Навигация
114108. ГИБОЧНАЯ МАШИНА РЕЛЬСОВ
Гибочная машина предназначена для гибки рельсов в горячем состоянии в сторону, обратную изгибу его при остывании на подошву.
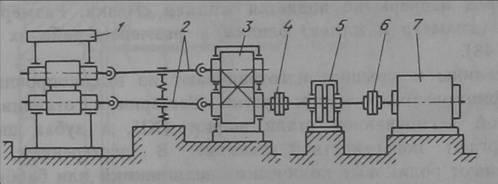
Гибочная машина состоит из рабочей и шестеренной клетей, переднего и заднего гибочных роликов и электродвигателя.
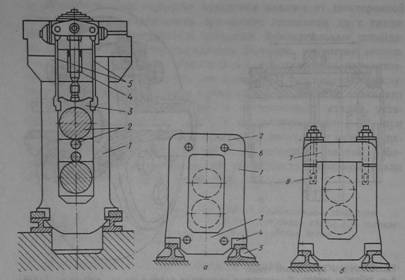
Рабочая клеть машины состоит из одной станины с крышкой, двух горизонтальных консольных валков и двух вертикальных неприводных роликов, установленных по обеим сторонам станины.
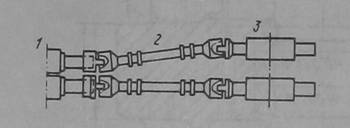
Привод консольных валков осуществлен от электродвигателя через шестеренную
клеть и шпиндельное соединение.
Передний ролик установлен неподвижно относительно станины.
Задний гибочный ролик имеет возможность скользить в пазах станины, упираясь концом своего установочного винта в рычаг буфера заднего ролика.
Задача рельса в гибочную машину производится передвижной проводкой, устанавливаемой на рольганге перед машиной.
Выдача рельса симметрично оси рольганга осуществляется поворотом рабочей клети относительно опорной рамы на угол, заранее установленный при помощи буферов.
Поворот рабочей клети производится пневматическими цилиндрами, воздух к которым
подается автоматически путевым выключателем с противовесом, устанавливаемым на рольганге, по пути следования рельса.
Автоматическое регулирование стрелы прогиба, в зависимости от температуры изгибаемого рельса, основано на изменении сопротивляемости рельса изгибу и осуществляется буфером заднего ролика.
При переходе в процессе изгиба с одного профиля на другой меняется только плечо рычага буферного устройства передвижением пружинного стакана в пазах станины.
Смазка трущихся поверхностей машины —густая, автоматическая, от центральной станции; смазка шестеренной клети—жидкая, также от центральной станции жидкой смазки.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование гибочной машины поставляется комплектно с электрооборудованием, трубопроводами, смазочными аппаратами в пределах машины, анкерными болтами, сменными консольными валками и роликами и другими материалами, согласно описанию и спецификации. ,
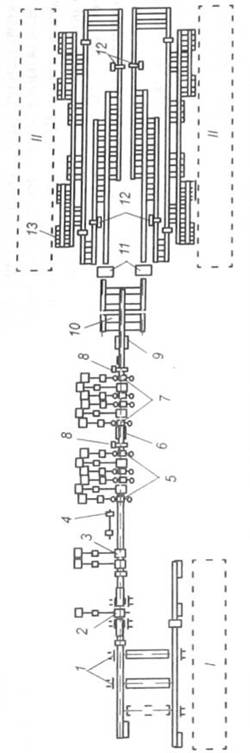
114109. ХОЛОДИЛЬНИК СТАНА
Холодильник рельсобалояного стана предназначен для охлаждения и транспортировки рельсов, строительных профилей и трубной заготовки длиной от 4 до 25 м с кантовкой швеллеров, уголков и двутавровых балок в начале и в конце холодильника.
Холодильник стана состоит из двух самостоятельных секций шириной 26,71 м и длиной 44,6 м с двумя канатными шлепперами.
Каждая секция холодильника состоит из ряда поперечных балок, рельсового настила, шлепперов, механизмов поворота кулачков шлепперных тележек и кантователей.
Поперечные литые чугунные балки закрепляются болтами на литых чугунных башмаках, устанавливаемых на фундаменте.
По верхней плоскости этих балок в поперечном направлении уложены рельсы, которые и составляют рельсовый настил, на котором охлаждается и транспортируется шлепперными тележками указанный сортамент стана.
Для движения шлепперных тележек в верхнем поясе балок предусмотрены соответствующие проемы, в которых устанавливаются и укрепляются рельсы.
Шлепперы холодильника состоят из трансмиссионных валов, канатных барабанов, шлепперных тележек, редуктора и механизма регулирования положения тележек.
Трансмиссии шлепперов состоят из отдельных секций валов с посаженными на них канатными барабанами диаметром 1100мм и механизмами регулировки положения шлепперных тележек.
Отдельные валы соединены между собой зубчатыми муфтами, а секции — зубчатыми муфтами переключения, обеспечивающими работу секций раздельно или спаренно, в зависимости от длины транспортируемого проката — 12,5 или 25 м.
Натяжное устройство ведомых блоков канатов —рычажно-пружинного типа.
Шлепперные тележки приводятся в движение канатами через редуктор от реверсивного электродвигателя.
Механизм поворота кулачков шлепперных тележек передвигает тележки в том случае, • когда на рельсовом настиле находится охлаждаемый прокат.
Механизм поворота кулачков состоит из ряда двутавровых балок, рычагов, трансмиссии, редуктора, шатунного механизма и контргруза.
Двутавровые балки монтируются в проемах балок между рельсами для шлепперных тележек, вдоль холодильника.
Двутавровые балки поднимаются при помощи рычагов, шарнирно укрепленных на кронштейне к вертикальной стенке поперечных балок холодильника.
Трансмиссионный вал механизма поворота кулачков с редуктором, рычагами и шатунным механизмом располагается под рельсовым настилом, в поперечном направлении холодильника и приводится в движение электродвигателем. Уравновешивание подъемных двутавровых балок — грузовое, контргрузом, рычаги которого смонтированы на трансмиссионном валу.
При транспортировке установленного сортамента проката первый шлеппер с подводящего рольганга подает готовый прокат на одну треть длины холодильника, а второй транспортирует его до конца и подает на отводящий рольганг.
При обратном холостом ходе шлепперных тележек кулачки тележек свободно поворачиваются вокруг своих осей, и они свободно проходят внизу, под прокатом.
Свободное передвижение тележек шлепперов холодильника, когда он заполнен горячими балками и рельсами, в случае прямого хода, когда необходимо убрать остывший прокат на отводящий рольганг, производится механизмами поворота кулачков тележек.
Механизм поворота поднимает двутавровые балки, в результате кулачки тележек занимают горизонтальное положение, и тележки свободно проходят при прямом ходе под прокатом.
Кантователи холодильника предназначены поворачивать горячие балки, швеллер и уголки на угол в 90°, что устраняет коробление при остывании и создает удобства транспортировки уголков, изгибающихся На вершину угла при остывании.
Кантователь состоит из продольного составного вала, кантующих рычагов, цилиндри-ческ-конического редуктора и электродвигателя.
Кантующие рычаги монтируются на продольном валу.
Каждый кантователь приводится в движение двумя кантующими механизмами от одного редуктора и электродвигателя.
Смазка редукторов трансмиссий— жидкая, заливная с периодическим спуском и подачей масла от смазочной станции. Смазка редукторов кантователей и механизмов поворота кулачков шлепперных тележек — жидкая, индивидуально-заливная; шлепперных тележек — густая, закладная. Смазка остальных механизмов — густая, централизованная от автоматической станции густой смазки.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование холодильника поставляется комплектно с электрооборудованием, трубопроводами, смазочными станциями густой и жидкой смазки, арматурой, анкерными болтами и другими материалами, согласно описанию и специфи
Похожие работы
... - 77 и др. или ТУ. В заводских технологических инструкциях обычно приводятся более подробные данные о допустимой величине поверхностных дефектов на используемых заготовках, установленные с учетом специфики технологии производства проката на сортовых станах, условий нагрева металла, применяемых систем калибровок валков, средств отделки готовой продукции и т.д. Стандартизованы также требования к ...
... слитками. В настоящее время технология производства стали в электросталеплавильном цехе ОАО "Металлургический завод им. А.К.Серова" представлена следующей схемой: выплавка полупродукта стали в дуговой сталеплавильной печи с системой "Данарк", легирование и присадка шлакообразующих в сталеразливочном ковше при выпуске металла из печи, внепечная обработка на установке ковш-печь и вакууматоре типа ...
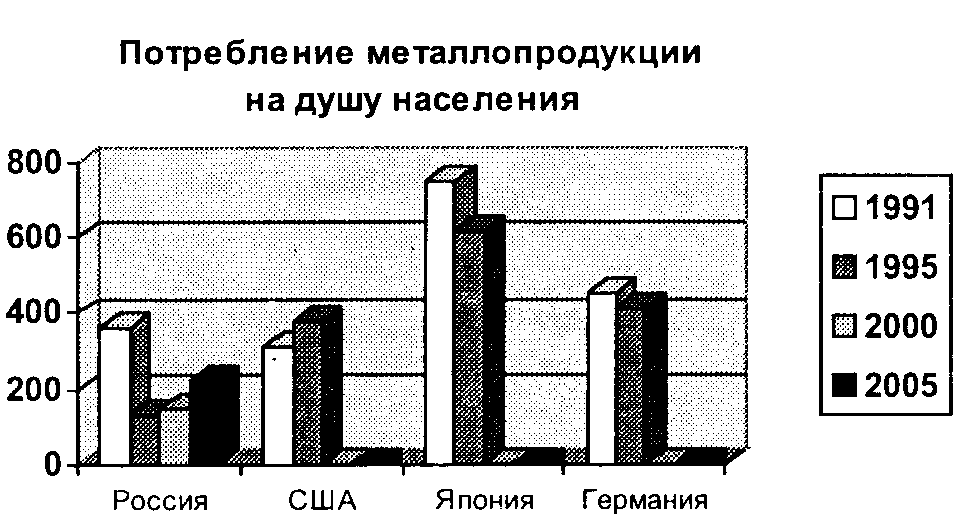
... программ коренной реконструкции и технического перевооружения предприятия. Выполнение этой программ — главное условие эффективной работы коллектива. 2.2. Перспективы снижения себестоимости, повышения качества и конкурентоспособности металлопродукции АО НТМК Развитие Нижнетагильского металлургического комбината до 1990 г. шло в направлении последовательного наращивания объемов выпуска всех видов ...
... предприятия. Вокруг ОЭМК расположены леса, они обладают высокой устойчивостью и способны противостоять влиянию низких концентраций хронически загрязняющих атмосферу веществ. На Оскольском Электрометаллургическом комбинате уделяется большое внимание изучению распространения загрязнений на местности, вопросами оценки последствий воздействия промышленных выбросов на окружающую природную среду, в ...
0 комментариев