Навигация
ОБОРУДОВАНИЕ ГЛАВНОГО ПРОЛЕТА СТАНА
50618
знаков
5
таблиц
0
изображений
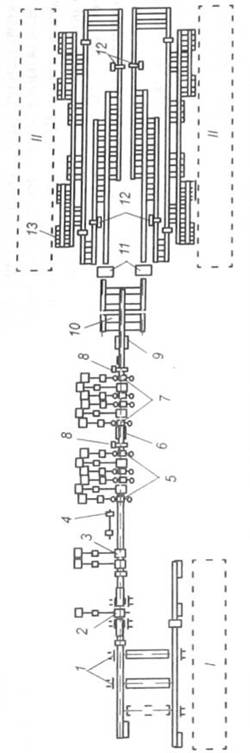
1. ОБОРУДОВАНИЕ ГЛАВНОГО ПРОЛЕТА СТАНА
114101. РАБОЧАЯ КЛЕТЬ ДУО БЛУМИНГА «900»
Рабочая дуореверсивная клеть блуминга «900» предназначена для прокатки квадратной заготовки сечением 100 X 100, 125 X 125 мм и круглой заготовки диаметром 330 мм, а также профилированной заготовки для чистовой линии стана «800» из бпумов сечением 350 X 350 мм, поступающих от бпуминга «1150».
Рабочая клеть стана состоит из двух станин, комплекта подушек и валков, нажимного и уравновешивающего устройств.
Станины клети, закрытой конструкции со стойками двутаврового сечения, изготовляются из стального литья.
Крепление станин между собой осуществляется стальными литыми траверзами и болтами.
Подушки рабочих валков изготовляются из стального литья и оборудованы текстолитовыми вкладышами в кассетах.
Рабочие валки — кованые, стальные.
Нажимное устройство состоит из двух винтов с червячно-винтовой передачей, смонтированной в отдельных коробках. Привод нажимных винтов осуществлен от двух электродвигателей мощностью по 100 кет каждый.
Для более гибкой настройки винтов на приводном валу предусматривается расцепная муфта для раздельного регулирования правого или левого нажимного винта.
Уравновешивание верхнего валка для более надежной работы клети — грузовое.
Перестановка верхнего рабочего валка производится по двушкальному указателю раствора валков, установленному наверху клети и действующему от привода нажимного устройства.
Перевалка валков производится комплектно специальным механизмом смены валков цепного типа, приводимым в движение электродвигателем и устанавливаемым На фундаменте с неприводной стороны клети.
С передней и задней сторон рабочей клети в станину вмонтированы станинные ролики, служащие для подачи блумов вывалки и приема выходящей из валков полосы.
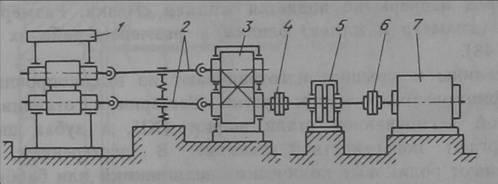
Ролики приводятся во вращение индивидуальными электродвигателями через шарнирные шпиндели и установлены на самоустанавливающихся подшипниках с пружинными амортизаторами. Привод рабочей клети осуществлен через шестеренную клеть, промежуточные универсальные шпиндели и главную муфту от реверсивного электродвигателя постоянного тока мощностью 5000 л. с., О—50—120 об/мин.
Шестеренная клеть имеет две шестерни с фрезерованными зубьями и служит для передачи мощности двум шарнирным шпинделям.
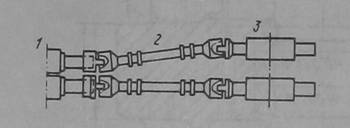
Промежуточные шарнирные шпиндели служат для передачи вращения от шестеренной клети к рабочим валкам клети.
Главная муфта предназначена для передачи крутящего момента к шестеренной клети. Впереди и за рабочей клетью «900» расположены рабочие рольганги, которые предназначены для транспортировки блума в процессе его прокатки в обжимной клети.
Рабочие рольганги оборудованы манипуляторами и кантователем, предназначенными для направления прокатываемого блума в нужный калибр рабочих валков, направления выходящего из рабочих валков блума, правки раската в случае его искривления в процессе прокатки и кантовки блума на 90°.
Смазка червячного зацепления редуктора нажимного устройства — жидкая, заливная, картерная; смазка подшипников рабочих валков производится технической водой.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование рабочей клети дуо блуминга «900» поставляется комплектно с электрооборудованием, трубопроводами, проводковой арматурой, анкерными болтами, смазочной аппаратурой в пределах клети и другими материалами, согласно описанию и спецификации.
114102. РАБОЧАЯ КЛЕТЬ ТРИО «800»
Рабочая клеть трио «800» предназначена для чистовой прокатки рельсов от 43 до 75 кг/пог. м, швеллеров от № 20 до № 40, двутавровых балок от № 20 до № 60, круглой заготовки диаметром до 200 мм, квадратной заготовки до 200 X 200 мм и полосы шириной до 300 мм из профилированных заготовок, получаемых с обжимной линии стана «900».
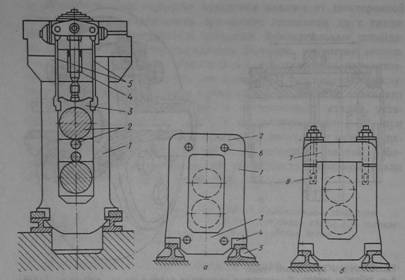
Рабочая клеть трио состоит из двух станин, крышки, комплекта подушек и валков, нажимных устройств для верхнего и нижнего рабочих валков и уравновешивающего устройства.
Станины — клети открытой конструкции со стойками прямоугольного сечения, из стального литья. .
Крышка клети стального литья крепится к станинам при помощи специального клинового соединения.
Подушки рабочих валков —из стального литья, с вмонтированными в них текстолитовыми вкладышами.
Рабочие валки — кованые, стальные.
Нажимное устройство для верхнего, валка, состоящее из двух винтов с цилиндрической зубчатой передачей, смонтированной в коробке крышки клети, обеспечивает вертикальную установку валка от ручного привода.
Нажимное устройство для нижнего валка также состоит из двух винтов и .цилиндрической зубчатой передачи, смонтированной в станине клети, и обеспечивает вертикальную установку нижнего валка от ручного привода.
Установка валков в осевом направлении производится при помощи прижима, закрепленного на станине болтами. Прижимы упираются в подушки, а в хвостовой своей части имеют регулировочный винт, который, в свою очередь, упирается через вставку в тело станины.
Средний валок - неподвижный, он упирается своими подушками в выступы станин и крышку клети.
Уравновешивающее устройство верхнего валка — пружинное, через тяги, проходящие через крышку клети и закрепляемые с помощью клиньев в бугелях.
Перевалка валков производится комплектно клетью, которая снимается краном за проушины крышки клети с рабочей линии стана на стенд, откуда подготовленная клеть с валками, подушками и проводковой арматурой устанавливается мостовым электрическим краном на рабочую линию стана.
Рабочая клеть трио «800» установлена в чистовой линии стана в количестве Двух комплектов и расположена в одну линию.
Привод обеих рабочих клетей осуществлен через шестеренную клеть трио «800», промежуточные шпиндели и главную муфту от электродвигателя постоянного тока мощностью 6000 л. с. с регулируемым числом оборотов 0—70—140 об/мин.
Шестеренная клеть, промежуточные шпиндели и главная муфта предназначены для передачи вращения от электродвигателя к рабочим валкам клети.
Рабочие клети чистовой линии стана с обеих сторон оборудованы качающимися столами с «исчезающими» манипуляторами и кантователями, предназначенными для задачи полосы в рабочие валки клетей, приема ее после прокатки и производства манипуляций кантовки на них.
Кроме того, обе клети оборудованы с обеих сторон раскатными рольгангами и шлеп-перами для перемещения полосы от одной рабочей клети к другой.
Смазка зубчатого зацепления нажимных устройств — густая, закладная, а других трущихся соединений — ручная, через пружинные масленки. Смазка шеек валков и их охлаждение производятся технической водой от водопроводной магистрали.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование рабочей клети трио «800» поставляется комплектно с электрооборудованием, трубопроводами, проводковой арматурой, анкерными болтами, плитовинами, смазочной системой в пределах клети и другими материалами, согласно описанию и спецификации.
Похожие работы
... - 77 и др. или ТУ. В заводских технологических инструкциях обычно приводятся более подробные данные о допустимой величине поверхностных дефектов на используемых заготовках, установленные с учетом специфики технологии производства проката на сортовых станах, условий нагрева металла, применяемых систем калибровок валков, средств отделки готовой продукции и т.д. Стандартизованы также требования к ...
... слитками. В настоящее время технология производства стали в электросталеплавильном цехе ОАО "Металлургический завод им. А.К.Серова" представлена следующей схемой: выплавка полупродукта стали в дуговой сталеплавильной печи с системой "Данарк", легирование и присадка шлакообразующих в сталеразливочном ковше при выпуске металла из печи, внепечная обработка на установке ковш-печь и вакууматоре типа ...
... программ коренной реконструкции и технического перевооружения предприятия. Выполнение этой программ — главное условие эффективной работы коллектива. 2.2. Перспективы снижения себестоимости, повышения качества и конкурентоспособности металлопродукции АО НТМК Развитие Нижнетагильского металлургического комбината до 1990 г. шло в направлении последовательного наращивания объемов выпуска всех видов ...
... предприятия. Вокруг ОЭМК расположены леса, они обладают высокой устойчивостью и способны противостоять влиянию низких концентраций хронически загрязняющих атмосферу веществ. На Оскольском Электрометаллургическом комбинате уделяется большое внимание изучению распространения загрязнений на местности, вопросами оценки последствий воздействия промышленных выбросов на окружающую природную среду, в ...
0 комментариев