Навигация
ВЫБОР СВАРОЧНОГО ОБОРУДОВАНИЯ, ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТЫ
28909
знаков
0
таблиц
0
изображений
3. ВЫБОР СВАРОЧНОГО ОБОРУДОВАНИЯ, ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТЫ
Чтобы изготовить лист бортовой обшивки применяем следующее оборудование:
Тельфер – это небольшой подъемный кран, находящийся внутри цеха, используемый для перемещения деталей по цеху.
Турбинка – это электрическая машинка для снятия кромок и удаления зазоров зачистки металла. Состоит из электрического двигателя и наждачного диска.
Гильотина – предназначена для рубки металла толщиной от 5 мм и выше.
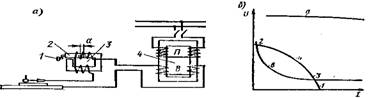
Сварочный преобразователь ПСО-500 – служит для преобразования переменного тока в постоянный ток, используемый для питания сварочной дуги. Преобразователь имеет генератор сварочного тока и электродвигатель, расположенный в общем корпусе. Якорь генератора электродвигателя расположен на одном валу, подшипники которого установлены в крышках корпуса. На вал электродвигателя насажен вентилятор, предназначенный для охлаждения агрегата во время работы. Для регулирования сварочного тока пользуются маховичком реостата. При вращении маховичка по часовой стрелке ток увеличивается, а при вращении против часовой стрелки – уменьшается. Величина сварочного тока измеряется амперметром.
Для зажигания электрода и подвода к нему сварочного тока служит электродержатель. Согласно ГОСТ 14651-69 электродержатели выпускаются трех типов в зависимости от силы сварочного тока: I типа – для тока 125 А; II типа – для тока 125-315 А; III типа – 315-500 А.
Щитки и маски изготовляются по ГОСТ 1361-69. материалом служит черная фибра или пластмасса с матовой поверхностью. Масса щитка не должна превышать 0,48 кг, маски – 0,50 кг.
Для зачистки металла и сварного шва используют: молоток-шлакоотделитель (кира), и металлическая щетка.
4. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ СВАРКЕ
Электроды: ввиду большого разнообразия применяемых покрытий делятся на типы не по составу покрытий, а по назначению электродов и механическим свойствам (прочности и пластичности) металла шва (наплавленного металла) и сварного соединения, получаемых при сварке электродами данного типа. Электроды Э42 свидетельствуют о том, что электрод предназначен для сварки конструкционных сталей и обеспечивает предел прочности при сжатии 42 кгс/мм кв.
Электроды: СМ-11 позволяют сваривать швы в любом пространственном положении и обеспечивают получение поплавленного металла без трещин, с высокой пластичностью, ударная вязкость поплавленного металла при сварке этими электродами 14-16 кгс/мм куб. Также можно использовать такие типы по ГОСТ (67-60 ЭЛУР-10, Э34, Э42, Э46 – для сварки низколегированных и низкоуглеродистых сталей). Э45А, Э50, Э50А, Э55 – для сварки среднелегированных и низкоуглеродистых сталей. Э60, Э60А, Э70, Э85, Э100, Э125, Э145 – для сварки среднеуглеродистых и низколегированных сталей, относящихся к маркам ОМА-2, ОЗЦ-1, ОММ-5, ЦМ-7, АНО-1, ОЗС-3, МР-3, ОЗС-4, ОЗС-2, УОНИ-13/45, УОНИ-13/55, УОНИ-13/65,
Сварочная проволока используется по ГОСТу 2246-40 и бывает:
-низкоуглеродистая – марки Св-08, Св-08А, Св-08АА и т.д.
в этой конструкции используем электроды типа Э45А марки УОНИ-13/45.
УОНИ-13.
Электроды УОНИ-13 дают хорошо раскисленный плотный направленный металл, содержащий несколько повышенное количество марганца и кремния и обладающий высокими механическими свойствами. Металл, направленный электродами УОНИ-13, обладает высокой плотностью, значительной ударной вязкостью, достигающей 25-30 кгс/см2 для УОНИ-13/45 УОНИ-13/55 как правило, в металле, направленном электродами УОНИ-13, не образуется трещин. Поэтому электроды с покрытием УОНИ-13 считаются одними из лучших и применяются для сварки особо ответственных конструкций, которые испытывают ударные нагрузки и вибрации, а также действие повышенных и пониженных температур.
Поскольку покрытие УОНИ-13 не содержит органических соединений (например крахмала) они выдерживают длительное прокаливание (до 350-400°С), что облегчает их просушку и делает менее восприимчивыми к влаге.
Сварка электродами УОНИ-13 на переменном ток необходимо включить в цепь осциллятор, обеспечивающий устойчивое горение дуги.
5. ТРЕБОВАНИЯ К ПОДГОТОВКЕ ДЕТАЛЕЙ ПОД СВАРКУ
Заменяемая часть обшивки корабля подготавливается в цеховом помещении из листового металла. На ровную поверхность укладывается лист металла, где производится разметка, резка ацетилено-кислородным резаком или рубка тиной и разделка кромок.
Линии контура выреза по возможности следует совмещать с имеющимися подстроечными сварными соединениями. При этом у каждого конца выреза такие сварные соединения должны распускаться на длине, равной 20 толщинам, но не больше 300 мм.
Следует избегать скученности сварных швов, пересечения их под острым углом, а также близкого расположения параллельных стыков швов и угловых со стыковыми.
Расстояние между параллельными сварными швами независимо от их направления должно быть не менее:
- 200 мм – между параллельными стыковыми швами;
- 75 мм – между параллельными угловым и стыковым швами;
- 50 мм – между параллельными угловым и стыковым швами на длине не более 2 м.
Угол между двумя стыковыми швами должен быть не менее 60°.
Монтажные стыки (пазы) листов обшивки и настилов должны располагаться от параллельных им переборок, палуб, настила второго дна, рамных связей и пр. на расстоянии не менее 200 мм.
Стыковые сварные соединения (линия реза) обшивки и набора допускается совмещать в одной плоскости.
При замене наружной обшивки с сохранением набора вырезку листов производят по границе заменяемого участка по разметке, а от набора отделяют разрезая лист обшивки по линии притыкания набора, сплавляя одновременно сварные швы. Далее по кромкам набора сплавляются остатки сварных швов, выхваты наплавляются и зачищаются под сварку до чистого металла абразивным инструментом.
Технологические вырезы должны выполняться согласно чертежам и ТИ 02-00-247. При этом линии реза обшивки и набора могут быть совмещены или разнесены. Набор, как правило, следует разрезать под некоторым углом к обшивке.
Перед вырезкой, при необходимости, по кромкам выреза следует устанавливать фиксирующие планки, скобы и т.п., предохраняющие вырезаемую конструкцию от падения, с приваркой обухов для строповки и демонтажа краном.
Слабодеформированные участки шпангоутов стрингеров в районе замены обшивки выправляются с нагревом на месте, а имеющие значительные деформации заменяются или после вырезки выправляются под прессом с последующей вваркой, если износ их не превышает допустимых значений.
После вырезки дефектных участков наружной обшивки имеющиеся гофрировки по кромкам оставшихся листов должны выправляться с нагревом при помощи вилки, домкратов и вручную ударами кувалдой на ширину 150-200 мм для возможности стыковки новых листов.
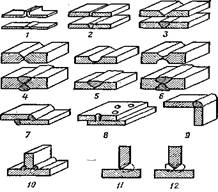
При установке новых листов наружной обшивки рекомендуется для стыковых швов применять сварное соединение С45 по ГОСТ 5264-90. При этом разделку кромок и сварку основного шва предусматривать изнутри корпуса, а снаружи воздушно-духовую строжку корня шва с последующей заваркой.
Допускается одновременное производство сборочно-сварочных работ по корпусу в нескольких районах, если они не вызывают в целом отрицательное влияние на посадку корпуса на килевой дорожке и клетках дока; не нарушают продольную прочность судна, находящегося на плаву.
Приварка к конструкциям корпуса гребенок, скоб, планок, обухов и т.п. должна быть сведена к минимуму. Выполнение прихваток и приварка крепежных деталей должна производиться сборочными материалами тех категорий, которые требуются для сварки конструкций. В прихватках недопустимы поры, подрезы, прожоги, трещины и не заваренные кратеры.
Удаление приваренных гребенок и других временных креплений на конструкциях из углеродистых и низколегированных сталей производится путем разрушения прихваток изгибом на шов.
Прихватки, оставшиеся на основном металле, после удаления временных креплений должны быть зачищены на наружной обшивке снаружи.
На всех стадиях производства сварных конструкций должен производиться систематический пооперационный контроль до сварки. Перед сваркой проверяются: правильность сборки соединений и изделия в целом. Особое внимание следует обращать на правильность подготовки кромок, величину зазоров, совпадений кромок, отчистку кромок и прилегающих к ним участков основного металла, следует проверить размер и качество прихваток, а также соблюдения герметических размеров.
Толщина металла листа и борта – 10 мм.
Зазор между бортом и листом – 3 мм.
Размеры листа бортовой обшивки – 1400х800 мм.
Похожие работы
... ; в этом случае отпадают все затруднения, связанные с твёрдостью металла; объёмы жидкого металла самопроизвольно сливаются в общую сварочную ванну. Во многих случаях на процесс сварки существенно влияют загрязнения поверхности металла: преимущественно окислы и жировые плёнки. Эти загрязнения, попадая в сварное соединение, могут снижать качество сварки. Они, в отличие от адсорбированных газов, ...
... или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы. Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. ...
... , называют шихтой. В состав шихты входят топливо, руды (чаще рудные концентраты, так или иначе подготовленные к плавке), металлы (в основном в виде лома), флюсы, шлаки предыдущих плавок и другие оборотные материалы. 1 Пластмассы. Основные компоненты пластмасс. Слоистые пластические материалы 1.1 Общие сведения, основные свойства и компоненты, входящие в состав пластмасс Среди новых ...
... , при обработке металлов давлением. Экспериментальные исследования процессов пластической деформации металла в зоне формирования соединения при контактной точечной сварке по этой методике проводятся на натурных образцах с предварительно нанесенной координатной сеткой, технология изготовления которых предложена и описана в работе [128]. При исследованиях пластических деформаций в плоскостях ...
0 комментариев