Навигация
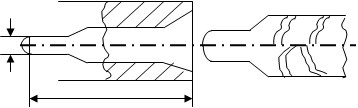
По нормативам таблицы 5.1(см. Приложение 5) выявим норму времени на фрезерные работы в зависимости от параметров, изложенных в таблице 8
52532
знака
32
таблицы
0
изображений
1.4 По нормативам таблицы 5.1(см. Приложение 5) выявим норму времени на фрезерные работы в зависимости от параметров, изложенных в таблице 8.
Таблица 8
Исходные данные для определения затрат труда на фрезерные работы
| Длина обрабатываемой поверхности | Диаметр фрезы, мм | Ширина обработки, мм | Глубина резания, мм | Нормы времени |
| 25 | 125/12 | 150 | 5 | 1,1 |
| 50 | 1,2 | |||
| 100 | 1,6 | |||
| 125 | 1,8 | |||
| 175 | 2 | |||
| 250 | 2,2 | |||
| 300 | 2,3 |
1.5 Используя нормативы времени на шлифовальные работы с продольной подачей (таблица 6.1 приложения 6) на выполнение этой операции в соответствии с исходными данными таблица 9.
Таблица 9
Затраты труда на шлифовальные работы
| Диаметр шлифования, мм | Длина шлифования, мм | Припуск на сторону, мм | Затраты труда |
| 200 | 250 | 0,8 | 10,6 |
| 250 | 11,9 | ||
| 315 | 11,4 | ||
| 400 | 14 |
1.6 Используя нормативы затрат труда на шлифование отверстий (таблица 6.2 приложения 6), получим затраты труда на обработку отверстий для исходных данных таблица 10.
Таблица 10
Исходные данные для получения затрат труда на шлифование отверстий
| Длина шлифования, мм | Диаметр отверстий, мм | Припуск на обработки, мм | Затраты труда |
| 25 | 63 | 0,5 | 2,3 |
| 40 | 3,1 | ||
| 50 | 3,6 | ||
| 80 | 5,3 | ||
| 100 | 6,2 |
1.7 Используя нормативы затрат труда на плоское шлифование периферией круга на плоскошлифовальном станке(таблица 6.3 приложения 6), получим затраты труда на обработку поверхности по исходным данным таблица 11.
Таблица 11
Исходные данные для получения затрат труда на шлифование плоскости
| Длина шлифования, мм | Ширина шлифования, мм | Припуск на сторону, мм | Время, мин |
| 160 | 50 | 0,4 | 3,4 |
| 250 | 3,6 | ||
| 315 | 3,9 | ||
| 500 | 4,6 | ||
| 630 | 5 | ||
| 1000 | 6,5 | ||
| 1200 | 7,6 |
1.8 Используя нормативы затрат труда на шлифование торцем круга на плоскошлифовальном станке (таблица 6.4 приложения 6), получим затраты труда на обработку поверхности по исходным данным таблица 12.
Таблица 12
Исходные данные для получения затрат труда на шлифование торцем круга
| Длина обрабатываемой поверхности, мм | Ширина шлифования, мм | Припуск на сторону, мм | Время, мин |
| 200 | 40 | 0,15 | 1,76 |
| 250 | 1,85 | ||
| 400 | 2,09 | ||
| 500 | 2,26 | ||
| 800 | 2,76 |
1.9 Корректирование нормативного времени шлифования в зависимости от степени заполнения обрабатываемыми деталями поверхности рабочего стола шлифовального станка.
Таблица 13
Степень заполнения поверхности рабочего стола деталями
| Исходные данные | Размеры |
| Ширина детали, В, мм | 27 |
| Длина детали, L, мм | 560 |
| Кол-во обрабат. дет-ей, N, дет. | 35 |
| Площадь обработки, Sобр | 529200 |
| Площадь шлифовального круга, Ршл | 251200 |
| Степень заполнения стола, Сзап | 0,47 |
1.Расчет площади обработки
Sобр = В·L·N
Sобр =27·560·35=529200
Похожие работы
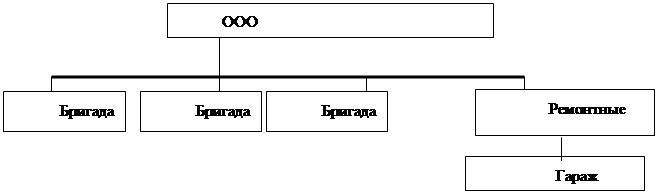
... работ нормированные задания могут устанавливаться на смену, месяц или на период полного осуществления заданного объема работ. 1.3 Особенности и учет нормирования в условиях бригадной организации труда Объектом нормирования труда в условиях бригадной его организации является коллективный трудовой процесс. Несмотря на то, что в большинстве бригад сохраняются нормы времени на выполнение ...
... 84-85. 17. Русинов Ф.М., Никулин Л.Ф., Фаткин Л.В., Менеджмент и самоменеджмент в системе рыночных отношений. Учебное пособие: - М.: ИНФРА – М, 1996 –352с. 18. Рекомендации по организации системы оплаты труда на предприятиях // Социальная защита – 1999 - №7 – С. 48-62. 19. Рекомендации по организации нормирования труда на предприятиях // Социальная защита – 1999 - №5 – С. 42-58. 20. Софинский ...
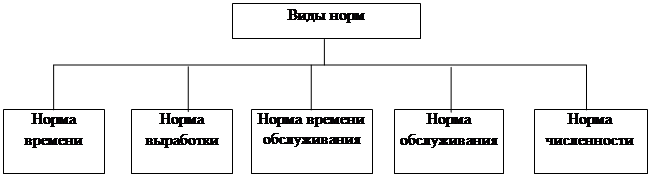
... труда каждого работника выступают нормы труда. К основным видам норм труда в соответствии со ст. 160 ТК РФ относятся нормы времени, выработки, обслуживания[10]. Для нормирования труда работников кадровой службы основными являются нормы времени и обслуживания, производными - нормы времени обслуживания, нормированные задания, нормы численности, нормы соотношений числа отдельных категорий ...
... станков с чпу и оценка их экономической эффективности 3.1 Краткое описание предлагаемого мероприятия по нормированию труда инженеров-программистов для станков с ЧПУ Как следует из материалов раздела 2, одним из путей снижения себестоимости научно-технических услуг в КБТЭМ-ОМО и соответственно увеличения прибыли и рентабельности может быть повышение производительности инженерного труда за ...
0 комментариев