежа, расчетов. Он подбирает инструмент, устанавливает заготовку на станке, настраивает станок на выбранный режим резания и проводит обработку. Готовую деталь проверяет по размерам и чистоте поверхности. Станок имеет ручной и автоматический режим. В первом случае от токаря требуются точно координированные движения рук при управлении режущим инструментом. Квалифицированный токарь знает основы технологии, металловедения, сопротивления материалов, систему допусков и посадок, понимает принцип работы станка и умеет его наладить, знает причины брака. Токарю важно развить в себе техническое мышление, пространственное воображение, точность движений, устойчивое внимание, аккуратность, творческое отношение к делу.
Таблица 2
Анализ трудового процесса
| Состав переходов, движений и действий операции | Характеристика недостатков | Затраты рабочего времени на выполнение нерациональных, холостых движений (мин) |
| 1 | 2 | 3 |
| 1. Взять деталь 1.1 Переход на 3 м. 1.2 Наклон к полу 1.3 Протягивание руки на 1,5 м. 1.4 Поиск детали 1.5 Перемещение руки на 3 м. 1.6 Разогнулся 1.7 Возвращение к рабочей зоне | Перемещение рабочего на большие расстояния и выполнение им нерациональных движений приводит к потерям рабочего времени. | 0,34 0,17 0,25 0,17 0,5 0,25 0,34 |
| итого | 2,02 |
Вывод: все основное и вспомогательное оборудование, организационная и технологическая оснастка должны располагаться в удобном для рабочего месте. Нерациональные действия возникают из-за неправильного их расположения. Для рационализации трудового процесса необходимо, прежде всего, пересмотреть расстановку оборудования.
1.5.Организационно-технические мероприятия по совершенствованию трудового процесса.
Принципы рационализации трудового процесса (ТП):
- экономия движений требует исключения всех ненужных, лишних перемещений исполнителя;
- совмещение движений рекомендует одновременное участие в ТП органов человека: рук, ног, глаз, корпуса;
- оптимальная загрузка мышц нацеливает на сочетание крупных и мелких движений и их равномерную загрузку;
- создание условий для ТП способствует полной оснащенности РМ, формированию рационального планировочного решения, организации обслуживания РМ;
- содержательность труда предусматривает насыщение ТП творческими приемами, разнообразными по характеру;
- замена длинных движений короткими обеспечивает расположение предметов труда в оптимальной зоне;
- ускорение движений необходимо осуществлять ориентированными механизмами;
- предпочтение движений «сверху вниз» движениям «снизу вверх»;
- выполнение точных движений в позе «сидя»;
- непрерывность движения рук, корпуса, предотвращающая затраты дополнительной энергии на ее возобновление;
- стандартность движений, в одном направлении, вырабатывает автоматизм и повышает их скорость;
- замена приноровительных движений решительными обеспечивает их ускорение в 3 – 5 раз;
- отработка ритмичности движений рук увеличивает их скорость;
- освобождение руки от держательных движений посредством использования зажимных приспособлений
Задание 1.
Средства оснащения рабочих мест механического цеха приведены в таблице 4. Они размещены не в соответствии с теоретическими положениями по рациональной организации планировочных решений. В результате чего станочник вынужден совершить ряд нерациональных перемещений при выполнении трудовых процессов и подготовке к ним изготовления продукции.
Таблица 3
Исходные данные о потерях рабочего времени при нерациональных
планировочных решениях
| Средства оснащения рабочего места | Одноразовые потери рабочего времени (мин) | Количество перемещений в смену |
| 1. Вспомогат. оборудование | 6 | 7 |
| 2. Организационная оснастка - инструментальная тумбочка - подставка под детали - стелаж | 0,4 0,6 0,9 | 11 10 8 |
| 3. Технологическая оснастка | 0,6 | 37 |
| - набор инструментов | ||
| 4. Численность персонала в цехе, чел. | 123 | |
| 5. Количество рабочих дней в году | 265 | |
| 6. Год. объем производства, тыс. шт. | 120 | |
| 7. Трудоемкость одной шт., нормо-ч. | 2,21 | |
Примечание: Количество раб. дн. в году приведено с учетом работы цеха по субботним дням. Рабочие работают в две смены.
Итак, выявим потери рабочего времени в год для рабочих всего цеха:
Дополнительное количество произведенной продукции составит:
Рост производительности в соответствии с полученными данными составит:
Задание 2
Хронометраж рабочего времени является методом исследования трудовых процессов и служит для анализа приемов труда и определения длительности повторяющихся операций. Объектом изучения являются элементы оперативного времени на конкретную операцию. Хронометраж может быть непрерывным, выборочным, цикловым. Критерием выбора способа хронометража является оперативность получения данных и трудоемкость их обработки.
Результаты хронометражного наблюдения за токарной операцией приведены в таблице 4. Количество хронометражных замеров равно 7, а элементов операции – 15.
Мы произвели обработку хронометражного наблюдения путем вычитания из последующего замера предыдущего с записью в отдельную строку, которой соответствует этот очищенный элемент.1
Сначала рассчитаем фактический коэффициент устойчивого ряда (Кустф), он будет равен отношения максимального значения времени хроноряда к минимальному. Например, для первого элемента операции он составит:
Кустф=
Дальнейшие расчеты ведутся аналогично приведенному выше примеру и записываются в таблицу 4.
Затем каждый фактический коэффициент устойчивого ряда сравниваем его с нормативным коэффициентом (см. приложение 3). В нашем случае производство мелкосерийное. При сравнении коэффициентов должно выполняться условие, что Кфуст < Кнуст.
Убедившись в качественности ряда, исчисляем среднюю его продолжительность . Для первого хроноряда она составит:
t1=(0,13+0,12+0,11+0,13+0,1+0,11+0,12):7=0,12
Остальные расчеты ведутся аналогично и результаты расчетов составят:
t2=0,14; t3=0,12; t4=0,03; t5=0,06; t6=0,04; t7=0,03; t8=0,84; t9=0,02; t10=0,04; t11=0,07; t12=0,02; t13=0,04; t14=0,1; t15=0,08.
Таблица 4
Результаты хронометражного наблюдения токарной обработки вала.
| Элементы операции | Замеры | Кустф | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1. Взять деталь из тары | 0,13 | 1,85 | 3,59 | 5,35 | 7,10 | 8,89 | 10,67 | 1,3 |
| 0,13 | 0,12 | 0,11 | 0,13 | 0,1 | 0,11 | 0,12 | ||
| 2. Взять хомутик и закрепить на детали | 0,27 | 2,01 | 3,71 | 5,49 | 7,24 | 9,04 | 10,83 | 1,3 |
| 0,14 | 0,16 | 0,12 | 0,14 | 0,14 | 0,15 | 0,16 | ||
| 3. Установить деталь в ее центрах и закрепить | 0,37 | 2,12 | 3,84 | 5,60 | 7,33 | 9,14 | 10,95 | 1,4 |
| 0,1 | 0,11 | 0,13 | 0,11 | 0,09 | 0,1 | 0,12 | ||
| 4. Включить станок | 0,40 | 2,16 | 3,87 | 5,64 | 7,36 | 9,17 | 10,99 | 1,3 |
| 0,03 | 0,04 | 0,03 | 0,04 | 0,03 | 0,03 | 0,04 | ||
| 5. Подвести резец продольно | 0,47 | 2,21 | 3,94 | 5,72 | 7,41 | 9,24 | 11,05 | 1,6 |
| 0,07 | 0,05 | 0,07 | 0,08 | 0,05 | 0,07 | 0,06 | ||
| 6. Подвести резец поперечно | 0,50 | 2,24 | 3,98 | 5,77 | 7,44 | 9,28 | 11,08 | 1,7 |
| 0,03 | 0,03 | 0,04 | 0,05 | 0,03 | 0,04 | 0,03 | ||
| 7. Включить подачу | 0,52 | 2,27 | 4,01 | 5,81 | 7,46 | 9,31 | 11,12 | 2 |
| 0,02 | 0,03 | 0,03 | 0,04 | 0,02 | 0,03 | 0,04 | ||
| 8. Обточить деталь | 1,36 | 3,09 | 4,86 | 6,64 | 8,30 | 10,16 | 11,98 | 1 |
| 0,84 | 0,82 | 0,85 | 0,83 | 0,84 | 0,85 | 0,86 | ||
| 9. Выключить подачу | 1,38 | 3,12 | 4,88 | 6,67 | 8,32 | 10,19 | 12,00 | 1,5 |
| 0,02 | 0,03 | 0,02 | 0,03 | 0,02 | 0,03 | 0,02 | ||
| 10. Отвести резец поперечно | 1,41 | 3,15 | 4,92 | 6,71 | 8,37 | 10,22 | 12,04 | 1,7 |
| 0,03 | 0,03 | 0,04 | 0,04 | 0,05 | 0,03 | 0,04 | ||
| 11. Отвести резец продольно | 1,47 | 3,22 | 4,98 | 6,78 | 8,45 | 10,28 | 12,11 | 1,3 |
| 0,06 | 0,07 | 0,06 | 0,07 | 0,08 | 0,06 | 0,07 | ||
| 12. Выключить станок | 1,49 | 3,25 | 5,0 | 6,81 | 8,47 | 10,31 | 12,13 | 1,5 |
| 0,02 | 0,03 | 0,02 | 0,03 | 0,02 | 0,03 | 0,02 | ||
| 13. Открепить деталь, снять и отложить | 1,55 | 3,30 | 5,06 | 6,85 | 8,52 | 10,36 | 12,18 | 1,5 |
| 0,06 | 0,05 | 0,06 | 0,04 | 0,05 | 0,05 | 0,05 | ||
| 14. Снять хомутик и отложить его | 1,65 | 3,41 | 5,14 | 6,94 | 8,70 | 10,45 | 12,28 | 0,25 |
| 0,1 | 0,11 | 0,08 | 0,09 | 0,18 | 0,09 | 0,1 | ||
| 15. Уложить деталь в тару | 1,73 | 3,48 | 5,22 | 7,0 | 8,78 | 10,55 | 12,35 | 1,7 |
| 0,08 | 0,07 | 0,08 | 0,06 | 0,08 | 0,1 | 0 | ||
Продолжительность оперативного времени на операцию, элементы которой приведены в табл. 7 исчисляем по формуле
ТОП = .
ТОП =1,75 (мин)
Время на организационно-техническое обслуживание рабочего места (tОБСЛ) составит 4 % от Топ:
tОБСЛ=1,75·0,04=0,07 (мин)
Время на отдых рабочего при выполнении операции (tОТД) составляет 2 – 3 % от Топ:
tОТД=1,75·0,02=0,035 (мин)
Подготовительно-заключительное время (tП.З) на партию деталей составит 15 мин; партия деталей принимается 120 шт.
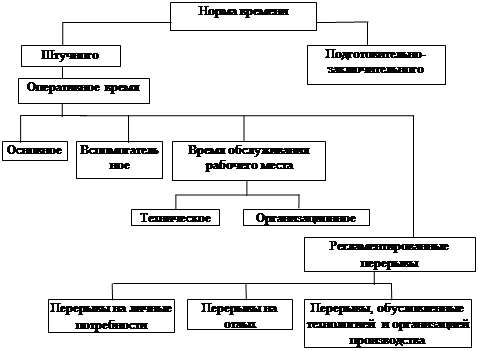
Норму времени на токарную операцию исчислим по формуле:
НВР = ТОП + tОБСЛ + tОТД + tП.З,
НВР =1,75+0,07+0,035+15=16,86 (мин)
Похожие работы
... работ нормированные задания могут устанавливаться на смену, месяц или на период полного осуществления заданного объема работ. 1.3 Особенности и учет нормирования в условиях бригадной организации труда Объектом нормирования труда в условиях бригадной его организации является коллективный трудовой процесс. Несмотря на то, что в большинстве бригад сохраняются нормы времени на выполнение ...
... 84-85. 17. Русинов Ф.М., Никулин Л.Ф., Фаткин Л.В., Менеджмент и самоменеджмент в системе рыночных отношений. Учебное пособие: - М.: ИНФРА – М, 1996 –352с. 18. Рекомендации по организации системы оплаты труда на предприятиях // Социальная защита – 1999 - №7 – С. 48-62. 19. Рекомендации по организации нормирования труда на предприятиях // Социальная защита – 1999 - №5 – С. 42-58. 20. Софинский ...
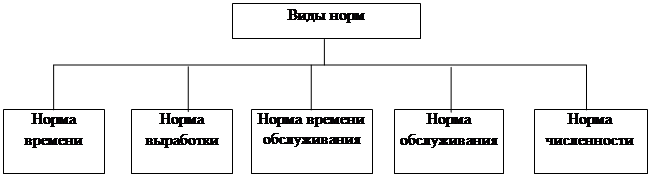
... труда каждого работника выступают нормы труда. К основным видам норм труда в соответствии со ст. 160 ТК РФ относятся нормы времени, выработки, обслуживания[10]. Для нормирования труда работников кадровой службы основными являются нормы времени и обслуживания, производными - нормы времени обслуживания, нормированные задания, нормы численности, нормы соотношений числа отдельных категорий ...
... станков с чпу и оценка их экономической эффективности 3.1 Краткое описание предлагаемого мероприятия по нормированию труда инженеров-программистов для станков с ЧПУ Как следует из материалов раздела 2, одним из путей снижения себестоимости научно-технических услуг в КБТЭМ-ОМО и соответственно увеличения прибыли и рентабельности может быть повышение производительности инженерного труда за ...
0 комментариев