Навигация
114106. САЛАЗКОВАЯ ПИЛА
Салазковая пила «2000» предназначена для резки горячего металла на мерные длины следующих профилей и размеров заготовок: рельсов от 43 до 75 кг/пог. м, уголков от № 10 до № 20, швеллеров от № 20 до № 40 и двутавровых балок от № 20 до № 60 при наименьшей
температуре 750° С, круглой заготовки диаметром от 80 до 300 мм и квадратной заготовки от 130 X 130 мм и 240 X 240 мм при наименьшей температуре 900° С.
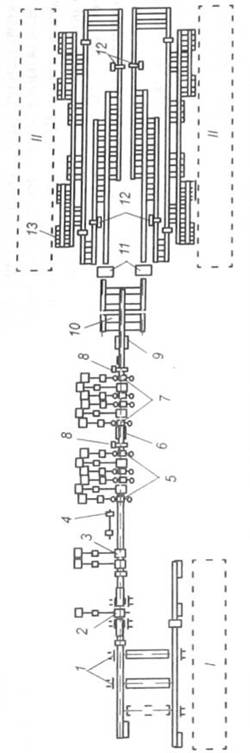
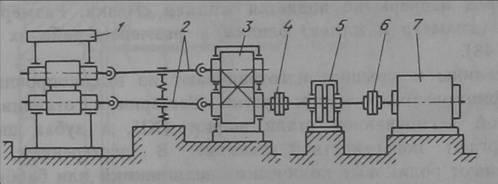
Салазковая пила состоит из механизмов вращения диска, движения салазок и механизма движения пилы.
Механизм вращения диска состоит из пильного диска с устройством для его крепления, двух подшипников, в каждом из которых установлено по два конических роликовых подшипника, зубчатой муфты и электродвигателя.
Механизм вращения устанавливается в головной части пилы. Пильный диск охлаждается струей воды, которая также частично сбивает стружку с поверхности зубьев диска.
Для более полной очистки боковых поверхностей зубьев пильного диска от стружки в кожухе диска предусмотрены четыре деревянных бруска, расположенных по две штуки на каждой стороне.
Электродвигатель механизма вращения диска защищен от действия тепловых лучей со стороны разрезаемой полосы специальным экраном с водяным охлаждением.
Механизм движения салазок состоит из салазок с приболченными к ним смежными бронзовыми планками и зубчатой рейки с косым зубом, обеспечивающими наиболее плавную подачу салазок пилы во время резки.
На раме пилы установлены вал с реечной шестерней, зубчатая муфта, редуктор и электродвигатель.
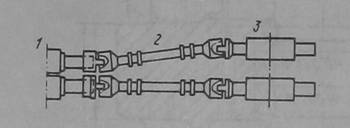
Механизм движения пилы состоит из рамы, на которой установлены два Червячных редуктора с реечной шестерней на нижнем конце вала, промежуточных валов, четырех зубчатых муфт, редуктора и электродвигателя.
Рама устанавливается на плоских направляющих с боковыми зубчатыми рейками, по которым катятся реечные шестерни червячных редукторов и передвигают пилу вдоль фронта рольгангов.
Смазка подшпников вала пильного диска — жидкая от специальной установки, расположенной на салазках пилы. Кроме того, корпусы подшипников охлаждаются проточной водой.
Смазка трущихся поверхностей у механизмов движения салазок и пилы осуществляется консистентной мазью от центральной ручной станции, расположенной на раме пилы.
Количество салазковых пил устанавливается в зависимости от производительности прокатки и схемы расположения оборудования стана.
Обычно они устанавливаются по линии потока металла и имеют возможность передвигаться по всему фронту участка пил.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование салазковой пилы поставляется комплектно с электрооборудованием, трубопроводами» смазочными системами в пределах машины и другими материалами, согласно описанию и спецификации.
114107. ШТЕМПЕЛЬНАЯ МАШИНА
Штемпельная машина предназначена для нанесения номеров плавок на разрезанные полосы всего профильного проката, кроме полос круглого и квадратного сечения.
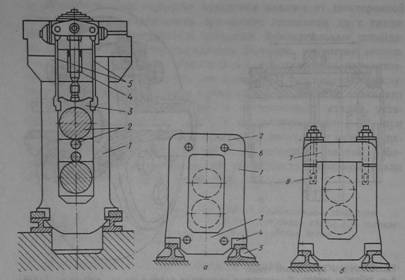
Штемпельная машина состоит из неподвижной, подъемной рамы и рамы горизонтального перемещения, опорного ролика и штемпельного диска.
Неподвижная рама, с установочной гайкой ходового винта подвижной рамы, представляет собой сварную конструкцию и устанавливается на рамы рольгангов.
На неподвижной раме монтируются-рама горизонтального перемещения и подъемная рама машины.
Рама горизонтального перемещения с ходовым винтом — сварная, на которой установлена станина подъемной рамы с опорным роликом и штемпельным диском.
Перемещение подвижной рамы осуществляется при помощи винта и гайки вручную.
Подъемная рама с профилированным сектором, пневматическим цилиндром и штемпельным диском, представляет собой станину прямоугольной формы, которая, находясь в разных положениях по. отношению к движущемуся профилю, производит клеймение полосы.
При клеймении швеллеров и двутавров станина поворачивается в подвижной раме и устанавливается горизонтально, а при клеймении уголков и рельсов — в наклонном или вертикаль-
ном положении и укрепляется болтами. Поворот, станины производится с помощью крана.
Штемпельный диск снабжен набором знаков для шести номеров плавок, пять из которых закрыты кожухом.
Прижим штемпельного диска к полосе осуществляется пневматическим цилиндром, с рабочим ходом поршня 100 мм.
При клеймении полоса, проходя штемпельную машину, воздействует на флажковый выключатель, установленный за машиной, которым включается подача воздуха в цилиндр прижима диска, и диск, прижимаясь к движущейся по рольгангу полосе, наносит на нее номер плавки.
При дальнейшем движении полосы она воздействует на второй флажкового типа выключатель, которым включается подача воздуха в цилиндр в обратном направлении, и диск поднимается над полосой в исходное положение.
Смазка трущихся поверхностей — густая, закладная, от шприца.
Штемпельная машина устанавливается на подводящем рольганге к холодильнику перед гибочной машиной.
ОБЪЕМ ПОСТАВКИ
Механическое оборудование штемпельной машины поставляется комплектно с трубопроводами, шлангами, крепежными болтами и другими материалами, согласно описанию и спецификации.
Похожие работы
... - 77 и др. или ТУ. В заводских технологических инструкциях обычно приводятся более подробные данные о допустимой величине поверхностных дефектов на используемых заготовках, установленные с учетом специфики технологии производства проката на сортовых станах, условий нагрева металла, применяемых систем калибровок валков, средств отделки готовой продукции и т.д. Стандартизованы также требования к ...
... слитками. В настоящее время технология производства стали в электросталеплавильном цехе ОАО "Металлургический завод им. А.К.Серова" представлена следующей схемой: выплавка полупродукта стали в дуговой сталеплавильной печи с системой "Данарк", легирование и присадка шлакообразующих в сталеразливочном ковше при выпуске металла из печи, внепечная обработка на установке ковш-печь и вакууматоре типа ...
... программ коренной реконструкции и технического перевооружения предприятия. Выполнение этой программ — главное условие эффективной работы коллектива. 2.2. Перспективы снижения себестоимости, повышения качества и конкурентоспособности металлопродукции АО НТМК Развитие Нижнетагильского металлургического комбината до 1990 г. шло в направлении последовательного наращивания объемов выпуска всех видов ...
... предприятия. Вокруг ОЭМК расположены леса, они обладают высокой устойчивостью и способны противостоять влиянию низких концентраций хронически загрязняющих атмосферу веществ. На Оскольском Электрометаллургическом комбинате уделяется большое внимание изучению распространения загрязнений на местности, вопросами оценки последствий воздействия промышленных выбросов на окружающую природную среду, в ...
0 комментариев